
前言
本 標 準 為條款強制性標準。
強 制 性 條款為:表3中透氧率指標和衛生指標。
依 據 本 標準製成的液體食品包裝膜、袋,其表面印刷用油墨以及一切與食品直接或間接接觸的材料的質量,必須符合國家衛生部門發布的相關法律法規和相關國家標準中的規定。
本 標 準 中未作詳細規定的“致病菌”的檢驗內容和檢驗方法按國家衛生部門發布的相關法律法規執行。
本 標 準 的附錄A和附錄B為規範性附錄。
本 標 準 由國家標準化管理委員會提出。
本 標 準 由全國塑膠製品標準化技術委員會歸口。
本 標 準 起草單位:中國標準化協會、中國包裝產品質量認證中心、中國包裝技術協會無菌包裝委員會、利樂(中國)有限公司、山東泉林紙業有限公司、四川威之國際新材料有限公司。
本 標 準 主要起草人:李世元、李書良、許耀明、藍欽棠、劉保忠、王利、王威之。
引言
目 前 ,液 體食品已經得到世界廣大消費者的青睞,液體食品包裝用材料的質量已成為保護廣大消費者身體健康的重要因素之一。
為滿 足 液體食品商品的市場準人要求,保障消費者的安全和健康;給相關企業、檢驗、監督和認證部門提供科學、可靠的質量技術依據;為促進我國國民經濟的不斷發展服務,特制定本標準。
範圍
本 標 準 規定了液體食品包裝用塑膠複合膜、袋的分類、要求、試驗方法、檢驗規則、標誌、包裝、運輸和貯存。
本 標 準 適用於厚度小於 0.2 m m的由塑膠與塑膠、塑膠與紙和鋁箔(或其他阻透材料)複合而成的包裝材料,也適用於用上述材料製成的包裝袋。
規範性引用檔案
下 列 文 件中的條款通過本標準的引用而成為本標準的條款。凡是注 日期的引用檔案,其隨後所有的修改單(不包括勘誤的內容)或修訂版均不適用於本標準,然而,鼓勵根據本標準達成協定的各方研究是否可使用這些檔案的最新版本。凡是不注日期的引用檔案,其最新版本適用於本標準。
GB /T 191 包裝儲運圖示標誌
GB /T 1038-2000 塑膠薄膜和薄片氣體透過性試驗方法 壓差法
GB /T 2828.1 計數抽樣檢驗程式 第 1部分:按接受質量限(AQL)檢索的逐批檢驗抽樣計畫
GB /T 4 789.2 食品衛生微生物學檢驗 菌落總數測定
GB /T 5 009.60 食品包裝用聚乙烯、聚苯乙烯、聚丙烯成型品衛生標準的分析方法
GB /T 6 673 塑膠薄膜和薄片長度和寬度的測定
GB /T 8 808-1988 軟質複合塑膠材料剝離試驗方法
GB 9 68 3 複合食品包裝袋衛生標準
GB 9 68 7 食品包裝用聚乙烯成型品衛生標準
GB /T 1 3022-1991 塑膠薄膜拉伸性能試驗方法
術語和定義
下 列 術 語和定義適用於本標準。
液 體 食 品 liquidf ood
可 以 在 管道中流動的食品,例如:液體、帶顆粒液體、醬體等。
無菌 包 裝 asepticp ackaging
將 經 過 滅菌的食品(飲料、奶製品等),在無菌環境中包裝,封閉在經過滅菌的容器中,使其在不加防腐劑和常溫條件下能夠進行運輸和貯存。
搭接 la psealing
材 料 外 表面與和食品接觸的材料內表面相互封合連線。
對 接 facet of acet ouchs ealing
與食 品 接觸的材料內表面之間相互封合連線。
分類
按用途和材料結構
分 為 :普 通包裝用塑膠複合膜,簡稱為 SS膜;無菌包裝用塑膠複合膜,簡稱為 W SS膜;無菌包裝用塑膠與紙和鋁箔(或其他阻透材料)複合膜,簡稱為WSLZ膜,共三種。
按產品形式
分 為 :卷 筒和包裝袋兩種形式。
要求
外觀質量
無污染、無塵埃。
印刷圖案清晰完整,無明顯變形和色差,無殘缺和錯印。
複合膜表面平整、無皺褶、無孔洞、無裂紋、無氣泡、無分層和無缺損。
複合包裝袋封合處基本平直、無氣泡。
捲筒管芯內表面應平整、光滑;成品卷的鬆緊程度均勻,端面整齊、無毛邊。
尺寸偏差
尺寸偏差見表1。
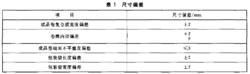 表 1 尺 寸 偏 差
表 1 尺 寸 偏 差印刷圖案的尺寸偏差見表2。
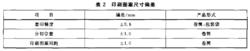 表2 印刷圖案尺寸偏差
表2 印刷圖案尺寸偏差接頭數量、要求和標記
卷 筒 材 料的每卷總長度小於等於 600m 時,接頭數量小於等於 3個;每卷總長度大於 600 m時,接頭數量小於等於5個;相鄰兩接頭之間的距離大於25 m,接頭與兩端的距離大於25 m;接頭處的印刷圖案應對正和連線牢固,在使用過程中不應斷開,接頭處應標有明顯標記。
機械性能和物理性能
塑 料 復 合膜的機械性能和物理性能見表 3。
 表 3 塑膠複合膜機械性能和物理性能
表 3 塑膠複合膜機械性能和物理性能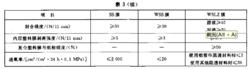 表 3 塑膠複合膜機械性能和物理性能(續)
表 3 塑膠複合膜機械性能和物理性能(續)衛生指標
SS膜和 W SS膜的衛生指標應符合 GB 9683中規定。
WSLZ膜的衛生指標應符合 GB 9687中規定。
表4給出了塑膠複合膜與食品接觸表面的微生物指標。
 表 4 塑 料 復 合 膜 與 食 品 接 觸 裹 面 微 生 物 指 標
表 4 塑 料 復 合 膜 與 食 品 接 觸 裹 面 微 生 物 指 標耐壓性能
以捲筒形式和包裝袋形式供應產品的試驗用封合包裝袋數量,應由供貨方按規定提供,內容物為水,其尺寸由用戶方規定。
表5給出了包裝袋的耐壓性能。
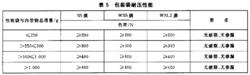 表 5 包 裝 袋 耐 壓 性 能
表 5 包 裝 袋 耐 壓 性 能跌落性能
以捲筒形式和包裝袋形式供應產品的試驗用封合包裝袋數量,應由供貨方按規定提供,內容物為水,其尺寸由用戶方規定。
表6給出了包裝袋的跌落性能。
 表 6 包 裝 袋 跌 落 性 能
表 6 包 裝 袋 跌 落 性 能試驗方法
外觀質量
按 “外觀質量”在自然光下用目測方法進行。
供應材料尺寸偏差
捲筒內徑偏差、複合膜捲筒端面不平整度偏差
用 分 辨 率為 0.1m m的遊標卡尺進行。
複合膜捲筒寬度偏差、包裝袋長度偏差、包裝袋寬度偏差
按 G B/ T 6673進行。
印刷圖案尺寸偏差
套印精度
用 10 倍 刻度放大鏡進行。
分切位里、印刷圖案間距
用 分 辨 率為 0.0 2m m的遊標卡尺進行。
拉斷力、拉伸強度
按 G B/ T 13022-1991試樣為m型、試驗速度為 100m m/min士10m m/min進行。
封合強度
試 驗 用 封合包裝袋數量,應由供貨方按規定提供,按附錄A進行。
內層塑膠膜剝離強度
按 G B /T 8808-1988進行 。
複合塑膠膜與紙粘結度
按 附 錄 B進行。
透氧率
按 G B/ T 1038-2000進行。
塑膠複合膜的衛生指標
按 G B/ T 5009.60進行。
塑膠複合膜與食品接觸表面微生物指標
按 G B/ T 4789.2及衛生檢疫部門規定進行。
耐壓性能
圖1所示為耐壓性能試驗裝置
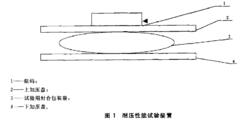 圖1 耐壓性能試驗裝置
圖1 耐壓性能試驗裝置試驗用封合包裝袋數量大於等於5個。
耐壓時間大於等於1 min,試驗用封合包裝袋不應滲漏和破裂。
跌落性能
試驗面應為堅硬、光滑的水平面(如:壓光水泥地面或水磨石地面等),不應有尖銳物體。
試驗用封合包裝袋數量大於等於5個。
試驗用封合包裝袋不應滲漏和破裂。
檢驗規則
檢驗型式
分為:出廠檢驗、型式檢驗。
在下列之一情況下,應進行型式檢驗:
a) 首 批生產;
b) 質 量監督機構提出質量檢查要求;
c) 供 需雙方發生質量糾紛;
d) 原 材料、工藝或結構明顯改變;
e) 停 產6個月以上,重新生產時;
f) 連 續 每生產一年時。
出廠檢驗和型式檢驗的內容
表7給出了出廠檢驗的項目。
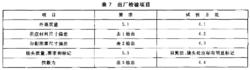 表 7 出 廠 檢 驗 項 目
表 7 出 廠 檢 驗 項 目表8給出了型式檢驗項目。
 表8 型式檢驗項目
表8 型式檢驗項目檢驗的組批
同一 品 種、同一規格為一批。以包裝袋形式交貨的,每批數量不超過 10 000 00個。以捲筒形式文貨的,每批數量不超過50 000 m。
抽樣和質量判定
產品的外觀質量,尺寸偏差,接頭數量、要求和標記檢驗按GB/T 2828.1 中一般檢查,IL= 2,二次抽樣方案,AQL=O. 65進行抽樣和質量判斷。
以捲筒形式交貨的產品折合成袋總數抽取試樣。
產品的衛生指標檢查,每項檢查內容從樣本中抽取一組試樣進行檢查,如有1項以上指標(含1項指標)不合格時,該批產品即被判定為不合格。
產品的機械性能、物理性能、耐壓性能和跌落性能檢查,每項檢查內容從樣本中抽取一組試樣進行檢查,如有1項以上指標(含1項指標)不合格時,需要加倍截取試樣進行復驗。
復驗後,如所有項目指標都合格時,則判定該批產品為合格,如仍有1項以上指標(含1項指標)不合格時,則判定該批產品為不合格。
標誌、包裝、運輸和貯存
標誌
每批交付貨物的外包裝表面明顯處,應有中、英文標誌,內容為:
a) 訂 貨號;
b) 收 貨地點和收貨單位;
c) 產 品名稱;
d) 產 品規格、數量 ;
e) 產 品體積、重量;
f) 生 產 日期;
B) 發 貨生產廠商等。
如 發 貨 單位和收貨單位都是國內單位,可以不用英文標註。
防雨、防曬、防潮、防污染、防碰撞標誌按GB/T 191執行。
包裝
以複合膜捲筒形式供應材料的包裝
每捲筒均用收縮膜進行一次包裝。
按上面包裝後,可用紙箱或托盤進行二次包裝,每批包裝內應附有該批《合格證明書》或標有“合格”字樣的標籤。
以包裝袋形式供應材料的包裝
按用戶規定的數量,用紙箱進行一次包裝。
按上述進行一次包裝後,可用收縮膜進行二次包裝。每批包裝內應附有該批《合格證明書》或標有“合格”字樣的標籤。
運輸
運輸中應注意防雨、防曬、防潮、防污染、防碰傷。
搬運中嚴禁碰撞,不允許從高處扔下或就地翻滾。
貯存
應保持清潔、陰涼、乾燥,應遠離熱源和污染源,嚴禁與有害和有毒物品同一倉庫混合放置。
從生產之日起,貯存期限不能超過一年。
附 錄 A
(規 范 性 附錄)
封合強度的試驗方法
要求
測量符合寬度要求的封合試樣在斷裂時的最大載荷。
測量儀器、測量器具
試驗機:讀數誤差應為士1%。
遊標卡尺:解析度為 0.02m m。
直尺:解析度為 1m m。
試樣
取樣
WSLZ膜
沿 垂 直 橫封合方向截取試樣,作對接封合強度試驗;沿垂直縱封合方向截取試樣,作搭接封合強度試驗,並允許將符合使用條件的保護封條同時封上。
SS膜、WSS膜
先 封 合 成包裝袋形式,然後沿與封合垂直方向截取試樣作封合強度試驗。
封合形式
可 由 生 產廠商規定。
尺寸
應 是 長 度為 100 mm士1 mm、寬度為 15 mm士0.1 m m 的長方形;如不能取到展開長度為100 mm士1 mm的試樣時,允許用粘接帶從兩端粘接同樣材料,達到試樣規定尺寸。
數量
每 次 截 取試樣數量大於 10個,試驗結果為 10個試樣數據的平均值 ,取三位有效數字,單位為N/15 mm,
試驗步驟
試樣應在溫度 23℃士2℃條件下作 4h狀態調節。
將經過狀態調節的試樣,以封合部位為中心線,展開呈 180°,把試樣的兩端分別夾在試驗機的夾具上,應使試樣縱軸與上下中心線相重合,並要鬆緊度適宜,以防止試樣滑出脫落或斷裂在夾具內。
夾具間距離為50 mm,試驗速度為300 mm/min士20 mm/min,讀取試樣斷裂時最大載荷。
若試樣斷裂在夾具內,則此試樣作廢,重新截取試樣補做試驗。
附 錄 B
(規 范 性 附 錄 )
複合塑膠膜與紙粘結度的試驗方法
範圍
本附錄僅適用於以捲筒形式,由塑膠與紙和鋁箔(或其他阻透材料)複合而成的材料。
試驗步驟
從試樣上截取長度為 1m 、寬度為幅寬的二次試樣,將其放置在平面上,內層 PE面向上放置。
從二次試樣的一角開始,用刀在紙與複合PE層之間剝離開,慢慢撕下一條,寬度為30 mm-50 mm,穿過整個幅寬。視覺檢查暴露的複合層表面,判斷塑膠表面上枯有紙纖維的面積百分率。從對角反向重複此試驗步驟。
繼續用刀將試樣整幅分成寬度為 80m m的條若干,手工慢慢將其從機器方向及反方向剝離開,視覺檢查其暴露的複合層表面,判斷塑膠表面上粘有紙纖維的面積百分率,以較差的結果為準。
