開關量邏輯和順序控制是PLC的最基本套用範圍,可用PLC取代傳統繼電控制、順序控制等,如組合工具機的加工過程自動控制一般可由PLC完成。我們在此給出一個組合工具機的控制系統實例,該組合工具機具有多刀同時工作且工作自動循環的功能,控制它的是一個由單片機外加輸入輸出電路所構成的單片機可程式控制器。該系統不但完全可以實現對工具機的開關量邏輯和順序控制,而且具備PLC系統對各種開關量邏輯和順序控制的特性。其硬體結構原理圖見圖1,軟體流程圖見圖2。
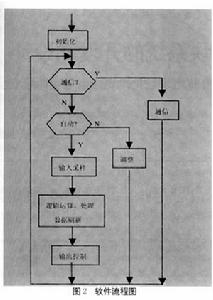 圖2
圖2系統軟體設計採用了PLC的循環掃描工作方式,這種串列工作方式避免了繼電器控制系統中觸點競爭和時序分配的問題。為了配合這種工作方式,系統在記憶體中開闢有I/O映象區,存放現場數據和運算處理結果。每個掃描周期分為輸入採樣、邏輯關係處理和數據刷新、輸出控制三個階段。在輸入採樣階段,順序讀入所有工具機開關量輸入信號(系統各工步的動作主令信號),並將讀入的數據存入記憶體中所對應的輸入映象寄存器,緊接著對輸入輸出映象暫存器數據與狀態進行邏輯運算與處理,並根據結果刷新輸出映象暫存器的內容。在輸出控制階段,將輸出映象暫存器中的狀態以控制信號的形式送到輸出接口電路,去控制外部負載。 鑒於此,根據不同的控制目的,按照PLC的工作方式及控制理念,設計有針對性的小規模經濟型控制系統,具有明顯的實用性。
