 導水機構
導水機構施工方案
 三峽alstom水輪機導水機構結構設計
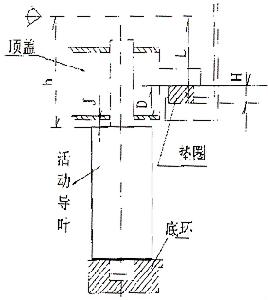
三峽alstom水輪機導水機構結構設計底環的中心與高程是整台機組安裝的基礎。其精確定位是十分重要的。底環頂面高程的定位是通過固定導葉中心量取1/2的導水機構淨高即1495mm來決定。由此再定出放置在底環底部的墊片厚度;其中心的定位是根據機坑測定時座環的中心確定。方位為:從固定導葉出水邊到軸套中心角度丫為6.5°從軸套中心到X軸線夾角X為0.5°由此換算出對應的弧長來量取。
2.2頂蓋安裝
底環定位以後,頂蓋的高程將決定了導葉的端部間隙,根據ALSTOM的安裝程式規定,先吊入8個較長的導葉,再加上2mm(導葉端部間隙)來確定墊片的厚度。中心的確定是掛鋼琴線以底環上的下固定止漏環為基準,測出中心,調整頂蓋。方位的確定則是通過對導葉上、中、下軸套座的中心測量來調整頂蓋。
2.3導葉軸套同軸度測量方法
頂蓋吊入機坑後,根據軸線初步定中心後,檢查上、中、下軸套的同軸度,從而確定頂蓋需要調整的方向和方位。
在5#機軸套同軸度測量時,以上軸套為基準,測量其餘兩個軸套的同軸度。開始使用的是ALSTTOM提供的測量儀器,後來發現不能回零,改用傳統的掛鋼琴線方法。根據3個軸套分別測得的數據,計算3個軸套的同軸度,從而確定頂蓋是否需要調整。
但是根據後來的結果以及立面間隙問題,反映出來導葉有可能是傾斜的。而且中軸套與軸套孔的間距最小,因此~後以中軸套為基準進行測量。
2.4導葉端部間隙確定
導水機構預裝主要是要解決好導葉的端面間隙問題。因為機組尺寸大,尺寸公差、加工誤差、運輸中的變形都比預想的大,溫度的影響也都成了不可忽略的因素,從而導致其一些特殊的安裝程式。
由於底環的墊板是放置在底環下三道機加工面內的凹槽內,由底環高度的差異導致底環安裝後抗磨板面水平的差異。而導葉的加工誤差允許有0.50mm,為了保證導葉端部間隙的均勻性,在具體安裝時,根據底環抗磨板面的不平度,採用了長的導葉放置在底環抗磨板面位置偏低的地方,短的導葉放置在抗磨板面位置偏高的地方,從而部分消除底環抗磨板面不平的偏差。
2.5摩擦試驗
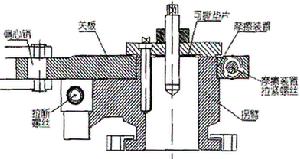
導葉聯臂與操作環的聯接採用固定孔距的雙連板裝置。與操作環聯接的一端用圓柱銷固定,與聯臂連線的一端用一個偏心銷聯接,偏心距為7mm。聯臂套裝在拐臂上,其與拐臂間有一圈用摩擦材料裝配成的摩擦付,平時操作環的傳動靠這摩擦付來傳動拐臂及導葉。所以這個摩擦力要大於水力矩但要小於拉斷螺栓的拉斷力。一旦導葉在關閉過程中受阻聯臂與拐臂間的摩擦力將打滑,傳動力由拉斷螺栓承擔,進而被拉斷為止,從而保護了導。十及傳動零部件的安全。
2.6導葉立面間隙
因為中軸套和下軸套與軸頸的間隙較大,在水壓力下導葉的關閉較緊密,導葉立.面間隙的調整應該用鋼絲繩捆綁檢查。用偏心銷重複幾次把間隙調均勻,最終在壓緊行程下再次檢查立面間隙。
3施工方案的最佳化
針對第三台機水輪機部件到貨遲(尤其是轉輪)、又要在2003年實現機組發電目標的情況下,對原安裝程式進行了科學合理的調整,即底環一次吊裝,頂蓋三次吊裝,水發大軸聯軸孔在機坑外加工後整體吊裝的方案,縮短了轉輪到貨以後的安裝直線工期,取得了顯著的成效。同時在前兩台機施工謹嚴的基礎上對一些細部的工序進行了最佳化和科學合理的安排,這樣進一步縮短了工期使得從轉輪吊裝到機組充水分別縮短了305天和146天。
3.1底環一次吊裝
通常是在底環第一次吊入機坑時(即預裝),鑽底環定位銷釘孔以及確定底環與基礎環把合螺栓孔的位置。之後在基礎環機加工完成之後,將底環二次吊人正式安裝。但在4#機安裝時,在機坑測定後機組中心確定的情況下,用水準儀精確定位24個螺栓孔的位置,包括半徑和方位。這樣在底環安裝之前即可進行基礎環墊板位置的鍃平以及連線螺栓孔的機加工,並且進行墊板的加工。在底環吊入機坑之後,只需要鑽定位銷釘孔,減少了底環吊裝次數。由於取消了預裝。節省了10餘天安裝直線工期。
3.2頂蓋三次吊裝
底環安裝之後,即進行頂蓋預裝(第一次頂蓋吊裝);預裝之後。進行座環機加工,以上與原安裝程式相同。在相關工作完成之後,距離轉輪到貨尚有一個月時間,為了進一步節省工期,暫時將頂蓋第二次吊人機坑。在這一過程中,進行中軸套、上軸套的安裝以及上軸套的定位銷釘孔加工:;在轉輪到貨前,將頂蓋以及軸套等相關部件吊出機坑。在轉輪安裝之後,再將頂蓋第三次吊人機坑,開始進行頂蓋的正式安裝。
3.3水輪機軸和發電機下端軸在安裝間提前鏜孔
在4#機安裝時,針對轉輪到貨遲的特殊情況,在安裝間將水輪機軸放於支墩上,調整後將發電機軸吊人,調整完後開始鏜孔。這樣在轉輪吊裝之後,即可將水輪機軸和發電機軸整體吊入機坑,整個過程從軸開始吊裝到最終驗收完成只用了5天時間,縮短了直線工期20餘天。
4結束語
(1)5#機底環和6井機底環的下平面加有76塊墊片,均布在三個內凹的環面上,只在中環導葉的軸套孔內有24個固定螺絲。因為內凹,三個環面的厚度不盡一致,給測量以及墊片是否與底環接觸帶來困難。4井機底環的墊板安裝面呈凸形,較好的解決了上述問題,底環的加工高度精度也提高了,因此安裝後底環的水平也上了一個台階。
(2)導葉保護裝置採用的是水平布置的拉斷螺栓,與通常的剪斷銷有所不同。通過5#機過速試驗發現廠家原設計的拉斷螺栓最小斷面直徑27.5mm偏小,不足以抗衡共振產生的破斷力及動水關閉導葉的操作力矩。根據結構設計,拉斷螺栓能承受一定的拉應力,而承受力剪下及彎曲應力受力較弱。而後增大了拉斷螺栓的端面面積,較好的解決了受力問題。
(3)雖然在安裝和調試過程中遇到了很多問題,使得工期受到了很大的影響。但運行中機組的震動等各方面特性是非常優良的。
(4)在安裝過程中發現,導葉端部間隙前後測量的數據不同,趨勢是隨著溫度升高,實測間隙偏小。由於間隙的變化特別是下端部間隙直接影響了導葉的動作,建議在今後機組安裝的過程中可根據安裝時的環境適當增大導葉的端部總間隙,以滿足在不同溫度下的間隙變化。
