![子彈[軍用武器]](/img/9/0a6/nBnauM3X2UTO4cDM1ITO3IzN0QTMwITOzEDMwADMwAjMwIzLykzLwQzLt92YucmbvRWdo5Cd0FmLwE2LvoDc0RHa.jpg "子彈[軍用武器]")
基本解釋
步槍、滑膛槍或手槍發射的圓柱形彈(如用鉛制、鋼製或鉛芯鋼殼制)。
1:槍枝發射的彈藥,通常後面呈圓柱形,前段呈圓錐形,一般使用鉛制、鋼製或鉛芯鋼殼制;
2:重慶方言:通常指錢。
設計原理
無論是什麼樣式和形狀的子彈,它都是由彈丸,藥筒(彈殼),發射藥和火帽(底火)四個部分構成的。對於子彈來說,無論是用於什麼用途,國際上通用的發射藥都大多為無煙火藥:無煙火藥可分為(單基,雙基,三基)(其主要成分為硝化棉),槍械多用單基藥。對於不同的槍械用彈有不同的要求。如:手槍多採用多孔速燃單基藥。步槍為表面採用加光並鈍化的單孔顆粒單基藥。
底火是由:傳火孔,發火砧及擊發劑組成。其作用是擊發時產生火焰,迅速而確實的點燃發射藥。擊發時,擊發劑受擊針與發火砧的衝擊而發火,火焰通過傳火孔點燃發射藥。
 子彈出膛
子彈出膛當發射時,擊針激發火帽(底火)。底火迅速燃燒引燃藥筒(彈殼)內的發射藥,發射藥產生瞬燃,同時產生高溫和高壓,將彈丸(彈頭)從藥筒內擠出,這時的彈丸在發射藥產生的高壓的推動下,向前移動,受到膛線的擠壓,產生鏇轉,最終被推出彈膛。
基本結構
 1-彈頭
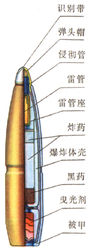
1-彈頭一般子彈由彈丸、藥筒、發射藥、火帽四部分組成。彈丸用來依靠快速飛行侵徹目標,藥筒用來連線彈丸和保護髮射藥及密閉火藥氣體,而發射藥是通過燃燒賦予彈丸較高初速,火帽用來擊發.但這只是指普通子彈,其它特種彈、檢測用槍彈及輔助用槍彈又有不同,成份量也會因子彈的不同而不同。復銅鋼彈殼56式普通彈剖面示意圖:1-彈頭;2-發射藥;3-彈殼;4-底火。
基本分類
我們平時看到的子彈頭多數就一種顏色,但實際上,子彈的顏色有許多種、如綠色、紅色、黑色和白色等。子彈的種類很多,用途也各不相同,為了在戰鬥中便於區別辨認,製造者便在彈頭的尖端塗上各種不同的顏色。
普通彈
彈頭不塗色或塗銀色(鋼心彈)。它是由銅套包著一個用鋼或鉛製成的芯。它主要用來殺傷敵人的有生命的目標。
曳光彈
彈頭塗有綠色,彈頭內前端是鉛心,中間有曳光管,管內裝有發光劑,尾部有固定環,可防止發光劑流出。發光劑的成分有可燃物、氧化物和粘合劑,所以它在夜間飛行時,後面拖著一道亮光。曳光彈主要用以顯示彈道,指示目標,修正射擊等。彈頭塗紅色,頂端塗紫色,主要供一些大口徑機槍使用。它與燃燒彈的構造基本相同,只是在彈頭內的後端裝有發光劑。它聚集了各種槍彈的特長,既能指示彈道,又能穿甲,同時還能縱火,主要用來對空和對遠距離的目標射擊。
燃燒彈
 燃燒彈
燃燒彈彈頭塗有紅色,彈頭內部前端裝有燃燒劑。彈頭中間有一鋼芯,後部裝有曳光劑。它內藏“火種”,主要用來點燃易燃物質,諸如敵人的草、木偽裝設施以及彈藥庫、燃料庫、集結的車輛等。用它對一些薄鐵皮製成的油箱等目標射擊,也能收到良好效果。
穿甲燃燒彈
 穿甲燃燒彈
穿甲燃燒彈彈頭塗有黑色(有的塗黑色加紅圈)。它的鋼芯是由經過淬火的高碳鋼製成的。彈芯外包著鉛套。燃燒劑裝在彈頭內部的前端,生產的多裝在彈頭的後端。它主要用來射擊敵人的輕型裝甲目標和油箱。
瞬爆彈
彈頭塗白色,彈頭中部裝有炸藥,炸藥前部裝有彈帽、侵徹管和雷管,在炸藥後邊裝有夜光管。它是大口徑機槍彈,用於對空射擊。彈頭命中目標時,由於侵徹管和雷管的作用而引爆炸藥。彈頭在槍管內因為沒遇到障礙物,所以不會爆炸。但當彈頭脫離槍口後,未命中目標或障礙物時,到了一定時間,夜光劑的火焰也會點燃裡邊的黑色藥,使炸藥爆炸。
空頭彈
 曳光彈
曳光彈是一般會擴張的彈頭的通稱,這個過程俗稱菇化(Mushroom),因為擴張後的彈頭,看起來就像一個草菇一樣,頭大身小。 在美國這是合法的子彈,尤其是用在狩獵上,是最受歡迎的彈頭。 有些州還規定狩獵時必須使用這種彈頭,因為它們比較可以達到一彈致命的效果,減少動物所受的痛苦。 空頭彈和一般俗稱達姆彈(Dum-Dum)的爆裂性彈頭不同, 空頭彈進入目標體後是不該碎裂的,當然如果打到骨頭上,也不是不會發生。 但是總之它不會像達姆彈那樣, 設計的目的就是要在擊中目標後, 碎裂成為無數的小彈片。 所謂的達姆彈, 最早是1896年英國人在印度的達姆兵工廠生產, 正式名稱是"Dum Dum Mark 2 Special", 口徑是.303 British, 7.7mmX56。 其鉛心在尖端露出, 看起來與現代的軟頭彈相同。 因受到海牙國際戰爭公約的限制而停產。 英國也曾在南非的波爾戰爭(Boer War, 1899-1902)中, 使用過空頭彈。
空包彈
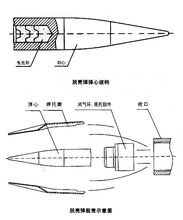
空包彈是沒有子彈頭的子彈,即僅由底火、藥筒和發射藥組成。空包彈的藥筒比普通子彈的藥筒長一些,裝滿發射藥後經機械壓制收口密封。空包彈主要用於部隊演習、和戰時發射槍榴彈。拍攝戰爭、警匪題材的電影和電視劇時也會大量使用代替普通槍彈以避免意外。
智慧型彈
美軍於2010年首次在阿富汗戰場上使用新型XM25來福槍發射,其內部裝有智慧型晶片,可接收無線信號,發射後由預定程式控制在飛行到一定距離時引爆。
無殼彈
“無殼”是相對常規金屬彈殼來說的。它通過在發射藥中填入高可燃性粘合劑,並以此為包裝,將發射藥壓成火藥柱,彈頭和底火分別嵌在火藥柱兩端。
液體彈
液體子彈,不是說子彈為液體,而是指發射藥為液體。射擊時,靠槍枝上的壓縮泵將液體發射藥注入燃燒室後擊發彈頭。其特點是彈藥較輕,有助於減輕武器系統的重量。
多頭彈
多頭子彈,顧名思義就是一發子彈具有兩個或多個相似彈頭,一次發射數個彈頭(一般為3~5個),相當於同時發射了幾發子彈,能顯著提高火力密集度。
空爆式彈
該子彈由美國陸軍研製,特點是可在掩體中的敵兵頭頂上爆炸,噴射致命的金屬碎片,使其無處藏身。子彈內部有電子引信、可跟蹤微光及熱輻射的感測器,可在夜間使用。
增強型彈
美國海軍陸戰隊2010年開始在阿富汗戰場使用,學名為“特種作戰科技彈藥”(SOST),最大特點是採用開尖式設計,並配有一個鉛核,使得彈頭威力更大、射程更遠,號稱“障礙物無效”,也就是說,在穿透玻璃、牆壁等障礙物後,命中精度及殺傷力仍然很高。英軍研發的綽號為“骯髒哈利”也屬於該類型子彈。
彈頭裝配
彈頭裝配是將彈心或其它零件依次裝入彈頭殼,並對彈頭殼尾部加工,使彈頭的外形尺寸和質量達到圖紙要求的過程。裝配質量的高低直接影響槍彈射擊的精度。國內在長期生產56式普通彈的過程中,摸索出一套完整的提高射擊密集度的彈頭裝配方法:
1、對影響射擊精度的重要尺寸嚴格要求,其他尺寸分類管理,根據不同的公差範圍分別裝配成彈頭;
2、依靠模具和合理的加工工藝,保證彈頭的對稱性;
3、彈頭內零件裝配緊密,消除鬆動和間隙。
56式
彈心壓入→尾錐部預壓→底部卷邊→尾錐部成形→過徑→輥溝→尺寸校量→稱量→外觀檢選。主要裝配設備是多工位自動沖床。尾錐部預壓就是將彈心壓入彈頭殼後的圓柱部壓成一定長度的尾錐,為彈底卷邊和尾錐部的成型創造條件,同時防止彈心反彈出打壞工裝設備。為了保證彈頭尾錐與彈頭圓柱部分的同軸度,一般是用沖頭推彈頭頭部使尾部進入收尾錐模進行收尾錐的,彈頭在終壓工序後要掉轉180度才能送入收尾錐的工序,進入尾部卷邊工序時又要掉轉180度。尾錐成型是將卷邊後的彈頭尾錐和彈底窩最終成型,經過這道工序後的彈頭,除了圓柱部分直徑和輥溝外其餘已基本符合圖紙要求。彈頭過徑的目的是為了消除裝配過程中彈頭圓柱部“起箍”的現象,同時使彈頭圓柱部分沿長度方向上尺寸一致,彈頭內部零件結合更緊密。過徑後的彈頭即可送去輥緊口溝,56式普通彈的緊口溝為三角形,現已由單獨的輥溝機改進為輥溝機與彈頭裝配機聯動,過徑完畢的彈頭直接送輥溝機輥溝,出來的即為加工完畢的彈頭。
56式普通彈頭生產和裝配過程。其中A1→A3為鋼心加工過程,B1→B5為鉛套生產過程。A4為鋼心壓入鉛套,C1→C3為用圓鋼下料製造彈頭殼的過程。D1→D2為用復銅鋼板製造彈頭殼的過程,C3→C4為擠盂,D2→C4為沖盂,C4→C8為彈頭殼加工成型過程,A5→A9為彈頭裝配成型過程。
過徑後的彈頭即可送去輥緊口溝。
彈頭加工的最後工序為:滾光→尺寸校量→重量校量→外觀檢選。若是特種彈頭,最後還要進行彈尖著色。滾光是為了除去彈頭表面的油污和氧化膜等,使彈頭表面潔淨光亮,便於檢選和全彈裝配。滾光機一般是由電機帶動的鏇轉木筒,內裝碎紙屑或稻殼等,彈頭在筒內與其一同翻滾摩擦而被拋光。尺寸校量對彈頭長度進行100%檢驗,對直徑、滾口溝直徑及高度、尾錐尺寸等僅做抽檢,這是因為只要工具機和模具調整合適,這些尺寸不易出問題,但彈頭長度由於製造誤差累積偏差可能會比較大,必須100%檢驗。其檢驗是在尺寸校量機上完成的,通過調整校量刀片的尺寸自動把超過允許誤差範圍的彈頭剔出,有時為保證精度還要對檢選出的合格彈頭進行抽檢,手工量取尺寸。重量校量是用稱量機剔除過輕和過重的彈頭,並且對合格彈頭按重量分類送至成彈裝配車間裝配,對於在誤差範圍內的輕重彈頭,可以通過適當增減發射藥來保證槍彈性能基本不變,以避免過多廢品的產生。最後一道工序為外觀檢選,這也是彈頭生產中勞動強度最大的一道工序,因為彈頭的某些弊病如表面線痕、褶皺、銹跡、油污、指印、彈底壓壞、輥溝不全等缺陷無法用工具機來識別,只能靠目視檢選。一般由工廠制定一個標本,超過標本的即不合格。彈頭外觀的檢選一般由外觀檢選機進行,在工具機的進貨漏斗中加滿待檢選的彈頭,彈頭從漏斗中落到絲桿上並被帶動鏇轉,以便觀察彈頭各個部分,發現不合格的手工剔除,合格彈頭被絲桿帶到收集箱裡。在彈頭檢選時操作者必須帶口罩和手套,並及時更換。至此彈頭加工才真正完成,最後的合格彈頭還要再進行全面的質量抽查,由此可看出槍彈生產的複雜性與嚴謹性。
彈殼製造
 彈殼製造
彈殼製造彈殼是槍彈上最重要的零件,它用於盛裝發射藥,並且把彈頭和底火連線在一起,發射時還要承受火藥氣體壓力和槍械自動機的力量。國內製造的56式步槍普通彈彈殼材料分為復銅鋼和深沖優質碳素鋼的兩種,早期則和國外一樣採用黃銅材料。國產56彈殼由黃銅改為復銅鋼和塗漆鋼製造,對於我國這樣一個銅資源缺乏的國度是有戰略意義的,不僅節約成本,同時也避免了戰時進口銅料中斷的潛在風險。國內在加工工藝上也有顯著改進,如鋼彈殼生產過程中可以做到引伸加工中間不退火,一次加工率超過85%,彈殼引伸次數減少70%以上;同時毛坯的改進也明顯提高了材料利用率,對降低成本效果非常明顯。
國內採用的由兩種不同材料生產彈殼的工藝路線如圖12和13所示,圖12採用復銅鋼板,圖13採用深沖優質碳素鋼棒。圖中可以看出前者生產工藝要簡單一些,但是復銅鋼價格相對較貴,且都為板材,利用率比較低,不僅仍需消耗銅,而且很難回收再利用。採用深沖優質碳素鋼棒材料的生產工藝雖複雜,且對模具和工具機的要求比較高,但不用銅,材料廉價且利用率很高,經濟性好,更適合國情。
彈殼生產常用引伸模具可分為A、B、C三大類。
A中1-模套,2-導圈,3-內模,這種引伸模多用於上模;
B中1-模套,2-中套,3-內模;
C中1-模套。2-內模。
B模和C模一般用於下模,引伸模內模一般用硬質合金製造,其餘一般用碳素工具鋼製造。
 彈殼製造
彈殼製造仔細比較可以發現,兩種工藝路線除了加工成鋼盂之前的工序相異外,其餘大多一致。其差別是碳素鋼材料在引伸前要多一道磷化和皂化工藝,這主要是因為其毛坯上沒有象復銅鋼上的銅層那樣的加工潤滑面。國內生產56式復銅鋼彈殼時,一般採用7衝下料沖盂模加工鋼盂,下料和沖盂在一台工具機和一個衝程中完成,且由於是多衝頭,生產率較高。而採用碳素鋼棒料加工鋼孟稍微複雜一些,一般是先用沖床把棒料冷剪成小段圓柱狀毛坯,再將兩端墩平,經過退火和磷化、皂化後,送到封閉模具內,通過擠壓工藝加工成鋼盂。由於其變形量大,加工力和溫度較高,對模具的要求也很高。在彈殼生產中基本上都採用反擠壓法來製造鋼盂,優點是擠壓力小,成型精度好。加工成鋼盂後,兩種生產路線下一步的加工都是引伸,相同的是都要退火一次,但復銅鋼鋼盂引伸後表面不需特殊處理,而碳素鋼鋼盂則需要進行表面磷化、皂化,但也有廠家不經處理直接進行二引。由於國內在彈殼引伸加工中廣泛採用我國特有的多模引伸技術,所以一次的加工變形量大,象56式彈殼只需引伸2次即可達到所需要的高度和壁厚。經過引伸加工的鋼盂口部一般不很平整,且高度比較高,一般要把口部多餘的一部分除去,方法通常有擠口和切口兩種。擠口一般用在大口徑彈殼上,而56式彈殼口部較薄,適用切口法除去口部餘量。切口一般是在切口機上完成的,已經有可以同時切4個零件的切口機,生產效率很高。切完口的彈殼毛坯還要進行打凹和平底,前者初步形成底火室、火台及底火室口部圓角,後者最終形成底火室各個部分的尺寸,並保證一定的精度,同時還要在彈殼底面壓上相應的廠號、年份等標記。由於彈殼底部要有較高強度以承受發射時的各種力量,打凹與平底後該部位一般不再退火。沖傳火孔為單獨工序,一般由專用的沖傳火孔模和沖頭完成,其中沖頭頭部為兩個細小的沖針,以便在火台旁衝出對稱的兩個傳火孔,以提高發火率。接下來將進入收口工序。兩種材料的彈殼收口前都須經過燒口,即對引伸加工過的鋼盂口部進行退火,在收口時可以減小變形力,防止產生裂紋。56式彈殼收口採取“拉口”的方法,收口後要進行表面處理,防止潤滑液使底火室內生鏽。下道工序為齊口和車底,齊口是去除殼口多餘部分,保證彈殼總長,車底是車出拉殼鉤槽,兩者在同一台工具機上完成,分別由齊口刀和車底成形刀車削而成。經過齊口、車底的彈殼其尺寸已滿足圖紙要求,至此彈殼的機械加工全部完成。
下一工序為校量,這也是彈殼生產中重要的一道關口,對彈殼重要尺寸一般要進行100%校量,剔除不合格品,對於可修復的超差品,經返工、檢驗合格後與同批彈殼發往下道工序。56式彈殼採用遞進式校量機校量,可通過機械放大的原理對彈殼長短、底緣直徑、火台深度、底火室直徑、底緣厚薄、口部直徑和全形大小等9個尺寸依次進行校量。合格彈殼還需要一道光電檢孔的工序,目的是剔除沒有傳火孔或傳火孔堵塞的彈殼。對校量合格者,如果是復銅鋼彈殼,還要對彈殼拉殼鉤槽進行磷化和塗漆,如果是鋼彈殼,則在磷化後進行電泳塗漆。完成以後即進入外觀檢選工序,與彈頭檢選操作和方法一致,也是通過檢選機帶動,然後手工檢選。至此彈殼的全部加工方告結束,但還要對彈殼的各個方面尺寸和射擊性能進行全面抽驗,如果發現問題,則需加倍復驗,驗收合格的彈殼才可轉入成彈的裝配。經過這樣複雜的生產過程後,僅僅得到了合格的彈頭和彈殼,下面才能進行全彈的裝配。
冷軋黃銅板下料後的邊角料,其材料利用率較圓棒毛坯低。
成彈裝配
成彈裝配是槍彈生產過程中最後一個環節,也是最終決定槍彈質量好壞的重要工序,特別是其中涉及到火工品和發射藥的裝配,稍有疏忽,就會造成大量的廢品或重大安全事故,因此這一階段的生產需要特別注意質量與安全。槍彈裝配一般是在具有抗爆性能的相互隔離的小房間裡生產的,房間內發射藥和其他火工品不能存放過多,成彈也不能過多積存,要及時運送到下道工序,工具機必須及時擦拭,掃除灑落的發射藥或其他火工品等,以防發生安全事故。國產56式步槍普通彈的裝配過程一般可以分成兩大部分,第一步是裝底火、校量、點膠和內塗口,第二步為裝發射藥、彈頭以及彈頭的緊口等,接下來才是對槍彈的校量、檢驗、密封和檢選。槍彈裝底火一般是在上底火組合工具機上完成的,這種設備可以連續完成裝底火、校量、點膠和內塗口工序。裝底火的深度根據選擇基準不同而有一定區別,有的是用彈殼底緣厚度定位,裝底火的精度取決於彈殼底緣加工的精度,另一種是以底火沖和裝底火模具來定位的,精度取決於沖頭和模具的精度,相比較而言後一種方式精度更高,國產56式普通彈即採取後者。底火裝完以後需要對裝入的深度進行校量,剔除裝入過深或過淺的彈殼,校量的方法包括機械校量和電校量,前者仍是槓桿放大原理,後者則是利用沖頭相對電磁鐵的位移來校量底火裝入深度的。校量完的彈殼在底火與彈殼之間塗布密封漆,稱為“點膠”,目的是使槍彈長期儲存不至於受潮變質。其方式有兩種,一種是在底火表面全部塗漆,另一種只是在底火與底火室接縫處塗漆。前者工藝設備簡單,缺點是浪費漆液,而且有時漆會流至彈殼體部、影響外觀,另外有時脫落的漆膜會堵塞槍械的擊針孔,因此國產彈多使用後一種方式。密封漆一般選用防腐漆、硝基清漆或防腐漆和蟲膠漆的混合物,有時為區分彈種還要將漆染成不同的顏色,如國產56式曳光彈底火部分全塗綠漆,普通彈根據生產廠家不同密封漆的成份和顏色也各不相同。底火點膠後彈殼即被送去內塗口,其目的是保證槍彈的密封性,防止水份從彈頭和彈殼的結合部位滲入使發射藥和底火變質。其方法是在彈殼口部內壁塗上一層特製的具有一定粘性的瀝青漆,寬約2~4毫米,彈頭裝入彈殼時,受到彈頭底部的擠壓,在彈頭底部與彈殼內壁四周形成一個緻密的密封圈。內塗口後一般要將彈殼晾一段時間,以使漆膜表面變硬,不至於粘掛發射藥藥粒,同時又不能完全乾透,否則就不能形成完整的密封圈。經過以上各工序的彈殼,經檢驗合格後送往成彈裝配車間。成彈裝配一般使用槍彈組合裝配工具機,裝配的成彈應當滿足5個條件:1、發射藥性能穩定,沒有雜質,並且能正確地分批使用;2、裝藥量正確;3、拔彈力均勻;4、長度在規定範圍內;5、彈殼和彈體表面不能有因裝配形成的損傷。槍彈裝配前,需要先將合格的彈頭和彈殼裝入工具機的貨盤內,發射藥需要過篩後裝入儲藥罐。槍彈裝配時先裝發射藥,而且對發射藥的裝填量要求很準確,由於實際生產中不可能每發槍彈都精確稱量好發射藥後再裝填,實際工業生產中是根據體積定量法來確定裝藥量的,槍彈裝配工具機上有一個可以調節的滑塊,稱為“藥門”,通過它來增減裝藥體積進而起到調整裝藥量的作用,該裝置加工精度和表面光潔度都很高,生產過程中還需要經常調整與擦拭。一般從火藥生產廠運來的發射藥需要通過試裝射擊實驗,以確定該批藥所需的精確裝藥量,相應地調整工具機上的藥門來保證裝藥量準確。發射藥裝好後還要進行“探藥”,防止有漏裝或少裝發射藥的情況發生。合格後即可送至下一工位裝配彈頭。裝彈頭一般是在槍彈裝配模內由裝彈頭沖完成,有的槍彈為了提高拔彈力還要進行“罩口”,即使彈殼口部卷進彈頭緊口溝內,56式普通彈是在槍彈裝配模內相對於彈殼口部位置的內壁上加工一個向內的斜面,當彈殼進入模內後,其口部會在斜面的作用下被壓入彈頭緊口溝內。由於槍彈採用內塗口後可以提高拔彈力,所以目前槍彈生產製造中有取消彈頭緊口溝和“罩口”工序的趨勢。槍彈裝配完畢以後還要對重量和全形進行校量,稱為稱量和合膛。這道工序一般是在稱量合膛機上完成的,其目的是剔除重量以及全形不符合要求的槍彈。56式普通彈在裝配完成後,必須100%進行稱量和合膛的檢驗,剔除的不合格品要及時銷毀,但對於廢彈上可利用的零件要分類重新利用。檢驗合格的槍彈還要在彈殼的口部再塗一圈密封漆,也叫外塗口,以進一步提高槍彈的密封性能,對復銅鋼殼槍彈來說,也是對彈殼口部外露的鋼質部分起到防鏽作用。外塗口不作為一個單獨的工序,一般與槍彈稱量與合膛機聯合使用,經過稱量與合膛的槍彈被送入外塗口裝置,此時槍彈被帶動輪帶動鏇轉,同時轉動的塗口輪將彈殼口部塗上密封漆,然後下一發槍彈將塗過口的槍彈推到一個鏇轉的絲槓上進行自然乾燥,並送入貨箱。為了提高槍彈表面光潔度,還要經過一個槍彈滾光工序,具體與彈頭和彈殼的滾光類似。至此槍彈的全部加工與裝配工作才完成,然後進行外觀檢選,與前述彈頭、彈殼外觀檢選相同,也是靠人工操作,但檢驗要相對嚴格一些。經過檢選和剔除將生產出的成品彈分成4大類:1、良品,即合格品;2、可修復品,修復後一同發往同批槍彈進行包裝;3、超差品,弊病程度超過樣本允許範圍,但仍可使用,不過一般情況下不得作為戰鬥用彈;4、廢品,一般拆開後回收發射藥和可用的零件如彈頭等,不能利用的則積存到一定量以後銷毀。經過檢選這道最後關口,一顆閃閃發光的全新槍彈才算正式“出爐”。
包裝驗收
 槍彈包裝
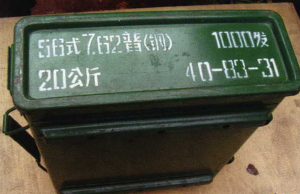
槍彈包裝槍彈包裝是槍彈出廠前的最後一個工序,雖然這與槍彈製造本身沒有太大的關係,但對槍彈長期儲存性能還有運輸、使用的方便性有很大影響,所以絕不能等閒視之。56式槍彈和其它國產軍用槍彈一樣,通常採用鐵皮匣加木箱的包裝方式,每個木箱內裝兩個鐵匣。我國生產的56式普通彈分為帶橋夾的與不帶橋夾的兩種,帶橋夾的是將槍彈裝在10發橋夾上,再以牛皮紙包裝成30發一包,然後裝入鐵匣,每匣550發,每箱1100發,不帶橋夾的是將槍彈每20發或25發分裝成一個紙包,再裝入鐵匣,每鐵匣720發,每箱1440發。包裝槍彈的鐵匣一般用0.5毫米厚的鍍鋅薄鋼板以雙層咬合工藝製成,早期的鐵匣開啟時必需用隨附的“鑰匙”,較為不便,後期鐵匣開啟方法則有多種改進。槍彈包裝木箱用木材和膠合板(早期的全部用木材)以突筍咬合成型,再加鋼釘固定,箱體表面印字,內容包括槍彈型號、名稱、材料、數量、發射藥批次、毛重等等。裝箱後槍彈的包裝工序全部完成。
雖然槍彈的生產和包裝都已完成,但是這並不代表它們就可以立即出廠,在此之前還必須拿到“通行證”,那就是由駐廠軍代表最後對槍彈的所有相關性能進行全面驗收。一般根據批次和數量來確定抽驗的數量,其內容很多,一般包括外觀驗收、尺寸和重量的檢驗、拔彈力、裝藥量、槍彈密封性、塗漆鋼彈殼漆膜完質量檢驗、槍彈震動試驗、槍彈射擊試驗,後者又包括彈頭初速、最大膛壓、槍彈精度、彈頭破裂試驗等,對特種彈頭還要進行穿甲、燃燒、曳光等性能的測定,以及測定彈殼強度、槍械動作靈活性和對包裝質量的檢驗。當這些檢驗全部通過或合格以後,槍彈的整個生產過程才算真正意義上的結束,可以出廠並發往訂貨單位,去完成它們作為槍彈最終的宿命。
殺傷力
理論上,子彈的殺傷力由侵徹力(Penetration)和停止力(Stopping Power)的相互作用決定。
侵徹力(Penetration)
子彈侵徹力又被稱作貫穿力或者穿透力,是指彈頭鑽入或穿透物體的能力。其大小主要決定於彈頭質量、彈頭的截面密度以及命中物體時的速度,通常以穿透一定物體的深度來表示。現代步槍彈的侵徹力一般都比較強,例如北約7.62x51(7.62代表子彈的口徑,51代表彈殼的長度,單位是毫米)子彈可以在100米內貫穿6毫米厚的勻質鋼板。
停止力(Stopping Power)
停止力是指彈頭命中目標後,令目標失去活動能力的效力。停止力越強則令目標失去活動能力所需要的時間越少,停止力越弱則令目標失去活動能力所需要的時間越多。由於人體的結構比較複雜,命中不同部位會產生不同的效果。因此停止力與侵徹力不一樣,無法用一個統一的標準進行衡量。
一般而言以下幾個指標有助於客觀認識停止力的大小:
達能效應
達能效應是指彈頭射入人體後能量釋放到達人體的效果,理論上來說達能效應越高,則彈頭本身能量作用於人體的比例越高,那么停止能力就越好。
瞬時空腔和永久空腔
子彈進入人體後由於衝擊波和自身動能的剪下作用,往往會形成一個大於彈頭體積本身的空腔。由於人體的肌肉是有彈性的,在子彈通過之後肌肉就會收縮恢復,因此子彈通過瞬間所形成的空腔被稱為瞬時空腔,而子彈穿透人體後所形成的創傷空腔則被稱為永久空腔。一般來說瞬時空腔越大則停止力越大,而永久空腔越大則造成的人體傷害越大。空腔試驗是研究彈頭殺傷力的重要試驗依據,在試驗中一般射擊明膠、肥皂、泥膠等與人體肌肉介質接近的物品來判定瞬時空腔的大小,因為此類實驗物本身不具有彈性,射擊後形成的空腔即為瞬時空腔。而要判定永久空腔,則需要使用豬、狗一類活體實驗物進行試驗,可以通過試驗動物的創傷來判定子彈造成永久空腔的大小,以及對肌肉骨骼的傷害程度。
侵徹力和停止力的關係
侵徹力和停止力之間往往相互矛盾,如果侵徹力過強則可能在射中目標後穿透目標身體,並帶走大部分能量,然而過度追求停止力則可能導致侵徹力下降嚴重。所以在設計子彈的時需要平衡兩者的關係。
由此,我們可以繼續論述對子彈的改進辦法。
一枚經過槍管發射的彈頭會被發射藥瞬時爆炸後的能力所推動,向槍管所賦予的方向飛行。而彈殼則會與彈頭分離,留在槍膛內或隨著後坐力被拋殼機構拋出槍膛。因此,如果要增加一枚子彈的殺傷力,一般是在發射藥或者彈頭上進行改進。 發射藥的改進
發射藥的作用是賦予彈頭飛行能量,很明顯,發射藥所爆發的能量越大則子彈的威力就會越大。首先人們可以通過研發蓄能更多的發射藥來提高子彈威力,然而,這是相當困難的,發射藥的配方已經在很長一段時間內都沒有革命性的改進。
此外,增加子彈的裝藥量是最簡單的提升威力手段。除了霰彈槍以外,子彈的規格一般可以用兩個主要參數描述,第一個是口徑,也就是指線膛槍槍管內兩條相對陽線之間的垂直距離。另外一個則是彈殼長度。如果增加裝藥量最簡單的辦法就是增加口徑或者彈殼長度。以7.62彈為例,雖然北約部隊和華約部隊都使用口徑為7.62毫米的子彈,但是北約部隊的7.62彈彈殼長度為51毫米,而華約則為39毫米,因此,北約的7.62x51彈的威力就遠在華約7.62x39彈之上。
然而一味增加彈殼長度或者彈藥口徑並不是好辦法,因為更大的子彈意味著士兵攜帶彈藥量的減少,或者後坐力太大以致無法承受。從上個世紀60年代開始,美國醞釀小口徑武器改革,開始使用5.56x45規格的M193小口徑步槍彈。因此,單純靠增加裝藥量來增加子彈威力是難以滿足現實需求的。
彈頭改進
除了裝藥之外,彈頭的改進也一直是增加子彈殺傷力的重要措施。改進彈頭的成本遠遠低於改進發射藥和增加裝藥量——因為同一種槍械無法在不經修改的情況下發射不同口徑或彈殼長度的子彈,所以一旦更改,就意味著整個軍隊必須更換槍枝及彈藥儲備來配合,這個成本是很大的。事實上,自二戰以來,北約和華約國家統一了各自的彈藥制式之後,只進行過一次彈藥口徑的更改。因此在彈頭上挖掘子彈的潛力,是增加現有彈藥殺傷力的最低成本途徑。
增加彈頭對人體殺傷力的途徑有以下幾種:
增加彈頭的質量
從理論上而言彈頭質量越大,在同等速度下的能量就越高,對人體的停止力也會越高,遠程飛行後的存速也會越好。因此使用重彈頭是增加子彈殺傷力的必須手段。在伊拉克以及阿富汗戰場上,美軍特種部隊就換裝了新的M262 5.56步槍子彈,這種子彈的彈頭重量為77格令(相當於4.98克)比原來使用的ss109彈的4.02克的重量增加了接近24%。對目標的停止力有明顯的提高,經常被用於城市清剿作戰中。
改變彈頭形狀
彈頭的形狀對於殺傷力是有直接影響的,例如要想提高侵徹力就必須提高彈頭的截面密度,簡單而言就是子彈越尖、彈頭使用的材料越硬則侵徹力越強。因此需要長射程並且要求具有一定射穿防彈衣、掩體等物體能力的步槍子彈,都必須是流線型尖頭彈,並且往往通過使用鋼芯等硬質金屬增加彈頭密度以達到更高的侵徹力。而與尖頭彈相反,圓頭彈或者平頭彈的侵徹力比較弱,但是停止力很強,達能效應更好。所以對彈頭的形狀進行改變,在同樣的口徑及裝藥量下,可以改善子彈的殺傷力。
改變彈頭的材質
一般來說使用密度更高、硬度更高的子彈有助於增加子彈的侵徹力,使用軟質材料則可能可以增加子彈的停止力。然而,因為子彈大部分為被甲彈,所以即便是軟質材料可能因為被甲的緣故無法發揮其材料特性。總而言之使用不同的材質製造的子彈,會對子彈的殺傷力造成不同的影響。
彈頭入體爆擴或粉碎
這種設計的子彈純屬為了增加子彈的停止力而產生,如果侵徹力過強,子彈可能穿過人體,有大量的能量並未作用於人體。而若子彈進入人體後爆裂、擴張或者粉碎則可以把子彈所蘊含的動能大部分釋放與人體內,加速被擊中目標的失能。
增加不穩定性
使之進入人體後翻滾和失穩。
此類設計的子彈同樣為了增加子彈的停止力而產生,其原理是通過子彈進入人體的翻滾和失穩,獲得更強的達能效應。所謂子彈翻滾是指子彈運動時彈頭沿前進方向為軸,做螺鏇狀轉動。而失穩則是指子彈進入人體後不再沿原拋物線運動,變得極為不穩定,碰到任何物體都會改變運動方向。翻滾的子彈會造成人體更大的創傷,失穩的子彈則必然造成在體內的行程更長,因為兩點間運動最短線路為直線。而失穩的子彈往往會進行S狀線路的運動,子彈通過人體的途經距離更長,並且可能造成更多的器官、內臟、組織傷害。
特殊彈種
噪音彈
通過爆炸時放出的噪音波,麻痹人的聽覺和中樞神經,造成人在短時間內昏迷。
救命彈
彈內裝鎮靜劑和急救藥物。當戰士受傷或生命垂危,而醫務人員又不能靠近時,就發射這種子彈進行急救,以維持其生命。
滅火彈
只要把它投擲於烈焰之中,即刻爆炸,彈內釋放出大量二氧化碳,大火便迅速熄滅。
竊聽彈
直徑只有1厘米,用槍發射。裡邊裝有超高頻發射器和微電子儀器,可以竊聽方圓數米的談話,覺察各種動靜,用於戰爭或複雜情況下的偵察。
拐彎傳聞
毫無疑問,只要在地球上發射的子彈行進的路線都是拐彎的。因為受到地球引力的影響,任何物體被投擲、發射出去都走一條拋物線,只有仰角不同弧度不 同,但是拋物線的本質卻不會改變。軍隊使用的軍用步槍為了克服拋物線的影響,必須設定不同高度的表尺用以在不同距離下瞄準目標使用。在射擊中還有一個非常 重要的概念就是彈道高,簡單來說就是在什麼距離子彈比槍口高多少。這對於瞄準非常重要,因為雖然子彈是拋物線但是光是直線,你的眼睛到目標的瞄準線是直的,所以在瞄準遠距離目標的時候必須得算準距離,才能知道瞄準線和彈道的重合點在哪裡。
在瞄準中還有一個非常重要的概念是歸零, 所謂歸零就是調整槍械瞄準具,使發射的彈頭在特定的距離時能正確地命中瞄準點。一旦在某一距離歸零完畢,只要按照槍械瞄準具上的刻度簡單調整,也會讓其他 距離下射擊都能夠命中瞄準點。由於每支槍間都有差異,歸零最好在每次射擊前都進行一次。嚴格說來,甚至每一批彈藥間也會有相當大的差異,因此狙擊手拿到一 個新批號的彈藥時,通常會針對該批號的彈藥歸零,然後一直使用該批號彈藥,直到用完為止。簡單來說就是用不同的子彈或者不同的槍枝都可能導致子彈的彈道出 現輕微的變化,例如彈道的弧線可能微有不同,如果是需要遠距離射擊就必須得通過歸零這個動作確定子彈在空中劃出的弧線大約是什麼樣子,才能射中目標。
在《通緝令》,中殺手們普遍使用的武器是手槍,而大部分手槍由於沒有可調整彈道高的表尺,所以在不同的距離瞄準時要選擇高於或低於目標的瞄準點,來調整彈道高度。
有人認為,就理論上而言,如果手腕擺動的速度和子彈的膛口初速接近,則可能影響彈道的運行軌跡,發出類似足球運動中香蕉球一類的弧線球,從而達到電影《通緝令》中的效果。
然而事實上這是不可能的。首先足球的香蕉球之所以能夠形成,並不完全因為運動員的足部運動。而是因為馬格努斯效應。 由於足球是個具有彈性的物體,所以其運動適用流體力學效應,在流體力學中,如果繞軸鏇轉著的圓柱體在作橫向運動時,將承受流體給予的與運動方向相垂直的 力。這種現象被稱為馬格努斯效應。在球類運動中,可以利用馬格努斯效應使球產生橫向漂移。若擊球的合力不通過球心,則球在產生向前運動的同時,還產生鏇轉 運動。由於馬格努斯效應,球在向前運動過程中產生橫向漂移,從而產生香蕉球一類的弧線球。 而 由於子彈是一個堅實不變形的武器,所以馬格努斯效應極小,根本不可能產生像片中那么誇張的弧線。而且片中使用的槍械都為線膛槍,線膛槍本身的彈丸在出膛後 被膛線賦予了鏇轉。鏇轉產生陀螺穩定現象,使子彈在飛行過程中比不會鏇轉的物體更穩定。所以甩手腕也許能讓子彈打不到目標,但是不可能出現類似《通緝令》 里那么誇張的弧線運動,更不可能出現片尾安吉麗娜o茱莉的子彈從原點出發、繞場一周打死所有人之後回到原點的狀況。
對空開槍
有句話說的好,“有升起的時候也必將有回落的一刻。”如果您朝天開槍,子彈最多將能向上飛行1.5公里(取決於發射角和槍枝的性能)。到達最高點之後,子彈就會開始下落。雖然空氣阻力在一定程度限制子彈的飛行速度,但是由於子彈的外形是套用空氣動力學設計的,因此下落的速度還是非常致命的(如果碰巧落到某個人身上)。在鄉村地區,下落子彈擊中人的機率是很低的,因為那裡的人口密度低。而在擁擠的城市,下落子彈擊中人的機率就大大增加了,而且經常會有人死於流彈的傷害。所以多數大城市中都有相關法律禁止人們在慶祝時朝天開槍。
賽車彈
技術統計
| 直線最高時速 219 km/h |
| 0-100km/h加速用時 1.437 S |
| 0-180km/h加速用時 2.675 S |
| 車身尺寸 1.52×0.99×0.49 M |
| 車身重量 1232 KG |
| 最小轉彎半徑 3.71 M |
| 高速轉彎半徑 7.77 M |
| 轉向失控速度 184 km/h |
| 漂移滑動摩擦係數 2.8 |
| 漂移轉向係數 3.1 |
| 小噴動力 8144 N |
| 小噴持續時間 0.58 S |
| N2O噴射動力(單人) 7404 N |
| N2O噴射持續時間(單人) 3.00 S |
| N2O噴射動力(組隊) 8021 N |
| N2O噴射持續時間(組隊) 3.9 S |
| N2O集氣係數 3.5 |
車身設計
子彈因車頭像子彈形狀而得名,創新的流體設計帶來更低風阻及更大風壓,四個噴射口極具特色的分布,規則而張揚,更為加速時提供源源不斷的推背感。
動力系統
子彈採用中部底置發動機,4噴口均勻設計,動力極其強大。車輛靈活度極高,抓地能力較強,車體輕重適中,無論速度還是靈活性方面,子彈都突顯出了其強大優勢,並且在漂移集氣及加速時間方面也有較為明顯的優勢。
