
相關圖書一
基本信息
ISBN: 7-111-17246-9
開本: 16開
定價: 27.00元
本書有電子課件
內容簡介
本書是根據教育部有關精神,針對高職高專教育特點,由中國機械工業教育協會和機械工業出版社組織全國80多所院校編寫的21世紀高職高專規劃教材之一。全書共分9章,分別介紹了工具機的基本知識,車床,銑床,磨床,齒輪加工工具機,鑽床、鏜床、刨床、插床、拉床,數控工具機,特種加工工具機,工具機的安裝、調試及維護等。本書每章後附有複習思考題,供教學與自學參考。 本書內容豐富,取材新穎,重點突出,重視知識的套用及實踐技能的培養,可作為2年制和3年制高等職業技術教育及職大、開放性教育的教材,也可供有關工程技術人員參考。
章節目錄
前言
第1章工具機的基本知識
1.1工具機的分類及型號
1.2工具機的運動及實現運動的組 成部分
1.3工具機的傳動系統及運動計算
複習思考題
2.1概述
2.2CA6140型臥式車床的傳動 系統
2.3CA6140型臥式車床的主要 部件結構
複習思考題
3.1概述
3.2X6132A型萬能臥式升降台 銑床的傳動系統
3.3X6132A型萬能臥式升降台 銑床的主要部件結構
3.4萬能分度頭及其使用
複習思考題
4.1概述
4.2M1432A型萬能外圓磨床的 傳動系統
4.3M1432A型萬能外圓磨床的 主要部件結構
複習思考題
5.1概述
5.2Y3150E型滾齒機
5.3插齒機
複習思考題
第6章其他工具機
6.1鑽床
6.2鏜床
6.3刨床、插床和拉床
複習思考題
第7章數控工具機
7.1數控工具機的基本知識
7.2數控車床
7.3數控銑床
7.4力口工中心
複習思考題
8.1概述
8.2電火花加工的原理、特點和 套用
8.3電火花成形加工工具機
8.4電火花線切割加工工具機
8.5其他特種加工設備
複習思考題
第9章工具機的安裝、調試及維護
9.1工具機的選用
9.2工具機的安裝
9.3工具機的調試和驗收
9.4工具機的維修與保養
複習思考題附錄
附錄A金屬切削工具機類、組、 型劃分表
附錄B工具機常用傳動元件標準 符號
參考文獻
概論圖書
| 金屬切削工具機概論 | | | |
| 書號: | 04051 | ISBN: | 7-111-04051-1 |
| 作者: | 賈亞洲 吉林工大 主編 | 印次: | 1-21 |
| 責編: | 王世剛 | 開本: | 16 |
| 字數: | | 定價: | ¥19.00 |
| 所屬叢書: | | | |
| 裝訂: | 平 | 出版日期: | 2010-07-21 |
內容簡介
本書為機制專業教學指導委員會推薦教材,是根據現代工具機的新產品和工具機技術的新發展以及新的教學大綱,在吳聖莊主編《金屬切削工具機概論》一書的基礎上編寫的。此書更新了原教材中的陳舊內容,調整了教材的體系,壓縮了篇幅,力求教材具有先進性和實用性。全書以工具機的運動分析為主線,並突出了現代計算機數控(CNC)工具機在本書 中的地位。本書反映了我國工具機技術發展的現狀和動向。
主要內容有:緒論、工具機運動分析、車床、磨床、齒輪加工工具機、數控工具機、其它工具機。
床傳動基礎
| 金屬切削工具機 | | | |
| 書號: | 04147 | ISBN: | 7-111-04147-X |
| 作者: | 戴曙 大連理工 主編 | 印次: | 1-18 |
| 責編: | 趙愛寧 | 開本: | 16 |
| 字數: | | 定價: | ¥27.00 |
| 所屬叢書: | 普通高等教育機電類規劃教材 | | |
| 裝訂: | 平 | 出版日期: | 2010-01-11 |
內容簡介
本書主要包括工具機傳動基礎知識,車床、銑床、鑽床、鏜床、磨床、刨床、拉床、齒輪加工工具機、自動車庫、數控工具機等典型工具機介紹,工具機主傳動及主要部件結構分析,工具機改裝,組合工具機,工具機安裝維護等部分內容。通過上述內容的介紹,闡述了工具機性能、傳動、結構組成及其工作原理,工具機的高速使用、維護以及設計簡單專用工具機,進行工具機改裝的基本方法。書中每章後均附有習題與思考題,以供複習鞏固及加深理解用。本書為中等專業教育機電類規劃教材,也可供職工中專、業餘工大及有關工程技術人員參考。
圖書資料
本書主要包括工具機傳動基礎知識,車床、銑床、鑽床、鏜床、磨床、刨床、拉床、齒輪加工工具機、自動車床、數控工具機等典型工具機介紹,
| 書號: | 08503 | ISBN: | 7-111-08503-5 |
| 作者: | 吳國華 | 印次: | 2-19 |
| 策劃編輯: | 王佳瑋 | 開本: | 16(B5) |
| 字數: | 0千字 | 定價: | 32.0 |
| 所屬叢書: | 職業技術教育機電類規劃教材 機械工業出版社精品教材 | ||
| 裝訂: | 平 | 出版日期: | 2012-08-13 |
圖書目錄
序言
第2版前言
第1版前言
緒論
習題與思考題
第一章 工具機傳動基礎
第一節 工具機的運動
第二節 常用機械傳動裝置
第三節 工具機的傳動系統及調整計算
習題與思考題
第二章 車床
第一節 CA6140型臥式車床傳動系統
第二節 CA6140型臥式車床的主要部件結構
第三節 其他常見車床簡介
習題與思考題
第三章 銑床
第一節 X6132型萬能升降台銑床
第二節 利用萬能分度頭銑螺鏇槽
第三節 其他常見銑床簡介
習題與思考題
第四章 鑽床和鏜床
第一節 Z3040型搖臂鑽床
第二節 TP619型臥式銑鏜床
第三節 其他常見鑽、鏜床簡介
習題與思考題
第五章 刨床和拉床
第一節 刨床
第二節 拉床
習題與思考題
第六章 磨床
第一節 概述
第二節 M1432A型萬能外圓磨床
第三節 其他常見磨床簡介
習題與思考題
第七章 齒輪加工工具機
第一節 概述
第二節 Y3150E型滾齒機
第三節 插齒機
第四節 其他類型齒輪加工工具機簡介
第五節 工具機的傳動精度
習題與思考題
第八章 自動車床
第一節 C1312型單軸轉塔車床
第二節 其他常見自動和半自動車床
習題與思考題
第九章 數字程式控制工具機
第一節 概述
第二節 數控工具機的程式編制
第三節 數控工具機的典型機構
習題與思考題
第十章 分級變速主傳動系統設計
第一節 分級變速系統的轉速數列
第二節 分級變速傳動系統的特性
第三節 主傳動分級變速系統擬定方法
第四節 傳動件的計算轉速及其確定
習題與思考題
第十一章 工具機主要部件結構分析
第一節 主軸部件
第二節 床身與導軌
第三節 操縱機構
習題與思考題
第十二章 工具機的改裝
第一節 概述
第二節 工具機改裝實例
第三節 套用微電子技術改裝工具機
習題與思考題
第十三章 組合工具機
第一節 概述
第二節 組合工具機的通用部件
習題與思考題
第十四章 工具機的安裝驗收及維護
第一節 工具機的安裝及驗收
第二節 工具機的日常維護及保養
第三節 通用工具機常見故障及排除
習題與思考題
附錄
附錄A 金屬切削工具機類、組、系劃分及主參數
附錄B 傳動元件簡圖符號(節錄自GB/T4460-84)
參考文獻
機工版高職教材
基本信息
 金屬切削工具機
金屬切削工具機書名:金屬切削工具機
作者:劉文娟
I S B N:978-7-111-43019-3
層次:高職高專
出版社:機械工業出版社
出版時間:2014-3
開本:16開
版次:1
定價: ¥28.0
內容簡介
本書針對高職高專學生的培養目標和崗位技能的要求,貫徹了“以學生為根本,以就業為導向,以標準為尺度,以技能為核心”的理念。主要內容包括:金屬切削工具機的認知、工具機傳動基礎知識、車床、銑床、磨床、齒輪加工工具機、鑽床、鏜床、刨床、拉床、數控工具機等典型工具機介紹共八章。內容以基本理論為基礎,針對高職高專教育的特點,以培養高端技能型人才為目的,著重加強實用性。每章後均附有思考題。本書可作為高職高專機電類及相關類專業的教材,也可供職業中專、職業高中、成人教育以及生產一線的工程技術人員參考。
目錄
前言
第一章對金屬切削工具機的認知
第一節我國切削加工技術的發展概述
第二節金屬切削工具機在國民經濟中的地位
第三節金屬切削工具機的分類和型號編制
思考題
第二章工具機傳動的基礎知識
第一節工件的表面形狀及其成形方法
第二節工具機的成形運動
第三節工具機的傳動聯繫和傳動原理圖
思考題
第三章普通車床
第一節認識CA6140型臥式車床
第二節認識CA6140型臥式車床的傳動系統
第三節認識CA6140型臥式車床的主要部件結構
第四節認識其他車床
思考題
第四章普通銑床
第一節x6132型萬能臥式升降台銑床
第二節萬能分度頭
第三節其他類型銑床
思考題
第五章普通磨床
第一節磨床分類及磨削加工工藝特點
第二節外圓磨床
第三節其他類型磨床
思考題
第六章齒輪加工工具機
第一節齒輪的加工方法及齒輪加工工具機的分類
第二節Y3150E型滾齒機
第三節其他齒輪加工工具機簡介
思考題
第七章其他類型工具機
第一節鑽床
第二節鏜床
第三節刨床、插床和拉床
思考題
第八章數控工具機概述
第一節數控工具機的組成及其工作原理
第二節數控工具機的特點及分類
第三節數控工具機的主要性能指標
第四節數控工具機的典型部件
思考題
第九章典型數控工具機
第一節數控車床
第二節數控鏜銑床
第三節加工中心
思考題
參考文獻
概念
 金屬切削工具機
金屬切削工具機金屬切削工具機是用切削、磨削或特種加工方法加工各種金屬工件,使之獲得所要求的幾何形狀、尺寸精度和表面質量的工具機(手攜式的除外)。各種工具機分類中,金屬切削工具機是使用最廣泛、數量最多的工具機類別,因此通常狹義的工具機僅指金屬切削工具機類產品。
金屬切削的過程是刀具與工件相互運動、相互作用的過程。刀具與工件的相對運動可以分解為兩個方面,一個是主運動,另一個是進給運動。使工件與刀具產生相對運動而進行切削的最主要的運動,稱為主運動。刀刃上選定點相對於工件的主運動速度稱為切削速度。主運動特點是運動速度最高,消耗功率最大。主運動一般只有一個。保證金屬的切削能連續進行的運動,稱為進給運動。工件或刀具每轉或每一行程時,工件和刀具在進給運動方向的相對位移量,稱為進給量。進給運動的特點是運動速度低,消耗功率小。進給運動可以有幾個,可以是連續運動,也可以是間歇運動。
金屬切削過程是通過刀具切削工件切削層而進行的。在切削過程中,刀具的刀刃在一次走刀中從工件待加工表面切下的金屬層,被稱為切削層。切削層的截面尺寸被稱為切削層參數。此外,在切削層中需介紹一重要概念-背吃刀量ap,對於外圓車削,它指已加工表面與待加工表面間的垂直距離。
具體介紹
切削刀具材料
 銑刀
銑刀隨著全球機加工水平的不斷進步,刀具生產製造技術的也在逐步發展,從刀具材料方面來講,近代金屬切削刀具材料從碳素工具鋼、高速鋼發展到今日的硬質合金、立方氮化硼等超硬刀具材料,使切削速度從每分鐘幾米飈升到千米乃至萬米。
隨著數控工具機和難加工材料的不斷發展,刀具實有難以招架之勢。要實現高速切削、乾切削、硬切削必須有好的刀具材料。在影響金屬切削髮展的諸多因素中,刀具材料起著決定性作用。
1、高速鋼
 車刀
車刀高速鋼自1900年面世至2000年,儘管各種超硬材料不斷湧現,但始終未能動搖其切削刀具的霸主地位,2000年以後硬質合金已成為高速鋼的“天敵”,正在持續不斷地侵蝕著高速鋼刀具的市場份額,但對於某些如螺
紋刀具、拉削刀具等對韌性要求較高的刀具,高速鋼仍可與硬質合金“分庭抗禮”,甚至占明顯優勢。
人們習慣上將高速鋼分為四大類:
1)通用高速鋼(HSS)
以W18Cr4V為代表的HSS曾輝煌過一個世紀,為我國刀具行業做出過傑出的歷史性貢獻,但由於還存在不少弊端,現已逐步淡出市場;9341是我國自行研製的HSS,市場份額占20%左右,W7、M7等其他HSS產量比較低。HSS已占高速鋼總量60%以上。由於HSS的強韌性和較高的耐磨性、紅硬性等優異性能,在絲錐、拉刀等刀具領域,還會牢牢守住一塊地盤,不過陣地在逐年減少。
2)高性能高速鋼(HSS-E)
HSS-E是指在HSS成分基礎上加入Co、Al等合金元素,並適當增加含碳量,以提高耐熱性、耐磨性的鋼種。這類鋼的紅硬性比較高,經625℃×4h後硬度仍保持60HRC以上,刀具的耐用度為HSS刀具的1.5~3倍。
以M35、M42為代表的HSS-E產量逐年在增加,501是我國自產的高性能高速鋼,在成形銑刀、立銑刀等方面套用十分普遍,在複雜刀具方面套用也比較成功。由於數控工具機、加工中心、高難加工材料發展迅速,HSS-E刀具材料亦逐步增加。
3)粉末高速鋼(HSS-PM)
和冶煉高速鋼相比,HSS-PM力學性能有顯著的提高。在硬度相同的條件下,後者的強度比前者高20%~30%,韌性提高1.5~2倍,在國外套用十分普遍。我國在上世紀70年代曾研製出多種牌號的HSS-PM,並投入市場,但不知何故夭折,在各工具廠所用材料均系進口。值得欣喜的是,河冶科技股份有限公司(原河北冶金研究院)已能生產HSS-PM,並小批量供貨,效果不錯。由於資源日益枯竭和HSS-PM自身優良的綜合性能及市場的需求,HSS-PM必將會有一個長足的進步。
4)低合金高速鋼(DH)
由於合金資源越來越少、成套麻花鑽出口及低速切削工具的需要,鋼廠和工具廠共同開發出301、F205、D101等多種牌號的DH.2003年我國生產高速鋼6萬噸,其中DH兩萬噸,占高速鋼的1/3;2004年DH占高速鋼的40%,2005年、2006年仍呈增長勢頭。但其中水分不少,有些根本不屬高速鋼,硬度也達不到63HRC,也被標以HSS.
2、硬質合金
機械製造業需要“高精度、高效率、高可靠性和專用化”的經營理念,在當代刀具製造和使用領域,“效率第一”的理念已經取代了傳統的“性能價格比”老概念,這一變化為高技術含量的高效刀具的發展掃清了障礙。
硬質合金不僅具有較高的耐磨性,而且韌性也較高(和超硬材料相比),所以得到廣泛的套用,展望未來,它仍然是套用最廣泛的刀具材料。從歷屆工具機工具博覽會上可以看出,硬質合金可轉位刀具幾乎復蓋了所有的刀具品種。隨著科學技術的發展和刀具技術的進步,硬質合金的性能得到很大改善:一是開發了提高韌性的1~2μm細顆粒硬質合金;二是開發了塗層硬質合金。與高速鋼刀具相比,硬質合金塗層刀具的市場份額增長幅度更大,因為在高溫和高速切削參數下,高強度更為重要。
現代切削刀具,硬質合金大展其威,展望未來,刀具材料無疑是硬質合金的天下。
3、超硬刀具材料
超硬材料是指以金剛石為代表的具有很高硬度物質的總稱。超硬材料的範疇雖沒有一個嚴格的規定,但人們習慣上把金剛石和硬度接近於金剛石硬度的材料稱為超硬材料。
1)金剛石
金剛石是目前世界上已發現的最硬的一種材料。金剛石刀具具有高硬度、高耐磨性和高導熱性等性能,在有色金屬和非金屬加工中得到廣泛的套用,尤其在鋁和矽鋁合金高速切削加工中,如轎車發動機缸體、缸蓋、變速箱和各種活塞等的加工中,金剛石刀具是難以替代的主要切削刀具。由於數控工具機的普及和數控加工技術的高速發展,可實現高效率、高穩定性、長壽命加工的金剛石刀具的套用日漸普及。
2)立方氮化硼(CBN)
立方氮化硼是氮化硼的同素異構體,其結構與金剛石相似,硬度高達8000~9000HV,耐熱度達1400℃,耐磨性好。既能勝任淬硬鋼(45~65HRC)、軸承鋼(60~64HRC)、高速鋼(63~66HRC)、冷硬鑄鐵的粗車和精車,又能勝任高溫合金、熱噴塗材料、硬質合金及其他難加工材料的高速切削加工。
3)陶瓷刀具
陶瓷刀具是最有發展潛力的刀具之一。已引起世界工具界的重視。在工業發達的德國,約70%加工鑄件的工序是由陶瓷刀具來完成的,而日本陶瓷刀具的年消耗量已占刀具總量的8%~10%。由於數控工具機、高效無污染切削、被加工材料硬等因素,迫使刀具材料必須更新換代,陶瓷刀具正是順乎潮流,不斷改革創新,在Al2O3陶瓷基體中添加20%~30%的SiC晶液製成晶須增韌陶瓷材料,SiC晶須的作用猶如鋼筋混凝土中的鋼筋,它能成為阻擋或改變裂紋擴展方向的障礙物,使刀具的韌性大幅度提高,是一種很有發展前途的刀具材料。為了提高純氧化鋁陶瓷的韌性,加入含量小於10%的金屬,構成所謂金屬陶瓷,這類刀具材料具有強大的生命力,正以強勁勢頭向前發展,也許將來會自成一系,成為刀具材料家族新成員。
陶瓷刀具的主要原料是Al2O3、SiO2、碳化物等,它們是地殼中最富足的資源,發展此類刀具不存在原料來源問題。因此,開發套用陶瓷刀具有重要的戰略意義和深遠的歷史意義。
車床及其加工
車削加工是利用工件的鏇轉和刀具的直線移動加工工件的,在車床上可以加工各種迴轉表面。由於車削加工具有高的生產率,廣泛的工藝範圍以及可得到較高的加工精度等特點,所以車床在金屬切削工具機中占的比例最大,約占工具機總數的20-35%,車床是套用最廣泛的金屬切削工具機之一。下面以常見的CA6140型普通工具機為例來分析車床的組成及加工特點。一、CA6140型普通工具機
CA6140型普通工具機是普通精度級工具機。
(一)工具機的組成
其主要部件如下:
(1)主軸箱 用來支承主軸並通過變換主軸箱外部手柄的位置(變速機構),使主軸獲得多種轉速。裝在主軸箱裡的主軸是一空心件,用來通過棒料。主軸通過裝在其端部的卡盤或其他夾具上帶動工件鏇轉。
(2)掛輪箱 是把主軸的轉動傳給進給箱,調換箱內的齒輪並與進給箱相配合,可獲得各種不同的進給量或加工各種不同的螺紋。
(3)進給箱(走刀箱) 主軸的轉動通過進給箱內的齒輪機構傳給光槓或絲槓。變換箱體外面的手柄位置,可使光槓或絲槓得到不同的轉速。
(4)溜板箱通過其中的轉換機構將光槓或絲槓的轉動變為拖板的移動。經拖板實現縱向或橫向進給運動。大拖板使車刀作縱向運動;中拖板使車刀作橫向運動;小拖板縱向車削短工件或繞中拖板轉過一定角度來加工錐體,也可以實現刀具的微調。
(5)刀架 用來裝夾刀具。
(6)尾座 安裝在床身右端的導軌上,其位置可根據需要左右調節。它的作用是安裝後頂尖以支承工件和安裝各種刀具。
(7)床身 是車床的基礎零件,用來支承和安裝車床的各個部件,以保證各部件間有準確的相對位置,並承受全部切削力。車身上有四條精確的導軌,以引導拖板和尾座移動。
此外還有冷卻潤滑裝置、照明裝置及盛液盤等。
(二)車床上的運動
在車床上加工各種迴轉表面,必須具備下列運動。
(1)主運動在車床上工件的鏇轉為主運動。
(2)進給運動即刀架的縱向和橫向運動以主軸轉一轉,刀具相對工件移動距離來表示進給運動的大小,進給運動的速度較低,以mm/r表示。
 車床
車床此外,還有刀具的切入、退出及返回等輔助運。
(三)車床的傳動系統
二、臥式車床套用範圍及加工特點
車床的工藝範圍相當廣泛,在幾乎不加其他裝置的情況下,能完成的各種工作:用中心鑽鑽中心孔(a);車外圓(b);車端面(c);使用麻花鑽鑽孔(d);鏜孔(e);用絞刀絞孔(f);切槽和切斷(g);車螺紋(h);用滾花刀滾花(i );車錐面(j);車特形面(r );盤繞彈簧(l)。
1、車外圓
車外圓是最基本、最簡單的切削方法。車外圓一般經過粗車和精車兩個步驟。粗車的目的是使工件儘快的接近圖紙上的形狀和尺寸。並留有一定的精車餘量。粗車精度為IT11、IT12,粗糙度為12.5μm。精車則是切去少量的金屬,以獲得圖紙上所需的形狀、尺寸和較小的表面粗糙度。精車精度為IT6~IT8。
2、車端面
車端面時,常用的車刀有偏刀和彎頭車刀兩種,車削時,車刀可由外圓向中心給進,。但由於用偏刀由外向中心進給時是用副切削刃進行切削,同時受切削力方向的影響,刀尖易扎入工件形成凹面,影響工件質量。因此,在精車端面時,偏刀再最後一次走刀應由中心向外進給,這樣能避免下述缺點如圖。用彎頭車刀車端面時,由於是利用主刀刃來進行切削,所以,切削順利,適用於加工較大端面。
車端面時,車刀的刀尖要對準中心。否則不僅改變前、后角的大小,而且在工件中心還會留有一個切不掉的凸台,把刀尖壓壞或損壞。
3、切斷和切槽
所謂切斷是指在車床上用切斷刀截取棒料或將工件從原料上切下的加工方法。切斷時一般採用正車切斷法,同時進給速度應均勻並保持切削的連續性。正切容易產生振動,致使切斷刀折斷。因此,在切斷大型工件時,常採用反車切斷法進行切斷。反車切斷法刀具對工件作用力與工件的重力G的方向一致,有效地減少了振動,而且排屑容易,減少了刀具的摩損,改善了加工條件。由於刀頭切入工件較深,散熱條件差,因此切鋼件時應加冷卻液。
圓柱面上各種形狀的槽,一般是用與槽性相應的車刀進行加工。較寬的槽,可通過幾次吃刀來完成,最後根據槽的要求進行精車。
4、車圓錐面
用圓錐面的配合時,同軸度高、裝卸方便。錐角較小時,可以傳遞較大扭矩。因此圓錐面廣泛用於刀具和工具。
圓錐面的加工方法有以下三種:
(1)轉動小刀架車錐面
車削錐度較大和較短的內、外圓錐面時,鬆開固定小刀架拖板的螺母,將刀架小拖板饒轉盤轉軸線轉過某一角度(工件的半錐角),然後鎖緊螺母。搖動小拖板的手柄,使車刀沿著圓錐面母線移動,從而加工出所需的圓錐面 。
這種方法的優點是能加工錐角很大的外錐面,操作簡單,調整方便,因此套用廣泛。但因受小拖板行程的限制,不能加工較長的錐面,不能做機動進給,因此只適用於加工短的圓錐面,單件小批量生產。
(2)寬刃車刀車錐面
用寬刃車刀加工較短的圓錐面,錐體長度L20~25mm。車刀安裝時,切削刃應與錐面母線平行。較長的錐面不能用寬刃刀切削,否則,將引起振動,使工件表面產生波紋。
(3)偏移尾架車錐面
在加工較長工件上的小錐度外圓錐面時,可把尾架頂尖向外偏移一定距離S,使錐面母線與車刀的縱向進給方向平行,利用車刀的自動縱向進給,來車出所需的錐面。
這種方法可以加工較長的錐面,並能採用機動進給。但只能加工半錐角較小的外錐面。因為當圓錐過大時,頂尖在工件中心孔內歪斜,接觸不良,磨損也不均勻,會影響加工質量。
此外,對於一些錐面較長,精度要求較高,而批量又較大的零件還可採用靠模法車削。
5、鑽孔和鏜孔
在車床上鑽孔,工件一般裝在卡盤上,鑽頭則裝在尾架上,此時工件的鏇轉為主運動。為防止鑽偏,應先將工件端面車平,有時還在端面中心處先車出小坑來定中心。鑽孔時動作不宜過猛,以免衝擊工件或折斷鑽頭。鑽深孔時,切削不易排出,故應經常退出鑽頭,以清除切屑。鑽鋼料時應加冷卻液,鑽鑄鐵不加冷卻液。
鏜孔是鑽出或鑄、鍛出的孔的進一步加工。在成批大量生產中,鏜孔常作為車床絞孔或滾壓加工的半徑加工的半精加工工序。鏜孔與車外圓相似,分粗鏜和精鏜,必須注意的是切深進刀的方向與車外圓相反。用於車床的鏜孔刀,其特點是刀桿細長,刀頭較小,以便於深入工件孔內進行加工。由於刀桿鋼性差,刀頭散熱體積小,加工中容易變形,切削用量要比車外圓小些,應採用較小的進給量和切削深度,進行多次走道完成。
6、車螺紋
螺紋按牙形分為三角螺紋、梯形螺紋、鋸齒螺紋和矩形螺紋等。生產中常用的三角螺紋,其螺紋車刀切削部分的形狀應與螺紋的軸向截面相符合。車削時,工件每轉一轉,車刀必須縱向移動一個導程(單頭螺紋,導程=螺距),才能加工出正確的螺紋。
鑽床主要是加工孔,一般只適於加工直徑在100mm以內的孔,直徑更大的孔,則需在鏜床上進行加工。鑽削、鏜削加工時,主運動是刀具的鏇轉運動,單位為米/分(m/min);進給運動是刀具的軸向運動,單位為米/主軸每轉(m/r)或毫米/刀具每齒(mm/z)。
 鑽床
鑽床一、鑽床的功用和分類
鑽床主要用於加工尺寸不太大,精度要求不很高的孔,主運動為刀具隨主軸的轉動;進給運動為刀具沿主軸軸線的運動。加工前調整好被加工工件孔的中心,使它對準刀具的鏇轉中心。加工過程中工件固定不動。
按JB1838-85的規定,鑽床共分為搖臂鑽床、台式鑽床、立式鑽床、臥式鑽床、深孔鑽床和中心孔鑽床等八組二十八個系,而以搖臂鑽床套用最為廣泛。
1、搖臂鑽床
在一些大而重的工件上加工孔,人們希望工件固定不動,移動鑽床主軸,使主軸對準被加工孔,因此就產生了搖臂鑽床。搖臂鑽床的主軸箱5可沿著搖臂4的導軌橫向調整位置,搖臂4可沿外立柱3的圓柱面上下調整位置,此外,搖臂4及外立柱3又可繞內立柱2轉動。因此工作時,可以方便地調整主軸6的位置,這時工件固定不動。搖臂鑽床廣泛地套用於單件和中、小批生產中加工大、中型零件。
2、立式鑽床
加工前需調整工件在工作檯上的位置,使被加工孔中心線對準刀具的鏇轉中心,在加工過程中工件是固定不動的。加工時主軸既鏇轉又作軸向進給運動,同時由進給箱傳來的運動,通過小齒輪和主軸筒上的齒條,使主軸隨著主軸套筒作軸向直線進給。進給箱和工作檯的位置可沿立柱上的導軌上下調整,以適應加工不同高度的工件需要。
在立式鑽床上,加工完一個孔後再加工另一個孔時,需移動工件。這對於大而重的孔件,操作很不方便。因此,立式鑽床僅適用於加工中、小型工件。
3、台式鑽床
台式鑽床簡稱“台鑽”,實質上是一種加工小孔的立式鑽床。鑽孔直徑一般在15mm以下。由於加工的孔徑很小,所以台轉的主軸轉速往往較高,最高可達到每分鐘幾萬轉。台鑽小巧靈活,適用方便,適於加工小型零件上的小孔,通常用手動進給。
二、鑽削的套用範圍及加工特點
在鑽床上可完成以下切削加工:用麻花鑽鑽孔(a);用擴孔鑽擴孔(b);用絞刀鉸孔(c);用鍃鑽(劃鑽)鍃錐坑(d);鍃魚眼坑(e);鍃平面(f、g);用絲錐攻螺紋孔(h)。雖然鑽床可完成以上各種加工,但主要是用來鑽孔、擴孔和鉸孔。
1、鑽孔加工的特點
(1)鑽孔時麻花鑽深埋孔中,處於封閉狀態,排削困難,故散熱條件極差。再加上冷卻潤滑液很難到達切削區,使得刀具(在不加冷卻潤滑液時)吸收的熱量達到總熱量的一半以上,容易引起刀具磨損。
(2)鑽頭是定尺寸刀具,直徑受加工孔徑的限制,因而鑽頭的強度和剛度較低。加之僅靠兩條棱邊導向,導向作用較差。因此,容易造成加工孔的歪斜,孔徑擴大及孔不圓等弊病。故鑽孔精度低,粗糙度大,其經濟精度一般在IT10以下,Ra=6.3~25μm。
(3)鑽削時軸向力較大,主要是由橫刃產生的。因為鑽頭切削刃上各點的前角隨半徑的減小變化很大。在橫刃處前角約為負540,實際上是刮削,所以產生了很大的軸向力。
(4)由於上述三個特點,鑽孔時只能選用較小的切削用量,所以生產率低,另外受鑽頭直徑等多種因素限制,鑽孔直徑一般不超過100mm。
2、擴孔的特點
擴孔是對已鑽出、鑄出或鍛出的孔用擴孔鑽進一步加工的方法。擴孔有以下特點:
(1)因為擴孔時切削深度較小,再加上擴孔鑽相當於具有3~4個刃齒的麻花鑽,且無橫刃,其鑽尖處前角較大,在切削深度較小時僅靠鑽尖處一小段主切削刃切削,故擴孔時切削力小,發熱也就很少,動力消耗及因熱效應引起的刀具磨損均較小。
(2)由於有預加工的孔,故排削方便,冷卻潤滑條件好。
(3)擴孔鑽鑽芯粗、剛性好,再加上有3~4個導向棱帶,故切削平穩,可糾正的孔的軸線歪斜。
(4)受擴鑽孔直徑的限制,擴孔一般只適用於直徑100mm以下的孔的加工。
(5)由於以上原因,擴孔時可採用較大的切削用量,同時能得到較高的加工精度和較小的表面粗糙度。一般擴孔經濟精度為IT9~IT10級,表面粗糙度Ra=3.2~6.3μm 。
3、鉸孔的特點
鉸孔屬孔的精加工。這主要是因為絞刀的主、副偏角都很小。切削刃又多,使殘留面積極小,再加上鉸削深度很小(精鉸時ap=0.05~0.25mm)、鉸削速度很低。使切削力、切削熱均很小,不產生積屑瘤。同時,鉸刀上很長的刮光刃對孔壁有修刮和擠光的作用。故可以得到很高的尺寸精度和很小的表面粗糙度,使機鉸的經濟精度達IT7~IT8級,粗糙度為Ra=0.8~3.2μm。手鉸更高,分別為IT6~IT7級和Ra=0.4~0.8μm ,但它不能校正孔的軸線,而且一般只能加工直徑80mm以下的孔。
主要是用鏜刀進行鏜孔,由於鏜床的主軸、工作檯等部件剛度好,精度較高,所以在鏜床上可加工出尺寸、形狀和位置精度均較高的孔,尤其適合加工箱體類結構複雜、外形尺寸較大的工件。
鏜床主要有下列幾類:臥式鏜床、坐標鏜床、金剛鏜床、立式鏜床、深孔鏜床、落地鏜床等。
1、臥式鏜床
在臥式鏜床上進行鏜孔、車端面和凸緣、鑽孔、銑平面、車內螺紋等加工,如圖31-29所示。這種工具機通用性好、套用廣泛,所以習慣上又稱萬能鏜床。
臥式鏜床的外型如圖19-30所示。加工時,刀具安裝在主軸3或平鏇盤4上。主軸箱1可獲得各級轉速和進給量,同時還可沿立柱2的導軌上下移動。工件安裝在工作檯5上,同工作檯一起隨下滑座7或上滑座5作縱向或橫向移動。可用工作檯繞上滑座的導軌調整角度以加工互相成一定角度的孔或平面。當鏜刀桿伸出較長時,可用後立柱10上的支承9來支承鏜桿,以提高鏜桿的剛度。當刀具裝在平鏇盤4的徑向刀架上時,刀具可以作徑向進給以車削端面。
2、落地鏜床
在加工某些龐大而笨重的工件時,我們希望工件在加工過程中固定不動,運動由工具機部件來實現。因此,在臥式鏜床的基礎上,又產生了落式鏜床。落式鏜床沒有工作檯,工件直接固定在地面的平板上。鏜軸的位置,是由立柱沿床身導軌作橫向移動及主軸箱沿立柱導軌作上下移動,來進行調整的。落地鏜床較大,它的鏜軸直逕往往在125mm上。落地鏜床是用於加工大型零件的重型工具機,因此它具有下列主要特點:
(1)萬能性大。大型工件裝夾及找正困難而且費時,因此希望儘可能在一次安裝中將全部表面加工出來,所以落地鏜床的萬能性較大,工具機可以進行鏜、銑、鑽等各種工作 。
(2)由於工具機龐大,為使操縱方便起見,通常是用懸掛式操縱板或操縱台集中操縱;
(3)為了觀察部件位移方便,落地鏜床大多備有移動部件(立柱、主軸箱及鏜軸)位移的數碼顯示裝置,以節省觀察及測量位移的時間和減輕工人勞動強度。
一、銑床的功能與分類
銑床是用銑刀進行切削加工的工具機。銑床的主運動是銑刀的鏇轉運動,銑床的主參數是工作檯的寬度。和刨床相比,它的切削速度高,而且是多刃連續切削,所以生產率較高。銑床在很多場合上取代了刨床工作。
(一)臥式銑床
臥式銑床的主軸與工作檯平行。為擴大工具機的套用範圍,有的臥式銑床的工作檯可以在水平面內鏇轉一定角度,故稱為萬能臥式銑床。
在生產中套用最廣泛的是X62W臥式升降台銑床。加工時,工件安裝在工作檯上,銑刀裝在銑刀心軸上,在工具機主軸的帶動下鏇轉。工件隨工作檯作縱向進給運動;滑座沿升降台上部的導軌移動,實現橫向進給運動。升降台可沿車身導軌升降,以便調整工件與刀具的相對位置。橫樑的前端可安裝吊架,用來支承銑刀心軸的外伸端,以提高心軸剛性。橫樑可沿床身頂部水平導軌移動,調整其伸出長度。進給變速箱可變換工作檯、滑座和升降台的進給速度。
(二)立式銑床
立式升降台銑床與臥式銑床的主要區別是:立式銑床的主軸與工作檯垂直。如圖31-33所示。有些立式銑床為了加工需要,可以把立銑頭鏇轉一定的角度,其他部分與臥式升降台相同。
臥式及立式銑床都是通用工具機,常適用於單件及成批生產中。
為了擴大銑床的加工範圍, 銑床一般均配有附屬檔案。常用附屬檔案有以下幾種:
(一)平口鉗銑削加工常用平中鉗夾緊工作。它具有結構簡單、夾緊可靠和使用方便等特點,廣泛用於裝夾矩形工件。生產中常用的是可調整的迴轉式平中鉗。
(二)迴轉工作檯 迴轉工作檯主要用來加工帶有內外圓弧面工件及對工件分度。分為手動進給和機動進給兩種。
傳動軸可與銑床的傳動裝置相聯結,以實現機動進給。扳動手柄可以接通或斷開機動進給。調整擋塊2的位置,可以使轉盤1自動停止在預定位置上。若將手輪5上,可進行手動進給。
(三)、分度頭 分度頭是銑床上最常用的標準附屬檔案,常用分度頭的格規有FW250、FW320、FW100、FW500等多種。規格代號中的F表示分度頭,W表示萬能,數字表示分度頭能加工最大直徑。
三、銑削的套用範圍及加工特點
(一)在銑床上的加工範圍相當廣泛。
1、銑水平面、斜平面、垂直平面(可在各式銑床上進行)
(1)在臥式銑床上用圓柱銑刀銑水平面。
(2)在立式或龍門銑床上用端銑刀銑水平面,如圖b所示。
(3)在臥式銑床上用角銑刀銑斜面。
(4)在臥式銑床上將工件傾斜安裝,用圓柱銑刀銑斜面。
(5)在立銑或龍門銑上將主軸迴轉一角度,用端銑刀銑斜面。
(6)在立銑或龍門銑上將工件傾斜安裝,用端銑刀銑斜面。
(7)在臥銑或龍門銑上用端銑刀銑垂直面。
2、在臥式銑床上用角銑刀銑V形槽。
3、銑溝槽
(1)在立式或龍門銑床上用立銑刀銑削
(2)用槽銑刀在臥式銑床上銑削
4、在臥式或龍門銑床上用三面刃盤銑刀銑台階。
5、在臥式銑床上用三面刃組合銑刀銑兩側面。
6、在臥式銑床上用片銑刀切斷。
7、在臥式銑床上用成形銑刀銑特形面。
8、在立式銑床上使用分度頭用立銑刀銑凸輪。
9、在臥式銑床上使用分度頭用槽銑刀銑花鍵槽,銑單鍵槽時則不用分度頭。
10、在臥式銑床上用與螺鏇槽法截面廓形相適應的成形盤銑刀銑螺鏇面。
11、先在臥式銑床上用三面刃盤銑刀或先在立銑上用立銑刀銑出T形槽的垂直槽,然後用T形槽銑刀在立銑床上銑出T形槽的水平槽。
12、先在立式銑床上用立銑刀銑出矩形直槽,然後用立式燕尾槽銑刀銑出燕尾面。
此外,在銑床上還可以加工圓錐齒輪。
(二)銑削加工的特點
1、銑削加工的優點:
銑刀是多刃刀具,一般來說同一時刻只有幾個刀齒參與工作,其它刀齒均處於非工作狀態。這樣每一刀齒均有較充分的冷卻時間,因而提高銑刀耐用度。
因銑刀是多刃刀具,銑削工作量由多個刀齒平均負擔,所以可採用大的進給量。
主運動是鏇轉運動,無慣性限制所以可採用高速切削。
由於上述原因,使銑削生產率、銑刀耐用度均比刨削高,加工精度比刨削約高難度1~2級,粗糙度與刨削大致相同。
2、銑削加工的缺點:
銑刀每一刀齒均是周期性地參加切削,故每一刀齒在切入與切離時會造成衝擊現象,這是影響銑刀耐用度、切削速度的提高,使加工精度和粗糙度不高。
銑削時,切削厚度和切削麵積是變數,因此切削力周期性變化,容易引起振動。
銑削經濟精度為IT9~IT10,表面粗糙度為1.6~3.2μm。
分類代號
(一)工具機產品主要包括如下幾類:
 金屬切削工具機
金屬切削工具機金屬切削工具機分類方法很多,最常用的分類方法是按工具機的加工性質和所用刀具來分類;此外還可以根據車床萬能性程度、工具機工作精度、重量和尺寸、工具機主要器官數目、自動化程度不同等進行分類。
 金屬切削工具機
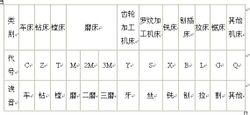
金屬切削工具機1、按加工性質和所用刀具分為11大門類。
2、按工具機工作精度分類:普通工具機、精密工具機、高精度工具機
3、按工具機加工件大小和工具機自身重量分類:儀表工具機、中小型工具機、大型工具機、重型工具機、特重型工具機。
4、按工具機通用性分類:通用工具機、專門化工具機、專用工具機、組合工具機。
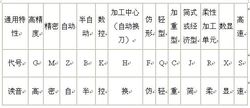
(二)特性代號
 金屬切削工具機
金屬切削工具機(三)型號舉例
1、CA6140 C車床(類代號)
A 結構特性代號
6 組代號(落地及臥式車床)
1 系代號(普通落地及臥式車床)
主參數(最大加工件迴轉直徑400mm)
2、XKA5032A X銑床(類代號)
K 數控(通用特性代號)
A (結構特性代號)
50 立式升降台銑床(組系代號)
32 工作檯面寬度320mm(主參數)
A 第一次重大改進(重大改進序號)
3、MGB1432 M磨床(類代號)
G 高精度(通用特性代號)
B 半自動(通用特性代號)
14萬能外圓磨床(組系代號)
32 最大磨削外徑320mm(主參數)
4、C2150×6
C車床(類代號)
21 多軸棒料自動車床(組系代號)
50 最大棒料直徑50mm(主參數)
6 軸數為6(第二主參數)
工具機附屬檔案
1、工具機附屬檔案(Machiine Tool accessory):用於擴大工具機的加工性能和使用範圍的附屬裝置。
2、分度頭(Dividing head):工件夾持在卡盤上或兩頂尖間,並使其鏇轉和分度定位的工具機附屬檔案。
 分度頭
分度頭(1 )萬能分度頭(Univerasl dividing head):主軸可以傾斜,可進行直接分度、間接分度和差動分度的分度頭。與機動進給連線可做螺鏇切削。
(2)半萬能分度頭(Semi-universal dividing head):可直接進行分度和間接分度的分度頭。
(3) 等分分度頭(Direct dividing head/Equi-index dividing head):僅可進行直接分度的分度頭.
(4 )立臥分度頭(Vertical and horizontal dividing head):具有與主軸軸線垂直和平行的兩個安裝基面的分度頭。
(5) 懸臂分度頭(Arm type dividing head):具有懸臂的分度頭。利用懸臂使主軸軸線與尾座頂尖軸線同軸。
(6 )光學分度頭(Optical dividing head):具有光學系統顯示分度值的分度頭。
(7 )數顯分度頭(Digital display dividing head):用數字顯示系統顯示分度數值的分度頭。
(8) 數控分度頭(Numerically-controlled NC dividing head):用數字信息發出的指令控制分度的分度頭。
3、工作檯(Table):安裝工件亦可使之運動的工具機附屬檔案。台面一般有T型槽。工件一般可直接安裝在檯面上,也可藉助其他裝置夾持工件。
(1) 圓工作檯(Circular table):工作檯面為圓形的工作檯。
(2) 矩形工作檯(Rectangular Table):工作檯面為矩形的工作檯。
(3 )立臥工作檯(Vertical and horizontal table):具有與工作檯平行和垂直的兩個安裝基面的工作檯。
(4 )可傾工作檯(Tilting table):工作檯面可在一定角度範圍內傾斜的工作檯。
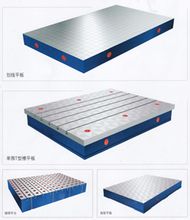 工作檯
工作檯(5) 坐標工作檯(Coordinate table):工作檯可沿縱、橫兩個坐標方向移動的工作檯。
(6)交換工作檯(Pallet changer)具有兩個或兩個以上的可獨立安裝工件輪換進行工作的工作檯。
(7 )迴轉工作檯(Rotary table):簡稱轉台,可進行迴轉或分度定位的工作檯。
1) 機動迴轉工作檯(Power-operated rotary table):郵寄闖進給系統驅動的迴轉工作檯。
2 ) 坐標迴轉工作檯(Coordinate rotary table):可縱、橫兩個坐標方向移動的迴轉工作檯。
3 ) 等分迴轉工作檯(Indexing table):僅可進行直接分度的迴轉工作檯。
4 ) 光學迴轉工作檯(Optical rotary table):具有光學分度裝置並用光學系統進行度數的迴轉工作檯。
(8 )端齒工作檯(Rotary table with face gear):用端齒盤為分度元件的工作檯。
(9) 數顯工作檯(Digital display rotary table):用數字顯示系統顯示位移量的工作檯。
(10) 數控工作檯(Numerically controlled rotary table/NC rotary table):用數字信息發出的指令控制的工作檯。 (11)動力工作檯(Power rotary table):有動力驅動的工作檯。
1) 氣動工作檯(Pneumatic rotary table):由壓縮空氣驅動的動力工作檯。
2 )液壓工作檯(Hydraulic rotary table):由液體壓力驅動的動力工作檯。
3) 電動工作檯(Electic rotary table):由電動機驅動的動力工作檯。
行業情況
據《中國金屬切削工具機行業產銷需求預測與轉型升級分析報告前瞻》統計,工具機行業根據製造產品可劃分為如下幾個子行業:
 金屬切削工具機
金屬切削工具機工具機行業子行業規模比重對比
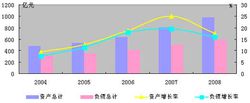
由2008年統計數據來看,金屬切削工具機製造業是工具機行業的主要子行業,其資產比重占工具機行業的54.14%,收入比重和利潤比重也幾乎占據整個工具機行業一一半的份額;其次是金屬成形工具機製造業、鑄造機械製造業、其他金屬加工機械製造,收入比重均在10%以上。
金屬切削工具機行業發展分析
行業規模
 金屬切削工具機
金屬切削工具機金屬切削工具機行業資產規模在工具機各子行業中居第一位,遠高於其他各類子行業。 截止2008年底,中國金屬切削工具機製造業擁有646家企業,比2007年增加133家;資產總額978.72億元,比2007年增長了17.66%。
產量2008年中國金屬切削工具機和數控工具機產量較2007年有所下滑,全年金屬切削工具機總產量61.69萬台,其中數控工具機12.2萬台,同比分別降低2.4%和3.3%。
銷售收入2008年,金屬切削工具機製造業實現銷售收入783.19億元,增長18.32%,但增速比2007年下滑9.92個百分點。
發展趨勢中國處於工業化中期,即從解決短缺為主的階段逐步向建設經濟強國轉變,煤炭、汽車、鋼鐵、房地產、建材、機械、電子、化工等一批以重工業為基礎的高增長行業發展勢頭強勁。
中國是世界第一大工具機消費國,其中數控工具機逐漸成為工具機消費的主流。2010年,中國金切工具機行業會有更大的需求,尤其是中高檔數控工具機產品。預計2010年中,中國數控工具機消費有望超過60億美元,台數超過10萬台,中高檔數控工具機比例大幅增加。
使用規程
一、操作者必須經過考試合格,持有本工具機的《設備操作證》方可操作本工具機。
二、工作前認真作到:
1、仔細閱讀交接班記錄,了解上一班工具機的運轉情況和存在問題。
 金屬切削工具機
金屬切削工具機2、檢查工具機、工作檯、導軌以及各主要滑動面,如有障礙物、工具、鐵屑、雜質等,必須清理、擦拭乾淨、上油。
3、檢查工作檯,導軌及主要滑動面有無新的拉、研、碰傷,如有應通知班組長或設備員一起查看,並作好記錄。
4、檢查安全防護、制動(止動)、限位和換向等裝置應齊全完好。
5、檢查機械、液壓、氣動等操作手柄、伐門、開關等應處於非工作的位置上。
6、檢查各刀架應處於非工作位置。
7、檢查電器配電箱應關閉牢靠,電氣接地良好。
8、檢查潤滑系統儲油部位的油量應符合規定,封閉良好。油標、油窗、油杯、油嘴、油線、油氈、油管和分油器等應齊全完好,安裝正確。按潤滑指示圖表規定作人工加油或機動(手位)泵打油,查看油窗是否來油。
9、停車一個班以上的工具機,應按說明書規定及液體靜壓裝置使用規定(詳見附錄Ⅰ)的開車程式和要求作空動轉試車3~5分鐘。檢查:
① 操縱手柄、伐門、開關等是否靈活、準確、可靠。
② 安全防護、制動(止動)、聯鎖、夾緊機構等裝置是否起作用。
③ 校對機構運動是否有足夠行程,調正並固定限位、定程擋鐵和換向碰塊等。
④ 由機動泵或手拉泵潤滑部位是否有油,潤滑是否良好。
⑤ 機械、液壓、靜壓、氣動、靠模、仿形等裝置的動作、工作循環、溫升、聲音等是否正常。壓力(液壓、氣壓)是否符合規定。確認一切正常後,方可開始工作。
凡連班交接班的設備,交接班人應一起按上述(9條)規定進行檢查,待交接班清楚後,交班人方可離去。凡隔班接班的設備,如發現上一班有嚴重違犯操作規程現象,必須通知班組長或設備員一起查看,並作好記錄,否則按本班違犯操作規程處理。
在設備檢修或調整之後,也必須按上述(9條)規定詳細檢查設備,認為一切無誤後方可開始工作。
三、工作中認真作到:
1、 堅守崗位,精心操作,不做與工作無關的事。因事離開工具機時要停車,關閉電源、氣源。
2、 按工藝規定進行加工。不準任意加大進刀量、磨削量和切(磨)削速度。不準超規範、超負荷、超重量使用工具機。不準精機粗用和大機小用。
3、 刀具、工件應裝夾正確、緊固牢靠。裝卸時不得碰傷工具機。找正刀具、工件不準重錘敲打。不準用加長搬手柄增加力矩的方法緊固刀具、 工件。
4、 不準在工具機主軸錐孔、尾座套筒錐孔及其他工具安裝孔內,安裝與其錐度或孔徑不符、表面有刻痕和不清潔的頂針、刀具、刀套等。
5、 傳動及進給機構的機械變速、刀具與工件的裝夾、調正以及工件的工序間的人工測量等均應在切削、磨削終止,刀具、磨具退離工件後停車進行。
6、 應保持刀具、磨具的鋒利,如變鈍或崩裂應及時磨鋒或更換。
7、 切削、磨削中,刀具、磨具未離開工件,不準停車。
8、 不準擅自拆卸工具機上的安全防護裝置,缺少安全防護裝置的工具機不準工作。
9、 液壓系統除節流伐外其他液壓伐不準私自調整。
10、工具機上特別是導軌面和工作檯面,不準直接放置工具,工件及其他雜物。
11、經常清除工具機上的鐵屑、油污,保持導軌面、滑動面、轉動面、定位基準面和工作檯面清潔。
12、密切注意工具機運轉情況,潤滑情況,如發現動作失靈、震動、發熱、爬行、噪音、異味、碰傷等異常現象,應立即停車檢查,排除故障後,方可繼續工作。
13、工具機發生事故時應立即按總停按鈕,保持事故現場,報告有關部門分析處理。
14、不準在工具機上焊接和補焊工件。
四、工作後認真作到:
1、 將機械、液壓、氣動等操作手柄、伐門、開關等板到非工作位置上。
2、 停止工具機運轉,切斷電源、氣源。
3、 清除鐵屑,清掃工作現場,認真擦淨工具機。導軌面、轉動及滑動面、定位基準面、工作檯面等處加油保養。
4、 認真將班中發現的工具機問題,填到交接班記錄本上,做好交班工作。
附錄Ⅰ:液體靜壓裝置
(如靜壓軸承、導軌)使用規定
1、 先啟動靜壓裝置供油系統油泵,一分鐘後壓力達到設計規定規定值,壓力油使主軸
或工作檯浮起,才能開動工具機運轉。
2、 靜壓裝置在運轉中,不準停止供油。只有在主軸或工作檯完全停止運轉時,才能停
止供油。
3、 靜壓供油系統發生故障突然中斷供油時,必須立即停止靜壓裝置運轉。
4、 經常觀察靜壓油箱和靜壓軸承或靜壓導軌上的油壓表,保持油壓的穩定。如油壓不
穩或發出不正常的噪音等異常現象時,必須立即停車檢查,排除故障後再繼續工作。
5、 注意檢查靜壓油箱內油麵下降情況,油麵高度低於油箱高度的三份之二時,必須及
時補充。
6、 二班制工作的工具機:靜壓油箱每年換油一次,靜壓裝置每年拆洗一次。
常見事故
(1)設備接地不良、漏電,照明沒採用安全電壓,發生觸電事故。
 金屬切削工具機
金屬切削工具機(2)鏇轉部位楔子、銷子突出,沒加防護罩,易絞纏人體。
(3)清除鐵屑無專用工具,操作者未戴護目鏡,發生刺割事故及崩傷眼球。
(4)加工細長桿軸料時尾部無防彎裝置或托架,導致長料甩擊傷人。
(5)零部件裝卡不牢,可飛出擊傷人體。
(6)防護保險裝置、防護欄、保護蓋不全或維修不及時,造成絞傷、碾傷。
(7)砂輪有裂紋或裝卡不合規定,發生砂輪碎片傷人事故。
(8)操作鏇轉工具機戴手套,易發生絞手事故。
危險因素
(1)工具機設備的危險因素
1)靜止狀態的危險因素包括切削刀具的刀刃;突出較長的機械部分,如臥式銑床立柱後方突出的懸樑。
2)直線運動的危險因素包括縱向運動部分,如外圓磨床的往復工作檯;橫向運動部分,如升降台銑床的工作檯;單純直線運動部分,如運動中的皮帶、鏈條;直線運動的凸起部分,如皮帶連線接頭;運動部分和靜止部分的組合,如工作檯與床身;直線運動的刀具,如帶鋸床的帶鋸條。
3)迴轉運動的危險因素包括單純迴轉運動部分,如軸、齒輪、車削的工件;迴轉運動的凸起部分,如手輪的手柄;運動部分和靜止部分的組合,如手輪的輪輻與工具機床身;迴轉部分的刀具,如各種銑刀、圓鋸片。
4)組合運動危險因素包括直線運動與迴轉運動的組合,如皮帶與皮帶輪、齒條與齒輪;迴轉運動與迴轉運動的組合,如相互嚙合的齒輪。
5)飛出物擊傷的危險飛出的刀具、工件或切屑有很大的動能,都能對人體造成傷害。
(2)不安全行為引起的危險 防護裝置主要有:
(1)防護罩用於隔離外露的鏇轉部件,如皮帶輪、鏈輪、齒輪、鏈條、鏇轉軸、法蘭盤和軸頭。
(2)防護擋板、用於隔離磨屑、切屑和潤滑冷卻液,避免其飛濺傷人。一般用鋼板、鋁板和塑膠板作材料。妨礙操作人員觀察的擋板,可用透明的材料製作。
(5)防護欄桿不能在地面上操作的工具機,操縱台周圍應設高度不低於0.8m的欄桿;容易傷人的大型工具機運動部位,如龍門刨床床身兩端也應加設欄桿,以防工作檯往復運動時撞人。
(3)在危險性很高的部位,防護裝置應設計成順序聯鎖結構,當取下或打開防護裝置時,工具機的動力源就被切斷。有一種比較簡單輕便的聯鎖結構——電鎖,它可用於各種形式與尺寸的防護罩的門上。轉動它的鏇鈕,安裝在防護罩門上的鎖體內的門閂就進入固定不動的插座內,關閉防護罩的門。與此同時,三個電源插片也伸出進入插孔而使工具機三相電源接通。由於門閂與插片是聯鎖同時動作的,所以,打開防護罩門,插片退出插孔,工具機電源也就被切斷。
(4)防護裝置可以是固定式的(如防護欄桿),或平日固定,僅在機修、加油潤滑或調整時才取下(如防護罩);也可以是活動式的(如防護擋板)。在需要時還可以用一些大尺寸的輕便擋板(如金屬網)將不安全場地圍起來。
潤滑保養
金屬切削工具機(簡稱工具機)是量大面廣、品種繁多的設備,其結構特點、加工精度、自動化程度、工況條件及使用環境條件有很大差異,對潤滑系統和使用的潤滑劑有不同的要求。
工具機潤滑的特點:
 金屬切削工具機
金屬切削工具機1. 工具機中的主要零部件多為典型機械零部件,標準化、通用化,系列化程度高。例如滑動軸承、滾動軸承、齒輪、蝸輪副、滾動及滑動導軌、螺鏇傳動副(絲槓螺母副)、離合器、液壓系統、凸輪等等,潤滑情況各不相同。
2. 工具機的使用環境條件。 工具機通常安裝在室內環境中使用,夏季環境溫度最高為40℃,冬季氣溫低於0℃時多採取供暖方式使環境溫度高於5-10℃,高精度工具機要求恆溫空調環境,一般在20℃上下。但由於不少工具機的精度要求和自動化程度較高,對潤滑油的粘度、抗氧化性(使用壽命)和油的清潔度的要求較嚴格。
3. 工具機的工況條件。不同類型和不同規格尺寸的工具機,甚至在同一種工具機上由於加工件的情況不同,工況條件有很大不同。對潤滑的要求有所不同。例如高速內圓磨床的砂輪主軸軸承與重型車床的重載、低速主軸軸承對潤滑方法和潤滑劑的要求有很大不同。前者需要使用油霧或油/氣潤滑系統潤滑,使用較低粘度的潤滑油,而後者則需用油浴或壓力循環潤滑系統潤滑,使用較高粘度的油品。
4. 潤滑油品與潤滑冷卻液、橡膠密封件、油漆材料等的適應性。在大多數工具機上使用了潤滑冷卻液,在潤滑油中,常常由於混入冷卻液而使油品乳化及變質、機件生鏽等,使橡膠密封件膨脹變形,使零件表面油漆塗層起泡、剝落。因此應考慮潤滑油品與潤滑冷卻液、橡膠密封件、油漆材料的適應性、防止漏油等。特別是隨著工具機自動化程度的提高,在一些自動化和數控工具機上使用了潤滑/冷卻通用油,既可作潤滑油、也可作為潤滑冷卻液使用。
刨削、插削、拉削及其加工
 刨床
刨床刨削
刨床主要用於各種平面、溝槽和成形表面的加工。刨床主運動是刀具或工作檯的直線往復運動,換向時慣性力較大。這限制了主運動速度的提高(單位m/min)。因空行程不進行切削,故生產率較低。在大批量生產中,逐漸被銑削和拉削代替。但因結構簡單、調整方便。在單件生產和維修中仍採用刨削。
1、牛頭刨床
牛頭刨床在單件小批生產及修配加工中套用較為廣泛。它的主參數是指最大刨削長度。
刨削時,工件裝夾在工作檯上。工作檯沿床身垂直導軌作上下移動,沿橫樑導軌作水平移動,調整工作相對於刀具的位置。刨刀裝夾於刀架上,靠滑枕沿床身水平導軌作水平往復運動,形成主運動。進給運動是在空行程中通過棘輪機構間歇轉動帶動工作檯沿橫樑水平導軌移動來實現。搖動刀架上方的手柄可調節吃刀深度,或實現刨側面時的手動垂直(或斜向)進給。主運動速度,進給運動速度,主運動的行程長短以及主運動的起、終點位置,均可利用相應的手柄來調節。
在空行程時,為防止刀具與工件之間摩擦,將被刨刀抬起,工作行程時,再靠自重或利用電磁裝置將刨刀復位。
牛頭刨床的刀架可繞水平軸轉過一定角度實現刨斜面。
2、龍門刨床
工件裝夾在工作檯上,工作檯沿床身導軌作直線往復運動(主運動)。側刀架可沿立柱導軌上下移動(垂直進給)以加工垂直面,上刀架可沿橫樑導軌作水平移動(水平進給)以加工水平面,同時橫樑又可帶動全部上刀架沿立柱導軌上下移動以調節刨刀高度。另外,所有刀架均可轉過一個角度以刨削斜面。其主參數是指最大刨削寬度。
龍門刨床主要用來加工大平面,尤其是長而窄的平面,也可用來加工溝槽或同時加工幾個中、小型零件的平面。由於巨型工件裝夾較費時,所以大型龍門刨床往往還有銑頭和磨頭等附屬檔案,以便使工件在一次安裝中完成刨、銑及磨等工作。這種工具機又稱為龍門刨銑床或龍門刨銑磨床。這種工具機的工作檯既可作快速的主運動,又可作慢速的進給運動。
刨削的套用範圍及加工特點
刨削主要完成水平面、垂直面、斜面、直槽、燕尾槽、T形槽及成形面的加工,如圖31-40所示。刨削加工有如下特點:
1、在牛頭刨床上刨削時,滑枕處於懸臂狀態,懸臂越長則剛性越差,再加衝擊引起的振動,使刨削精度降低。牛頭刨床刨削的經濟精度為IT10~IT11級,表面粗糙度為R=1.6~3.2μm。只能滿足一般使用要求,龍門刨削則不存在上述不利因素。
2、刨削的主運動為往復直線運動,受慣性限制,使刨削速度很難提高,再加上空程時不切削,所以刨削生產率較低,一般只適用於單件小批生產及修配。
但加工型平面,尤其是大型狹長平面,龍門刨削現在仍是生產中使用的主要方法之一(另一種大型平面的加工方法是在龍門銑床上銑削,具有很高的生產率)
插床
插床的滑枕可沿立柱的導軌作上下往復運動,使刀具實現主運動。工件安裝在圓工作檯上,圓工作檯可帶動工件迴轉,作間歇的圓周進給。上滑座和下滑座可分別帶動工件作縱向和橫向進給。插床的生產率較低,通常只用於單件、小批生產中插削槽、平面及成型表面等。插麻的主參數是指最大插削長度,單位mm。
拉床
拉床是指用拉刀進行加工的工具機。拉床用於加工通孔、平面及成形表面。拉削時拉刀使被加工表面在一次走刀中成形,所以拉閒的運動比較簡單,它只有主運動,沒有進給運動。切削時,拉刀作低速平穩的直線運動,同時拉刀承受的切削力也很大,所以拉床的主運動通常是由液壓驅動的。拉刀或固定拉刀的滑座往往是由油缸的活塞桿帶動的。拉床主參數指額定拉力。
拉削屬封閉切削,排屑、冷卻潤滑困難。由於拉刀同時工作的齒較多,所以切削力大。但拉削速度較低(為3~8m/min)。採用液壓傳動,工作平穩,薄的切削層,高精度的拉刀,可獲得較高的精度(IT6~IT8)和較小的粗糙度(0.1~1.6μm)。拉削時,每一刀齒只工作一次,拉刀的耐用度和使用壽命很高。拉刀所有刀齒通過後,即完成全部粗、精加工;所以生產率高。
行業現狀
2011年我國金屬切削工具機行業維持了較高景氣度,行業營收增速維持在20%以上,利潤增速維持在20%左右,主要是2010年巨觀經濟形勢較好,工業企業設備採購投資意願較強,延後效應使得2011年工具機行業表現較好。2011、2012年巨觀經濟環境惡化,導致2012年以來工具機行業營收、利潤增速下滑幅度擴大。
而2013年以來,經濟成長中樞下移的邊際效應減弱,經濟弱復甦態勢確立,工具機下遊行業的投資意願有所回升。雖然行業利潤增速仍處下滑態勢,但下滑幅度明顯收窄。2013年工具機行業的回暖有望使2014年行業收入、利潤增速進一步提升。
