
基本簡介
在無氧條件下,污泥中的有機物由厭氧微生物進行降解和穩定的過程。
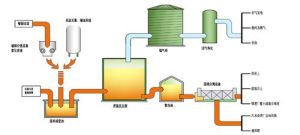
厭氧消化的優點是有機質經消化產生了能源,殘餘物可作肥料。厭氧消化開始用於廢物處理,現在厭氧消化已套用於多個領域,如工業廢水處理、城市垃圾的處理及潛在能源的開發、作燃料與動力、並且已建立了大規模的厭氧消化工廠。
生化階段
 厭氧消化
厭氧消化污水中不溶性大分子有機物,如多糖、澱粉、纖維素、烴類(烷、烯、炔等)水解,主要產物為甲、乙、丙、丁酸、乳酸;緊接著胺基酸、蛋白質、脂肪水解生成氨和胺,多肽等(所以有的書又把水解產酸分為二個階段)。
第Ⅱ階段厭氧發酵產氣階段
第Ⅰ階段產物甲酸、乙酸、甲胺、甲醇等小分子有機物在產甲烷菌的作用下,通過甲烷菌的發酵過程將這些小分子有機物轉化為甲烷。所以在水解酸化階段COD、BOD值變化不很大,僅在產氣階段由於構成COD或BOD的有機物多以CO2和H2的形式逸出,才使廢水中COD、BOD明顯下降。
在酸化階段,發酵細菌將有機物水解轉化為能被甲烷菌直接利用的第1類小分子有機物,如乙酸、甲酸、甲醇和甲胺等;第2類為不能被甲烷菌直接利用的有機物,如丙酸、丁酸、乳酸、乙醇等,不完全厭氧消化或發酵到此結束。如果繼續全厭氧過程,則產氫、產乙酸菌將第2類有機物進一步轉化為氫氣和乙酸。
第Ⅲ階段產甲烷階段
產甲烷細菌把甲酸、乙酸、甲胺、甲醇等基質通過不同途徑轉化為甲烷,其中最主要的基質為乙酸。
條件控制
 厭氧消化
厭氧消化厭氧要求有機物濃度較高,一般大於1000mg/L以上。所以厭氧適於處理高濃度有機廢水和污泥處理。和好氧生物處理一樣,厭氧處理也要求供給全面的營養,但好氧細菌增殖快,有機物有50~60%用於細菌增殖,故對N、P要求高;而厭氧增殖慢,BOD僅有5~10%用於合成菌體,對N、P要求低。
COD∶N∶P=200∶5∶1或C∶N=12~16
(好氧COD∶N∶P=100∶5∶1)
厭氧過程對環境條件要求比較嚴格:
Ⅰ、氧化還原電位(φE)與溫度
氧的溶入和氧化態、氧化劑的存在:Fe3+、Cr2O72-、NO3-、SO42-、PO43-、H+會使體系中電位升高,對厭氧消化不利。
高溫消化——500~600mv,50~55℃
中溫消化——300~380mv,30~38℃
產酸菌對氧還—還電位要求不甚嚴格+100~-100mv
產甲烷菌對氧還—還電位要求嚴格<-350mv
Ⅱ、pH及鹼度
pH主要取決於三個生化階段的平衡狀態,原液本身的pH和發酵系統中產生的CO2分壓(20.3~40.5kpa),正常發酵pH=7.2~7.4,有機負荷太大,水解和酸化過程的生化速率大大超過產氣速率。將導致水解產物有機酸的積累使pH下降,抑制甲烷菌的生理機能,使氣化速率銳減,所以原液pH=6~8,發酵過程有機酸濃度不超過3000mg/L為佳(以乙酸計)。
HCO3-及NH3是形成厭氧處理系統鹼度的主要原因,高的鹼度具有較強的緩衝能力,一般要求鹼度2000mg/L以上,NH3濃度50~200mg/L為佳。
Ⅲ、毒物——凡對厭氧處理過程起抑制和毒害作用的物質都可稱為毒物,無機酸濃度不應使消化液pH<6.8;不應高於1500mg/L,其它陰離子濃度參見P148表9-2。
工藝操作條件
Ⅰ、生物量——大小以污泥濃度表示,一般介於10~30gvss/L之間,為防止反應器中污泥流失,可採用裝入填料介質使細菌附著掛膜,調節水流速度或污泥回流量。
Ⅱ、負荷率——表示消化裝置處理能力的一個參數,負荷率有三種表示方法:
①容積負荷率——反應器單位有效容積在單位時間內接納的有機物量kg/m3·d。
②污泥負荷率——反應器內單位重的污泥在單位時間內接納的有機物量kg/kg·d。
③投配率——每天向單位有效容積投加的材料的體積m3/m3·d。
投配率的倒數為平均停留時間或消化時間,單位為d(天),投配率池可用百分率表示。
負荷率的影響:
①當有機物負荷率很高時,營養充分,代謝產物有機酸產量很大,超過甲烷菌的吸收利用能力,有機酸積累pH下降,是低效不穩定狀態。
②負荷率適中,產酸細菌代謝產物中的有機物(有機酸)基本上能被甲烷菌及時利用,並轉化為沼氣,殘存有機酸量僅為幾百毫克/升。pH=7~7.5,呈弱鹼性,是高效穩定發酵狀態。
③當有機負荷率小,供給養料不足,產酸量偏少,pH>7.5是鹼性發酵狀態,是低效發酵狀態。
Ⅲ、溫度控制——發酵要求較高的溫度,每去除8000mg/L的COD所產沼氣,能使水溫升高10℃,一般工藝設計中溫消化30~35℃。
Ⅳ、pH的控制——當液料pH<6.5或高於8.0,則要調整液料pH。
pH<6.8~7,應減少有機負荷率,
pH<6.5,應停止加料,必要時加入石灰中和。
