
增塑糊加工
這種糊料可塗在基材上、注入模具內或噴在其他材料表面上,製成品種繁多的塗布製品或模塑製品。用增塑糊作塗料時,常在其中加入溶劑以降低粘度。這種混合糊稱為稀釋增塑糊,所加溶劑在塑化前可蒸發除去。增塑糊中加入氨化膠性陶土、各種金屬皂類或矽膠等膠凝劑,則得漿糊狀的增塑膠凝糊,可用擠塑、壓延和注塑等法加工(見塑膠加工)。組成和配製 增塑糊或稀釋增塑糊的基本成分是聚氯乙烯分散型樹脂,粒度為0.5~2µm。粒度細小,使樹脂的總表面積增大,因而吸收增塑劑量高,糊的粘度高且穩定性較差。對於要求表面平滑光亮和極薄的塗層,粒度較細的聚氯乙烯分散型樹脂能產生良好效果。
為了降低配方成本,增塑糊中常使用摻混樹脂取代10~50%的分散型樹脂。摻混樹脂是各種分子量和粒度的聚氯乙烯均聚或共聚樹脂,粒度為 10~150µm,其吸收增塑劑量小,因而在一定增塑劑含量下,能降低糊的粘度,也能使製品表面粗化,致使表面光澤度較差。粗粒摻混樹脂在低粘度糊中易沉降,因此,經過存放的含摻混樹脂的糊,使用前必須檢查是否沉降。
增塑劑對增塑糊的粘度和塑化性能影響很大,使用品種需根據最終套用要求加以選擇。最常用的增塑劑為鄰苯二甲酸二辛酯。此外,為了增加增塑糊對光和熱的穩定性,需加穩定劑,最常用的為鋇-鎘-鋅液態穩定劑(見塑膠添加劑)。鎘-鋅液態穩定劑適用於低毒性和耐污染的要求,也可使用錫或鉛穩定劑。其他輔助添加劑包括用於降低成本的填充劑,以及著色劑、發泡劑、表面活性劑、離模劑和粘合促進劑等。這些添加劑都必須與樹脂、增塑劑和穩定劑配合,以達到特定的最終使用性能。
製備增塑糊的工藝流程較為簡單,包括計量、混合和脫氣 3個步驟。製成的糊料宜在幾小時至幾天內使用,不可長期存放。保存時,應儘可能不存放於高溫環境中,更不能放在日光下或熱源旁。
加工方法 最主要的有塗布、滾塑、搪塑、蘸塑等。
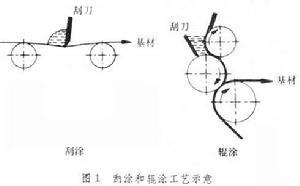
①塗布:又稱塗覆。聚氯乙烯糊可塗施在基材如織物、紙張或金屬上。主要有刮塗法和輥塗法(圖1)。通常,刮塗法用於塗布織物以生產人造革,輥塗法則是製造塗塑鋼板的通用方法。兩種塗布法的工藝相同,即塗施一均勻塗層,隨後通過烘箱加熱凝膠化。在生產中,整個塗布過程可在高速塗布生產線上進行,塗布和凝膠化速度可達2.5m/s。塗布法可生產人造革、地板卷材、塗塑鋼板、塗塑線材、牆紙等。
 增塑糊加工
增塑糊加工 增塑糊加工
增塑糊加工④蘸塑:將一陽模或被塗物體蘸入流態的糊中,然後使粘附在模具外表面上的塗層塑化即得到製品。模具可採用冷模,也可預先加熱;可進行多次蘸塗;製品可從模上剝離,模具可重複使用,可使塗層成為製品的某一功能部分。塗層厚度由被塗物體或模具的溫度和重量、浸蘸時間、糊料凝膠化溫度、粘度和流變特性決定。此法可生產玩具、鞋類、手套和各種工具的塗層。
