
基本信息
 順水條
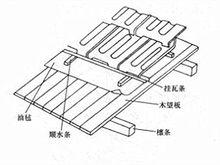
順水條順水條(counter batten)又稱壓氈條。指的是平瓦屋面中,沿屋面坡度方向釘在油氈上的木條(如右圖所示)。常用斷面為6mm × 24mm或9mm × 36mm的板條,間距500 mm。其上架釘掛瓦條。具有固定油氈架空掛瓦條的作用,保證部分漏入瓦下的少量雨水通過掛瓦條與油氈間的空隙順和流下,至檐口排出。
順水條的材質一般是防腐木條,尺寸為30 × 50mm。
順水條施工時可以用鋼釘固定在保護層上,也可以量好間距,臥埋在防護層里。
特點
(1)屋面順水條應垂直於屋脊釘在油氈上,一般間距為400~500 mm,在油氈接頭處應增加一根順水條予以壓實,釘子應釘在板上。
(2)掛瓦條應根據瓦的長度及屋面坡度進行分檔,再彈線。屋脊處不許留半塊瓦,檐口的三角木,應釘在順水條上面。
(3)檐口第一根瓦條應較其他高出一片瓦的厚度,第一排瓦應探出檐口50~60 mm。
(4)掛瓦條須用50 mm長的釘子釘在順水條上,不能直接釘在油氈上。如趕不上順水條檔棱時,在接頭處加順水條一根,接頭須鋸齊。斜溝、斜脊的瓦條彈出線後,再釘兩邊的邊口。
掛瓦條要求釘得整齊,間距符合要求,同一行掛瓦條的上口要成直線。
施工技術
施工難點及難點分析
關鍵技術為可調支座的設計,設計可調埋板,滿足順水條水平方向可調,通過設計可調支托,滿足順水條垂直方向可調。在埋板和支托上開可調螺栓孔,實現順水條的可調節。
技術難點為可調支座的外形設計以及可調原理。
本技術採用技術革新,將傳統木質順水條、掛瓦條改為防腐 性更高的不鏽鋼材質的方管。在技術革新的基礎上,加入小發明,將順水條通過加設可調埋板和可調支托實現了順水條水平、垂直可調。
方案設計
施工方案確定:把埋板、順水條均設計為可調式,通過調節埋板位置、順水條高度,達到最佳的施工效果。可調埋板用膨脹螺絲固定在樓板上,通過可調式螺栓孔實現可調,可調順水條可調原理為在支托的可調螺栓孔穿螺栓,順水條置於螺栓上部,通過調節螺栓高度實現順水條垂直方向可調節。
工藝流程
基層清理→屋面放線→埋板定位、安裝→埋板位置校核→埋 板放線→可調支托焊接→順水條安裝→順水條標高控制→掛瓦條焊接→順水條標高二次調節→焊縫防腐處理→掛瓦。
操作要點
(1)可調埋板的安裝
根據設計的順水條跨度,在屋面上彈線。在核定位置進行埋板安裝施工,埋板設計尺寸為230 mm ×160 mm × 8 mm,埋板設計為可調式,上有4 個可調式螺栓孔,埋板間距為1 m。安裝前在埋板上彈出水平、垂直方向的平分線,安裝時保持平分線與屋面彈出墨線重合,可調式螺栓孔可調方向垂直於順水條,使順水條水平方向可調節,調節幅度80 mm,保證順水條的順直。
(2)可調支托的安裝
埋板就位後,在預埋板上焊接可調支托,可調支托採用 70 mm 寬的不等邊角鋼,角鋼尺寸為 L120 mm × 60 mm × 8 mm,可調高度為70 mm。焊接支托前,首先在埋板上彈出水平、垂直方向的平分線,由於順水條採用的是80 mm × 40 mm 的方管,所以兩支托的淨距為40 mm,還需彈出垂直平分線左右各平移20 mm 的控 制線,支托在控制線處相對於水平平分線對稱焊接在錨板上。由於錨板能滿足水平微調,所以可調支托直接焊接在錨板上,焊接採用三面圍焊。可調支托上設雙排垂直可調螺栓孔。
(3)順水條的安裝
順水條首次安裝高度為上水平面高出可調支托頂面1 cm 左 右,順水條下側用 Φ12 的螺桿固定,螺桿兩側均加墊片。通過計算得出滿足屋面坡度要求的上、中、下可調順水條在支座處的頂 面標高。標高就位後,擰緊螺栓固定順水條。順水條對接處採用焊接,接口處加設反向支撐,保證順水條上表面順直。在支座與 支座之間設定反向支撐,減小順水條的撓度,反向支撐採用方管直接焊接在順水條上面。
(4)防腐處理
掛瓦條直接焊接在順水條上,所有的焊縫在焊渣清理乾淨後由專業人員檢查,檢查合格後塗刷防鏽漆 2 遍。
質量控制措施
(1)施工現場相關人員要做到持證上崗。
(2)工程開工之前,項目管理部制定分階段的工程質量管理目標。成立了 QC 質量控制活動小組,將責任目標逐級分解到項目部成員、各級管理人員直至作業班組,並簽訂多級責任狀,做到措施落實,責任到人,與經濟掛鈎,做到目標落實,獎罰嚴明。
(3)凡運到施工現場的原材料、半成品或構配件進場前應向項目監理機構報審,同時附有產品出 廠合格證及技術說明書,按照規定要求所做的檢驗或試驗報告。 經監理工程師審查並確認其合格後,方準進場。凡沒有出廠合格證明及檢驗不合格者,不得進場。
(4)施工前,項目部要組織有關人員編制施工組織設計及專項方案,詳細制定各工序的施工工藝。施工組織設計及專項方案要有針對性、可操作性、先進性,質量管理及技術管理體系要健全且切實可行。每一工序實施前均要進行技術交底。為了保證作業過程質量,要設定質量控制點。 是否設定為質量控制點,要視重點控制對象、關鍵部位或薄弱環節對質量特性影響的大小、危害程度以及其質量保證的難度大小而定。
(5)在一個項目管理過程中,過程控制是實現工程質量目標的關鍵所在。施工過程中要嚴格執行國家有關施工質量驗收規範、技術規程及該項目的設計圖紙。
(6)作業活動結束後作業人員按規定進行自檢,自檢合格後與下一工序的作業人員交接檢查, 如滿足要求則由專職質檢員進行檢查。
(7)認真貫徹國家及企業標準,確保每道工序處於受控狀態。施工過程中要有質量記錄,以確保有可追溯性。
(8)項目部要定期組織召開質量的動態分析會議,以便發現問題並對其及時糾正。
(9)組織事業心強,經驗豐富的施工人員,建立管理型的 QC 小組。圍繞工程的各項質量目標,結合工程質量的實際情況,確定質量控制點,然後再按照控制點組成各種形式的質量管理小組,開展 PDCA 循環,從而達到提高質量管理水平的目的。
(10)施工資料應該包括以下內容: C0 工程管理與驗收資料、C1 施工管理資料、C2 施工技術資料、C3 質量控制資料、C4 施工質量驗收資料、C5 工程安全和主要功能核檢資料等。
施工資料的管理部門應配備工程技術人員,經培訓考試合格後,方可從事施工資料的編制、收集整理和歸檔工作。
施工資料必須做到與工程同步,施工資料的內容必須真實、準確,與工程實際相符合。
