
特點及套用
火焰釺焊是利用可燃氣體或液體燃料的氣化產物與氧或空氣混合燃燒所形成的火焰來進行釺焊加熱的。火焰釺焊套用很廣。它通用性大,工藝過程較簡單,操作技術容易掌握,也容易實現自動化的操作;設備的初期投資低,燃燒氣體的種類很多,來源方便可靠;火焰釺焊在空氣中完成,不需要保護氣體,通常需要使用釺劑;釺料的選擇範圍寬,從低溫的銀基釺料到高溫的鎳和銅基釺料,都可以套用,並且對釺料的形狀幾乎沒有要求,絲狀、片狀、預成形或膏狀形式的釺料都可以套用在火焰釺焊中。
火焰釺焊也存在一些缺點,如火焰釺焊是在一個氧化環境中完成的,釺焊後接頭表面有釺劑殘渣和熱垢;手工操作時加熱溫度難掌握,因此要求工人有較高的技術水平;不適宜釺焊鈦和鋯等容易氧化的金屬;火焰釺焊是一個局部加熱過程,可能在母材中引起應力或變形。火焰釺焊主要用於以銅基釺料、銀基釺料釺焊碳鋼、鋁合金。低合金鋼、不鏽鋼、銅及銅合金的薄壁和小型焊件,也用於以鋁基釺料釺焊鋁及鋁合金。
用燃氣
火焰釺焊所用的燃氣可以是乙炔、丙烷、石油氣、霧化汽油、煤氣等。助燃氣體是氧和壓縮氣體。火焰有兩層結構,外層淡藍色的冠狀焰是氧化焰,燃燒完全,溫度最高,富氧,過度加熱容易使工件金屬表面氧化;內層深藍色的焰心是還原焰,溫度較低,缺氧,富一氧化碳,能保護金屬免於氧化。
氧乙炔焰是最常用的火焰。氧乙炔焰的內焰區溫度最高,可達3000℃以上,因此廣泛用於氣焊。但釺焊時只需把母材加熱到比釺料熔點高一些的溫度即可,故常用火焰的外焰來加熱,因為該區火焰的溫度較低而體積大,加熱比較均勻。一般使用中性焰或碳化焰,以防止母材和釺料氧化。
當加熱溫度不要求太高時,可以採用壓縮空氣來代替純氧,用丙烷、石油氣、霧化汽油代替乙炔。這些火焰的溫度較低,而且不用乙炔的火焰不會污染釺劑,適用於釺焊比較小的工件以及鋁及鋁合金。
火焰釺焊設備
火焰釺焊設備的主要組成部分包括氣源、閥門、傳輸氣體的軟管或管路系統、焊炬、噴嘴、安全裝置以及其他輔助裝置。
1、手工火焰釺焊設備
用於手工火焰釺焊的設備從本質上來講與氧一燃氣焊接設備相同,主要差別是噴嘴,所以在此主要講解噴嘴的結構。
各種火焰釺焊的噴嘴根據焊炬尺寸、被加熱的工件尺寸和選擇的燃氣來確定。噴嘴通常由銅合金製造。乙炔氣或氫氣使用的噴嘴口是平的;用於丙烷或液化石油氣的噴嘴,在噴嘴口有一個凹面,以防止側向風吹滅火焰。
熱負荷取決於焊炬型號和噴嘴孔面積;火焰長度取決於孔道比,即噴嘴孔直徑/噴嘴孔長度。孔道比減小,火焰縮短。火焰噪聲取決於噴嘴孔數量,噴嘴孔多噪聲會減弱。下圖為特種多孔噴嘴。
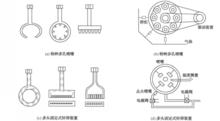 特種多孔噴嘴
特種多孔噴嘴2、自動化的火焰釺焊設備
自動化設備通常被設計成使用多位焊炬。增加加熱組件焊炬的數量,能夠增加加熱速度和批量生產效率。使用在自動化釺焊生產中的三種主要設備類型是旋轉轉位火焰釺焊機、在線上輸送線釺焊設備、往返裝置。
(1)旋轉轉位火焰釺焊機
機械釺焊最常見的設備是旋轉轉位火焰釺焊機。驅動裝置常用斷續行進的轉位形式,但可以使用連續驅動,這些機器使用了逐步加熱,即部件隨著轉台的轉位通過多處加熱站後,溫度增加,直到在最後的加熱站完成釺焊。
旋轉轉位火焰釺焊機可以設計成任何數量的轉位站,一般情況下設計成有固定數量的轉位裝置。轉台需要穩定和有力,運轉時無振動。由於釺劑具有腐蝕性,旋轉工作檯的上部通常採用不鏽鋼製作。驅動器需要為在加熱過程中的部件提供穩定和精確的定位,它需要在通過一周的轉位時平穩地加速和減速,以防止在加熱過程中夾具對不準,並且避免釺料在凝固過程中移動。轉台上的夾具用抗腐蝕和耐熱材料製成。通過使用一些簡單的插條,一組類似的釺焊件,具有同樣接頭尺寸和位置的部件可以在同一台機器上釺焊。
(2)在線上線形輸送線釺焊設備
在線上線形輸送線釺焊設備是由輸送帶、組件作業系統和燃燒系統組成。下圖所示為一個用於空調兩器釺焊的在線上線形輸送線系統。
 在線上線形輸送線系統
在線上線形輸送線系統燃燒系統設計成與預期的生產速度相匹配,歧管的長度和每個歧管上的燃燒器數量是可以改變的。歧管越長,允許的線速越快。歧管系統的長度和多頭的歧管在滿足組件要求更高熱量時是有限制的。
(3)往返裝置
往返裝置在單一的位置提供了一個固定的加熱方式,多焊炬布置,這將得到比一個焊工在一個工位上更快的生產速度,但要比旋轉轉位火焰釺焊機和在線上線形輸送線釺焊設備要慢。在往返系統中或者是焊炬移動或者是組件移動。
典型的工作順序是:操作工上件,向工件上加釺料、釺劑,固定的組件被移送到熱源中;在釺料完成流動之後,組件被移出熱源,釺料凝固,組件被水冷;完成冷卻之後,操作者取下釺焊組件。
火焰釺焊工藝
釺焊前,首先對工件表面進行嚴格的清理。然後調節火焰,在釺焊區域進行加熱。釺焊時,要保持一個均勻的溫度,尤其是在結合面上的溫度要均勻一致地達到釺焊溫度,故應儘可能地在釺焊溫度下維持一段時間,以完成釺料向接頭縫隙的流人和氣體的析出。為了達到這個目的,在手工釺焊的過程中,焊炬要不停地擺動;在自動化操作中,工件通過加熱區域時,要擺動和旋轉工件,或者將火焰圍繞著工件移動。
手工火焰釺焊操作中通常採用送進式加釺焊材料,在自動化火焰釺焊操作中,可以使用預製的釺料或釺劑。當採用手工將釺料絲送到接頭上時,先將釺料絲浸在釺劑中,然後用釺料黏釺劑抹到接頭上,工件加熱過程中可以多次完成這個動作,甚至在加了釺料以後,如果有阻礙釺料流動的現象,也可以通過增加釺劑的辦法來彌補,同時控制熱量使熔化的釺料貫穿接頭流動。完成釺焊後,必須使接頭在靜止的狀態下冷卻到釺料的固相線以下,以防止接頭開裂。
