
簡介
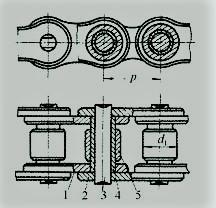
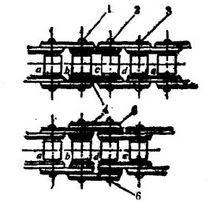
按結構可分為滾子鏈、齒形鏈等類型,其中滾子鏈套用最廣。滾子鏈的結構如圖所示,是由內鏈板1、外鏈板2、銷軸3、套筒4和滾子5所組成.其中內鏈板與套筒、外鏈板和銷軸之間分別用過盈配合固連,稱為內、外鏈節;滾子與套筒、套筒與銷軸之問是間隙配合。當內、外鏈板相對撓曲時,套筒可繞銷軸自由轉動。滾子是活套在套筒上的,工作時,滾子沿鏈輪齒廓滾動.可減輕輪齒的磨損。鏈的主要磨損發生在銷軸和套筒的接觸面上,因此,在內、外鏈板間應留有少許的間隙,以便潤滑油滲入摩擦面間。鏈板一般製成“8”字形,以使它的各個橫截而具有接近相等的抗拉強度,亦減少了鏈的質量和運動時的慣性力。
 滾子鏈結構
滾子鏈結構鏈條的各零件由碳素鋼或合金鋼製成,並經熱處理,以提高強度、耐磨性和抗衝擊能力。滾子鏈可製成單排鏈和多排鏈,當傳遞大功率時,可採用雙排鏈或多排鏈。多排鏈的承載能力和排數成正比.但由於精度的影響,並排鏈承受的載荷不易均勻,故排數不宜過多。
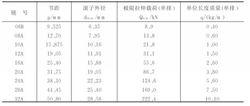
滾子鏈已經標準化,我國鏈條標準GB 1.243.1-83將它分為A、B兩系列,常用的是A系列,其主要參數見下表,表中鏈號和相應的國際鏈號一致,其節距值就是鏈號數乘以25.4/16mm。滾子鏈的基本參數有節距p、滾子外徑d等,其中節距p是滾子鏈的主要參數。節距越大,鏈條各零件的尺寸越大,所能傳遞的功率也越大。
鏈條的長度以鏈節數L表示,鏈節數最好是偶數,以便於鏈條接頭時內、外鏈板的相接,接頭處可採用開口銷或彈簧鎖片。若鏈節為奇數,則接頭處需利用過渡鏈節,在鏈條受載時,過渡鏈節不僅承受拉力,還要承受附加的彎曲載荷,應儘量避免。
滾子鏈的標記為:鏈號——排數×鏈節數 標準代號。
 滾子鏈的規格和主要參數
滾子鏈的規格和主要參數傳動鏈條的修理
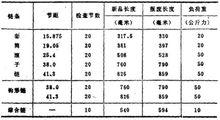
農業機械的傳動鏈條有三種結構。套筒滾子鏈、鉤形鏈和綜合鏈。它們大多數都是在外面裸露並遭受灰塵侵襲的情況下工作,所以它和它們的配合副一鏈輪磨損都比較嚴重。鏈條發生磨損將使節距變大,如果磨損後的鏈節節距增大到鏈節與鏈輪齒頂接觸時,就會發生咬鏈、卡死或脫落現象,鏈條不能繼續正常工作,這時鏈條必須修理或更換。檢查鏈條磨損後的伸長情況可以在自製的工作檯上進行。檢查時必須作一專用活動卡尺,將被測量的鏈條放在水平位置,並加以一定的負荷。具體檢查數據按下表規定。
 鏈條檢查數據
鏈條檢查數據套筒滾子鏈的修理
1.伸長鏈條去半節修復
一般鏈條傳動都有張緊裝置,也有些農業機械無此結構,由於鏈條伸長後,傳動產生跳動、敲擊,將無法正常工作。如果鏈條磨損並未超限,這時可以去掉一組鏈節調到合適的緊度工作,但在實際中會出現這種情況;不去一組鏈節過長,去掉一組鏈節又過短。修理時可以改裝去掉半組鏈節。
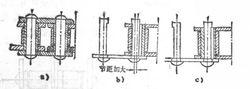
單列套筒滾子鏈進行改裝時,先衝下兩個圓柱銷釘,去掉一個滾柱、套管和兩個內鏈片,將留下的兩個外鏈片扳成圖b的形狀,然後再將相鄰兩個外鏈片對應處銼出弧形(圖a),以免裝配後互相摩擦。為便於安裝,改裝處的滾柱和軸套可適當銼短一點,然後按圖c裝配。
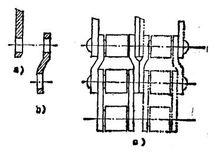 鏈條去半節修復示意圖
鏈條去半節修復示意圖雙列套筒滾子鏈也可用類似上面的改裝方法修復。
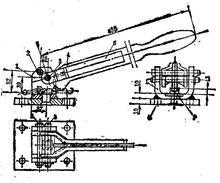
另外一種改裝方法是在結構允許時加長銷軸(如下圖)。首先把鏈條銷子1、2、3去掉,使鏈條分離,然後將聯結滾子b、c的兩內鏈片取下,改制成四個圓墊,兩個留在滾子b原處,另外兩個放在滾子d的外鏈片位置。去掉滾子c,用兩個長銷子鉚接後即可使用。
 鏈條去半節修復示意圖
鏈條去半節修復示意圖圖中:1,2,3一銷子;4一內鏈片;5一外鏈片;6--長銷子
2.磨損超限鏈條的修理
鏈條磨損後節距增大,這主要是銷子和套簡單邊磨損的結果。
根據設備條件可採用分解或不分解修理。
①分解修理
遵照調整換位法修理原理,將單邊磨損的銷子和套筒都調轉180°位置,這樣將會重新恢復正常的節距(下圖c)。為此將磨損超限的鏈條全部分解,淘汰掉損壞的零件,把能用的零件按上述方法重新組裝。這樣可以繼續使用的零件約有80%。
 套筒滾子鏈磨損與調整換位
套筒滾子鏈磨損與調整換位套筒滾子鏈分解時應利用簡單的專用設備。兩根槽鋼的長度為500毫米,緊固螺桿頭被焊在槽鋼的一側,根據鏈條的不同節距搖動帶螺紋的手柄,可以調整槽鋼的間距,使鏈片支撐在槽鋼上,螺桿中的彈簧作用力始終推壓開槽鋼,確保槽鋼的開度。
 套筒滾子鏈的分解設備
套筒滾子鏈的分解設備鏈條裝入設備後,首先用沖子輪流打出叉臂小軸,然後再用沖模打下內鏈片和套筒。
鏈條分解後仔細清洗鑑定,挑選可用零件進行組裝。組裝時藉助予虎鉗夾住銷軸,將鏈片扭轉180°,在內鏈片中安裝的套筒同樣也扭轉了180°,使套筒的磨損面在內側相對。為了避免內鏈片與套筒配合鬆動,利用沖子將配合處沖緊,最後將銷軸鉚接外鏈片。
②不分解修理
這是一種比較簡便的修理方法,它不用分解鏈條,只是把外鏈片節距縮短,使整個鏈條節距恢復正常狀態。
修理時,把鏈條放在夾具上,然後用高頻電流加熱外鏈片的中間部分,使之達到塑性狀態,這時再將外鏈片擠壓鐓粗恢復到要求節距。為了保證加工節距一致,在滾子之間放有定位器。
修理後的鏈條鏈節鉸鏈部分套用手能自由轉動,滾子在套筒中可以自由鏇轉。然後安裝在試驗台上,以350~400轉/分鐘,試運轉20分鐘,檢查運轉情況,排除發現的問題。修好的鏈條應放在80~90℃的廢機油中浸泡15-~20分鐘,使鏈節的內摩擦面得到良好的潤滑。溫度低、時間短機油是不
容易滲到裡面去的,如果在浸潤時甩高頻振盪器以1000~2000次/分鐘的頻率振動鏈條,浸潤效果將更好,時間可縮短到只用2~3分鐘。浸油後的鏈條要掛起來,滴淨機油後再使用或保存。
鉤形鏈的修理
農業機械中常用的鉤形鏈有節距30、38、41.3毫米三種,大部都是用可鍛鑄鐵鑄造的,也有少數用30號鋼板衝壓。
鑄造鉤形鏈長期使用後,鏈節產生如下缺陷後報廢:①鏈節出現變形、裂紋,②鉤頭或框架折斷,③鉤頭厚度磨損後小於3.5毫米,鏈節的橫邊內面磨損後小於4.5毫米.
檢查鏈節橫邊內面的磨損情況使用自製的樣板。例如對節距30和38毫米的鏈節,樣板用4.5毫米和5.5毫米兩個缺口,把被檢查的鏈節分成三組:磨損超限的鏈節能通過4.5毫米缺口,應挑出報廢,磨損較輕的鏈節不能通過5.5毫米的缺口,這類鏈節可以繼續正常使用,能通過5.5毫米缺口,但不能通過4.5毫米缺口的鏈節,說明已經磨損到一定程度,強度已減弱,將來只能用於較輕負荷的傳動使用。
 檢查鉤形鏈的樣板
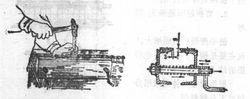
檢查鉤形鏈的樣板為了減少磨損後鉤頭的開口寬度,對於上述兩種分組裝配的鏈節,要利用鉤形鏈節的加壓裝置(如下圖)進行加壓修理。加壓時,將鏈節按順序放在帶坡口的方形芯軸上,用手按壓手桿4,使鏈鉤彎曲、縮小開口。加壓後的鏈節不能再拆卸,所以組裝時要插入幾節不用加壓的新鏈節,以便使用中拆裝方便。經過壓修後還要仔細檢查,有斷裂的鏈節應淘汰。
銅製的鉤形鏈變形後也可以矯正,出現裂紋時,可用焊接法修復,但鉤頭處出現裂紋或停長缺陷時,應作報廢處理。
修後的鉤形鏈應在每分鐘300轉的轉速下試運轉20分鐘,檢查修復鏈節質量。
 鉤形鏈節的加壓裝置
鉤形鏈節的加壓裝置綜合鏈的修理
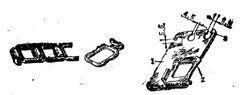
綜合鏈由鑄造的框形鏈節和鋼製的衝壓鏈節組成,常用於平板升運器和刮板輸送器中。在長期使用後,鏈節連線處的框架和鏈板將產生磨損、鋼製衝壓鏈伸長變形,使鏈條節距增大,以致超限。
長度超限後的綜合鏈要分解成單件進行檢查。如果鑄造鏈節軸頸小於4毫米、鋼製鏈節工作部分厚度小於2毫米時,應予淘汰。餘下的鏈節可以重新組裝,此時鑄造的框形鏈節可以轉過90°使用,使鏈條節距縮短並延長使用壽命。組裝是在簡單的加壓裝置下進行,加壓後的鏈條各鉸鏈部分應轉動靈活,衝壓鏈節的彎折處沒有斷裂。修復後的綜合鏈按鉤形鏈規範進行試運轉。修後的鏈條由於鏈節強度已減弱,所以這種鏈條只能在負荷較輕的機械上使用。
傳動鏈條的潤滑
鏈條(無聲鏈、滾子鏈或單環鏈)不論用在何處,都要潤滑。傳動鏈條要求潤滑油有較好的油性和滲透能力,能牢固地吸附在鏈條內外表面,能滲入鏈環各個摩擦環節,不致被鏈條的離心力作用而甩掉,或被擠壓出摩擦面。一般低速鏈條,可採用30號機械油。重型設備用的低速鏈條也可用開式齒輪油或潤滑脂。
