
捲菸工藝
正文
將菸葉製成捲菸的工藝,包括制絲和煙支卷制、接裝、包裝兩大工序。為降低捲菸中的焦油量,膨脹菸絲、打孔稀釋等新技術在捲菸工藝中得到廣泛套用。捲菸工藝依據所設計的捲菸類型(烤菸型、混合型、香料型)的不同而異。由於烤菸占菸葉總產量的50%以上,烤菸型捲菸工藝最為常見(圖1)。若在切絲前增設加工處理的工序,則成為混合型捲菸工藝。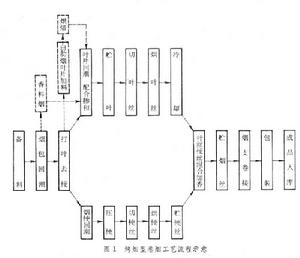 捲菸工藝
捲菸工藝制絲 將菸葉製成符合產品煙香味質量標準、適合煙支卷制工藝要求的菸絲的加工過程。其任務是以低的菸葉損耗和能源消耗,製造出填充值高的合格菸絲。制絲過程主要有菸葉配混、變形加工(去梗和切絲)、加潮和乾燥、加料加香。
菸葉配混 按配方將各種菸葉原料準確配入並均勻混合,使制出的菸絲,在任意一小份內各種菸葉的組成,都符合產品葉組的配方,菸絲長短均勻一致。通常,菸葉是在配葉台上或配葉櫃內配混,菸草薄片是在配葉櫃內配入,梗絲和回收菸絲是在烘絲前或菸絲冷卻加香前配入。電子皮帶秤和定量餵料裝置是實現物料準確配混的有效手段。菸葉原料的均勻混合是在制絲加工全過程中多次完成的。
變形加工 包括去梗和切絲。
①去梗。將菸葉從煙梗上撕下並將兩者分離。去梗方法普遍採用打葉去梗(見菸葉復烤)。打葉去梗又有切尖打葉與全打葉之分,中國多採用前者。所用設備有臥式打葉機和立式打葉機兩種(見捲菸機械)。去梗工藝質量要求是葉中含梗率不超過3%,梗中含葉率不超過1%,大於12.5mm的葉片在80%以上(其中大於25mm的在50%以上),小於3mm的碎片不超過3%,煙梗中長度短於40mm的不超過30%。為了保證產品質量,要求進料量均勻,菸葉的含水率和溫度符合標準,及時調整框欄的風分系統等。
②切絲。將葉片和煙梗製成一定寬度的細絲。通常要求葉絲寬0.6~1.0mm,梗絲寬 0.15~0.3mm。切絲設備普遍採用滾刀式或鏇轉式切絲機(見捲菸機械)。煙梗在切絲前必須先經回潮和壓梗,製成一定厚度(0.7~1.2mm)不破碎的梗片。壓梗加工的質量取決於煙梗的回透程度和溫度。
加潮和乾燥 加潮是將水均勻地施加到菸葉上並使之充分吸收,從而提高菸葉含水率和溫度,改善菸葉的耐加工性能,減少煙片在以後加工中的損耗。加潮的方法和設備視菸葉狀態與具體工藝指標而異。①煙包多採用真空加潮處理,加潮後菸葉含水率提高2~4%,溫度不超過70℃,也有的採用室式加潮方式。②打葉去梗前的散葉多採用滾筒式加潮機處理,加潮後菸葉含水率17~20%,溫度47~58℃。③切絲前葉片採用滾筒式加潮機處理,加潮後葉片含水率17~21%,溫度35~45℃。④煙梗採用螺鏇式、振動隧道式或室式加潮機處理,加潮後煙梗含水率25~28%,溫度75~95℃。
乾燥是使菸葉或菸絲降低水分並改變其物理狀態,以滿足下一工序的工藝要求。白肋菸葉加料後的高溫乾燥,是使菸葉和物料發生有益的變化,改進其煙香味和色澤,多採用網帶式乾燥機。菸絲乾燥需將含水率降低到符合煙支卷制的工藝要求(供吸絲式捲菸機用的為11~12.5%,供落絲式捲菸機用的為13~15%),並使菸絲鬆散,提高其填充能力,多採用滾筒式或流化床乾燥機。菸絲烘乾後隨即進行冷卻。
加料加香 將改進捲菸香味品質和某些物理特性的添加劑,準確、均勻地添加到菸葉和菸絲上,並使其充分吸收。加料是為改進煙味和提高菸葉的耐加工性能和某些物理特性而加入保潤劑、助燃劑、防霉劑、吸附劑等。料液多以水為溶劑,常與菸葉加潮同時完成。加香是為改進香氣和香味而加入香料香精,多以乙醇為稀釋劑。加料和加香之後都要經過一定時間的貯存,以便料液和香精能被菸葉、菸絲充分吸收(見煙用添加劑)。
卷制、接裝和包裝 濾嘴煙支的製造可分別在捲菸機和濾嘴裝接機上單獨完成,現在一般是在連線的機組上同時完成。捲菸機有吸絲式和落絲式兩大類。吸絲式是將合格的菸絲直接卷製成煙支,不必經過煙支烘乾,且菸絲消耗低,煙支質量好。濾嘴裝接機有搓板式和夾鉗式兩大類,搓板式裝接的煙支質量好,合格率高。捲菸機和裝接機的速度有低速(1200支/分以下)、中速(2000~2500支/分)和高速(4000支/分以上)。不同類別與速度的卷制裝接設備,對菸絲、捲菸紙、包頭紙、濾棒和膠粘劑等的要求不同。車速越高,要求越高。
包裝包括包小盒、包條盒和裝箱。煙支含水率高出規定要求的,必須先經烘焙。卷制出的煙支如含水率符合規定要求(11.5~12.5%),可直接送去包裝。卷制設備與包裝設備之間也可通過帶貯存庫的煙支傳送裝置(如奧斯卡高架螺鏇式輸送器等)連線起來。包裝尤其是小盒的類型、規格繁多,都有專用的包裝機完成。不同的包裝機,對包裝材料的材質與規格都有特定的要求。
低焦油技術 降低煙氣中焦油含量的途徑有:①減少煙支的燃吸口數,如提高捲菸紙的自然透氣度以加快煙支靜燃速度,縮短煙支長度等。②減少每口煙氣中的焦油量,如裝接過濾嘴,通氣稀釋等。此外如用膨化技術增大菸絲和梗絲體積,摻用菸草薄片以減少菸絲用量等,既能增進靜燃速度,又同時減少每口的焦油量。低焦油的具體標準,各國均有規定。中國規定15mg/支以下的為低焦油捲菸。生產中,必須同時採用幾種技術措施,才能有效、穩定地把焦油量降低到低焦油水平。
通氣稀釋 對濾嘴煙支的濾嘴頭中部周圍打一排或幾排孔眼(孔眼可在紙上預打或捲成煙支後打),使燃吸菸支時從這些孔眼引入一定比例的空氣,以稀釋主流煙氣和改變煙支的燃吸過程。通氣稀釋率由孔眼數、孔徑和孔眼在濾嘴上的位置決定,視產品設計要求而定。打孔的方法有機械式、電火花式和雷射式。雷射打孔的原理是雷射電源供給雷射管一定能量後,雷射器發出一定功率的脈衝光,經過光路系統直接聚集到包頭紙上,包頭紙以一定速度通過光的焦點,便在包頭紙上局部燒穿成連續的孔眼。使用打孔包頭紙裝接濾嘴煙支時,必須採用高透氣度濾棒成型紙包卷的濾棒或無包紙濾棒,並在包頭紙的孔帶區不塗抹膠水。
膨化技術 使菸草發生體積膨脹的方法。膨化處理的基本原理是將液態的或氣態的介質滲入菸草,然後使這些介質的體積快速增大,從而使菸草細胞相應脹大。使介質在菸草細胞內膨脹,多數採用快速加熱的方法,或者用加壓的方法使介質滲入菸草細胞後突然降壓。工業上套用膨化技術,多用於處理菸絲或梗絲,經處理後有較高的填充能力,可以減少捲菸的菸絲用量,捲成的煙支焦油和菸鹼含量相對地要低些,燃燒速度高些。膨化菸絲在捲菸中的用量一般在10%左右。代表性的膨化方法有G13法、乾冰膨脹法、壓氮法和高濕快乾法等。
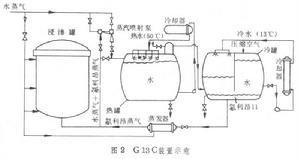
① G 13法。採用的介質為三氯一氟甲烷(氟利昂11)。工藝包括浸滲、加熱膨化和介質回收三個主要部分。菸絲先經介質蒸氣浸滲,然後加熱,使菸絲快速釋出吸收的介質,同時發生體積膨脹。實際套用的有G13和G13C兩種系統。G13為連續浸滲系統,適用於產量較大的場合;G13C(圖2)是經簡化的間歇式工作系統,適用於產量較小的場合,其浸滲和加熱膨化操作在同一容器內按時序進行。介質回收裝置是本方法裝置中的重要組成部分。在G13C中回收裝置由熱罐、冷罐和冷卻器等組成。浸滲後的菸絲用水蒸氣加熱膨化,水蒸氣和介質蒸氣的混合物從浸滲罐中抽出,送入熱罐,噴淋熱水,使水蒸氣凝結。剩餘的介質蒸氣在冷罐中被冷水噴淋,凝結成液態。氟利昂11不溶於水,積存於罐底。需用時往冷罐內送入壓縮空氣,介質經蒸發器汽化後送入浸滲罐。G13膨化法菸絲膨脹率在50~85%,每kg菸絲的介質耗用量為0.02~0.05kg。
 捲菸工藝
捲菸工藝③ 壓氮法。以液氮為膨脹介質。膨脹處理裝置由浸滲罐、加熱乾燥系統、集氣罐和加壓站等組成。菸絲在浸滲罐內用氮氣(壓力10~100MPa)浸滲,然後在加熱系統迅速加熱膨脹。膨脹率可以達到 50~100%。為了重複利用高壓氮氣,浸滲罐由多個罐循環工作。當一個浸滲過程結束後,工作罐中的高壓氮依次灌入其餘各罐中,最後剩餘的氮氣進入集氣罐,經加壓站壓送到下一工作罐,使之達到工作壓力。
④ 高濕快乾法。用水作膨化介質。主要優點是介質不必回收,裝置比較簡單,但因要經高濕處理,主要用於處理梗絲。使切後的潮濕梗絲進一步增加水分,同時加熱,然後快速乾燥,使體積增大。有多種實用裝置,採用不同的工藝參數。乾燥前水分要求達到32~48%。加潮裝置有振動隧道式和滾筒式。乾燥溫度從一般烘絲溫度到約300℃,用滾筒式乾燥機、流化床或氣流乾燥裝置。膨脹率與工藝條件有關,為20~100%。
