
制耳現象
圓形金屬薄板進行沖杯試驗後 ,出現在杯口邊緣的參差不齊的凸凹現象,又稱凸耳。分析板形件的制耳,可以評價板料在板平面內的各向異性。
薄板的生產特點決定了板平面內各方向的性能會有差異,一般表現為強度指標σs、σb,塑性指標δ、φ,成形性指標硬化指數n值、塑性應變比r值等的不同。這種性能不同的現象稱為平面(板面內)各向異性,一般以平面各向異性指數△r度量
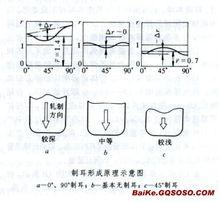
式中r0 r90 r45分別是在與軋向平行、垂直以及成45°方向取拉伸試樣所測定的r值。板料制耳的產生與△r值相關。△r=0表明不同方向的r值基本相同,這時沖杯試驗後不產生制耳。△r>0表明0°和90°方向材料的r值高於45°方向,沖制後的杯形件在0°和90°這兩個方向會產生制耳。△r<0表明45°方向的r值較高,因此在杯形件的45°方向會產生制耳,如圖所示。
 制耳現象
制耳現象標準的制耳試驗,一般是選取拉延百分收縮率為40%時沖制的杯形件,然後測量不同方向的制耳高度,確定最大高度hmax最小高度hmin和平均高度h均,由此計算制耳率(%):
制耳率
=(hmax-hmin)/h均×100
