
主要原理
 噴氣紡紗
噴氣紡紗噴氣紡紗的主要原理是利用噴射氣流對牽伸後,纖維條施行加捻時,纖維條
上一些頭端自由纖維包纏在纖維條外圍紡紗。有單噴嘴和雙噴嘴式兩種,後者紡紗質量好且穩定。纖維條被牽伸裝置拉細,從前羅拉輸出,經第一噴嘴、第二噴嘴、導紗鉤、引紗羅拉,由槽筒卷繞成筒子.兩噴嘴的渦流鏇轉方向相反,且第二噴嘴的鏇渦強度大於第一噴嘴,使兩個噴嘴間紗條上的捻回能克服第一噴嘴對紗條所加的扭矩和阻力,傳向前羅拉鉗口處.纖維條外圍被加捻的纖維自由頭端受第一噴嘴的影響,以相反的方向包纏到纖維條上.受捻的紗芯部分纖維經過噴嘴後退拈,而包纏纖維則在反向退拈過程中愈包愈緊.提供成紗強力及抱合力。 同環錠紡紗比較,噴氣紡紗有產量高、卷裝大、工序短等優點.噴氣紡紗速度範圍由100-200米/分鐘,適紡紗支範圍是:5.5-3.0特斯。產量為環錠紡10倍,氣流紡2倍,適紡各種短纖和長絲包芯紗、加工合股中長化纖紗.日本村田為噴氣紡專家,其產品有MJS,MVS,RJS。噴氣紡紗形態似氣流紡,手感硬,毛羽好。
織造條件
對原紗的要求
 噴氣紡紗
噴氣紡紗由於噴氣織機是利用氣流將緯紗加速噴入梭口,要求緯紗能承受一
定的氣流壓力和摩擦力,加之引緯氣流無力排除由經紗不良而造成的各種影響。因此,噴氣織機對原紗質量要求較高,原紗必須具有較高強力,良好的彈性和瞬時恢復其彈性的能力,且具有較大的斷裂功和良好的耐磨性。條幹CV值達到1989年烏斯特公報50%時可用,達到25%時效果較佳,要求紗線最低強力高,更重要的是單強CV值小,通常應掌握在10%以內為佳;A3、B3、C3、D2以上九級有害紗疵對噴氣織機織造影響很大,原紗10萬m紗疵在30個以下為好。
對織前準備
2.1 絡紗
 噴氣紡紗
噴氣紡紗採用電子清紗器清除相當於烏斯特紗疵分析儀上A4到D4的紗疵,用捻接法代替打結法,對高密織物尤應如此。有條件的可採用自動絡筒機,對筒子質量要求是卷好退好。
鑒於目前高速整經的速度仍低於噴氣引緯的速度,所以對經紗筒子卷裝及其質量要求可與緯紗筒子一樣對待。 2.2 整經
要求片紗張力均勻、卷繞均勻、排列均勻,利於退繞,沒有倒斷頭產生。低的斷頭次數對提高整經質量和效率十分重要,應儘量將整經斷頭控制在0.5次/100萬m以內。
2.3 漿紗
因噴氣織機對梭口清晰度的要求比劍桿織機高,所以,它所用的織軸的卷繞張力也較大,織軸的硬度在肖氏55~60為宜。考慮到噴氣織機的開口動程小,而漿紗機伸長較大,因此漿紗時宜採用中速度、小張力、中壓力、重滲透、輕被復、緊卷繞、適度伸長的工藝條件。高密織物要使用雙漿槽,漿料多採用變性澱粉與PVA的混合漿料。
工藝流程
 噴氣紡紗
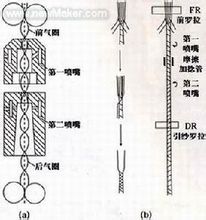
噴氣紡紗噴氣紡紗的工藝過程為:餵入棉條經過羅拉牽伸後,從前羅拉輸出的須條達到設計的細度,然後使須條經過第一、第二噴嘴進行加捻。噴嘴中的氣流以大約300000r/min的速度進行迴轉,須條首先經第一噴嘴的
氣流作用完成凝聚與伸直,然後被第二噴嘴分離出一部分表層纖維,並以一定的捻角和壓力包纏在另一部分中芯纖維的表面。如此連續進行,最後以250m/min~300m/min的線速度卷繞成筒子,所形成的包纏捻度屬真捻。 另外,第一噴嘴與第二噴嘴的鏇轉氣流方向是相反的,其目的是為了在鉗口處形成一定量的自由纖維和纖維前端包纏的必要條件;前羅拉鉗口至第一噴嘴,須條捻向與氣圈迴轉方向必須相反;第二噴嘴的氣流速度必須大於第一噴嘴的氣流速度,這些都是成紗的必要條件。
噴氣紡紗加捻的原理屬於包纏紡紗的範疇,紗芯部分的纖維基本平行伸直,而外表則形成纖維對紗芯的包纏,兩個噴嘴的迴轉氣流方向相反,使得成紗的包纏纖維數達到30%左右,包纏纖維數量越多,紗芯纖維數量就越少,紡出紗的強力也就越大。實踐證明,噴氣紡加工粗號紗的強力明顯低,而生產細號紗時,包纏纖維占的比例要比粗號紗多得多,因此成紗強力高。
噴氣紡附加一些裝置,還可以開發一些特殊品種的紗線,如花色紗、包芯紗、混合紗等。
套用範圍
 噴氣紡紗
噴氣紡紗現代噴氣紡紗技術的品種適應性十分廣泛,可依據不同類別的機型、鋼筘、緯密牙輪,開發適應其生產的各種產品。就一般而言可以套用
於:
(1)短纖:5 tex~120 tex,長纖:30 dtex~300 dtex(彈力絲可至600 dtex)。
(2)織物密度(緯密)可達4根/cm~144根/cm,適用於低、中、高三檔織物。
(3)織物組織可生產平紋、斜紋、緞紋、小提花、雙色、四色、八色等多色格子織物。
(4)由於打緯力大,可以生產厚重或高密織物,如牛仔布。也可生產細號短纖或長絲織物、衣料布、床單裝飾布和防羽布等。不同型號的織機由於特殊的機構和設計,其生產的品種也有一定範圍。
根據所訂鋼筘改變不同的穿法,同時利用噴氣織機入緯率高的特點可以織造以下品種:
(1)純棉織物。根據用戶要求而設計,以銷定產,如普梳和精梳純棉粗、中、細平布;純棉府綢類;純棉防羽布;純棉床單織物、線呢類。 (2)人造棉。C/R 50/50,C/R 80/20。
(3)滌棉府綢織物。
(4)中長平紋呢。
(5)純毛、毛滌、滌/人造絲等毛型織物。
(6)緯長絲、滌綸仿真絲、滌/棉混紡和緯長絲仿綢絲織物。
(7) 格子織物和隱條織物。
由於雙噴嘴引緯,可以自由交替進行,依據用戶要求設計,採用兩種色緯以不同的選緯方式進行交替引緯,以獲得彩格、彩條效果。也可利用雙噴嘴,採用粗細不同的同種原料進行間斷交替引緯產生隱條隱格效果。還可利用經緯向兩種或兩種以上原料進行交織生產縐緞,仿製混紡交織織物。若通過改換踏盤或其他提綜方式,可滿足更廣闊的品種適應性。
優勢特點
紡紗速度高
 噴氣紡紗
噴氣紡紗噴氣紡採用空氣加捻,無高速迴轉機件(如環紡中的鋼絲圈),
實現了高速紡紗,紡紗速度可達120-300米/分,每頭產量相當於每錠環紡的10-15倍。
2、工藝流程短。
噴氣紡較環錠紡少了粗紗、筒子2道工序,節約廠房面積30%左右。與環錠紗比較,萬錠用工90人,減少約60%,機物料消耗比環錠紡低約30%,平時維修費用及維修工作量也減少。
3、產品質量好,有特色。
噴氣紗質量的綜合評價較好,除了成紗強力比環錠紡低5-20%以外,其它質量指標均優於環錠紗。噴氣紗的物理特性如條幹CV值,粗細節和紗疵均優於環錠紗。3mm以上毛羽較環錠紗少,雖成紗強力較低,但強力不勻率較環錠紗為低。適用於劍桿織機和噴氣織機等新型織機的織造,可提高織機生產效率2%以上。
噴氣紡的品質除了與環錠紗類似以外,還有其獨特性,噴氣紗摩擦係數較大,紗線具有方向性,其摩擦性能也具有方向性。耐磨性能優於環錠紗,但手感較硬。
品種適應廣
 噴氣紡紗
噴氣紡紗噴氣紗既能做針織產品,又能做機織產品,品種適應廣。套用
比較多的有:針織T恤產品,布面勻整豐滿,無歪斜、條影少,條幹疵點少,抗起球,涼爽透氣,立體感強;床上用品,利用噴氣紗條幹好,硬挺的特點,可以獲得布面勻整,手感厚實,挺括透氣性好的效果;休閒類產品,如:雙面休閒裝、運動裝等。
根據噴氣紗的特點,還可開發獨特風格的產品。如利用噴氣織物的硬挺,粗糙等特點,將其加工成仿麻類織物,以及縐織物,仿毛產品等。
發展歷程
 噴氣紡紗
噴氣紡紗美國杜邦公司於1936年研製出噴嘴包纏紡紗機,由於某些原因,未能進行工業化生產,四十年後,日本村田公司在杜邦公司單噴嘴包纏紡技術的基礎上研製噴氣紡紗,至1980年試製成功,1981年首先在美國西點公司
批量生產了40台,經過近10年的發展和不斷改進,形成了MJS系列噴氣紡紗機:MJS801型、MJS802型及MJS802H型噴氣紡紗機。MJS802H型機紡紗機紡紗速度高達300m/min,MJS802型機紡紗速度為200m/min,條幹水平明顯優於環錠紡紗。
MJS802H型和MJS802型噴氣紡紗機比MJS801型機先進,機上設有電子清紗器、自動捻接器、自動清潔器、紗疵分析、斷頭顯示報警及單錠停止餵入等裝置。因其採用棉條直接餵入,故取消了粗紗機;另一方面紡紗機本身具備了自動絡筒機的一些功能,因此生產的筒子紗可直接用於針織或噴氣織機的緯紗以及織前準備,大大縮短了生產工藝流程,既節省了占地面積(比環錠紡節省30%),又節約了用工(比環錠紡節省50%)。
此外,村田公司還研製了MTS881型噴氣紡紗捻線聯合機,集紡紗、並筒及捻線為一體,形成多功能的雙紗捻線聯合噴氣紡紗機。村田公司還曾在國際紡織機械展覽會上展出了RJS型羅拉式噴氣紡紗機生產的噴氣紗,紗線毛羽長度只有0.5mm,光潔無疵,曾經被譽為展覽會之星,但由於球形羅拉部分存在一些問題,還要進一步解決。只有MJS802系列的雙噴嘴噴氣紡紗機形成商品化,世界上運行的噴氣紡紗機大都是雙噴嘴MJS802系列的。
據統計,截止到2000年4月,全世界共有噴氣紡設備214468頭。其中北美152764頭,占71.2%;亞洲44527頭,占20.8%;中南美、歐洲、澳大利亞、非洲等17152頭,占8%。其中美國有147220頭,占全世界總量的69%68.6%。中國有8956頭,僅占世界總量的4.17%,是美國的6.08%。而美國僅有環錠紡400多萬錠,是中國的10%左右,但其發展新型紡紗(如噴氣紡、氣紡紗等)的勢頭一直未減。由於噴氣紡速度快、產量高、用工少,成為美國紡織業優先發展的項目。美國紡錠總數在不斷減少,但棉紗產量卻大幅提高,其原因就是在減少環紡錠的同時,大力發展噴氣紡和氣流紡。隨著時代的進步和技術的不斷發展,噴氣紡、氣流紡等新型紡紗大有取代環錠紡的趨勢。
美國噴氣紡套用的特點是:(1)生產規模大,每個廠都有近100台的規模;(2)主要用於床上用品,美國50%的床上用品使用的是噴氣紗。噴氣紡在美國還用於:針織紗、檯布用紗、花色布用紗等。
中國噴氣紡紗
發展歷程
 噴氣紡紗
噴氣紡紗中國噴氣紡設備的引進和使用較早,但發展緩慢。1985年江蘇丹陽棉紡廠首次引進了10台日本村田MJS-801噴氣紡設備,使用至今已生產1萬餘噸噴氣紗
。其後,在湖北嘉魚、湖北蒲析、山東王蓮、河南焦作、廣東肇慶、天津西北等地累計進口133台。2000年,原國家紡織工業局為推廣這項紡紗新技術,實施了“引進新型紡紗技術--噴氣紡設備”的試驗性項目,選定8個省(市)的9家企業,分別引進日本村田802H型噴氣紡紗機10台。目前,上海第十七棉紡廠和江蘇通裕集團有限公司引進的設備已到廠,其它廠家的設備也將在年內投入使用。
中國是一個棉紡大國,有棉紡錠3380多萬錠,噴氣紡8956頭,加上引進的90台,也只有15436頭,僅占美國的10.4%。噴氣紡在中國僅占總紡紗能力的0.04%左右,剔除60台外資設備供直接出口,國內市場的復蓋率更小。
緩慢原因
一 引進噴氣紡設備,價格高,項目投資大。以1萬錠環錠紡設備作類比,採用噴氣紡設備,投資高出環錠2-3倍。
二 中國噴氣紗套用的面窄,噴氣紡的優勢沒有充分發揮套用,中國噴氣紡主要用於針織,機織使用較少。沒有能開發出具有特色的噴氣紗(如仿麻紗、花色紗、包芯紗)及其後道產品。噴氣紗及其後道產品缺乏良好的開發和套用是國內噴氣紡發展緩慢的主要原因。
發展策略
噴氣紡是一種新型的紡紗技術,中國擁有量不多,其產品還不為紡紗、織造、印染及服裝企業所熟悉,也不為市場開發人員和產品設計人員所熟悉,效能還沒有充分發揮,需要紡織企業和科研部門,需要工藝技術人員、產品設計人員和市場行銷人員的共同探索和不斷努力。
1、加大對噴氣紡紗技術的宣傳普及。
在中國,噴氣紡還處於市場初始化時期,人們對此有一個認識和熟悉的過程,需要進行基本知識和產品套用的宣傳普及,以擴大影響。除生產企業作出努力外,紡織行業協會組織一些發布會、展示會、推廣會、研討會等,逐步普及噴氣紡紗技術,讓織造、印染、服裝和對外貿易的企業,讓產品設計人員和外銷人員了解和熟悉噴氣紡的特殊性和用途。這是推進噴氣紡技術不斷發展的基礎和動力。
2、噴氣紗的套用開發是關鍵。
技術發展的落腳點是產品,噴氣紗相對面料、成衣來說是一個中間產品,必須圍繞後道的需求來進行產品開發。中國有些廠家利用噴氣紡開發了很多種類的噴氣紗,不知道去做些什麼產品,也不知道用戶在哪裡。所以,發展噴氣紡,產品開發是關鍵,而噴氣紗的套用開發是關鍵中的關鍵。
3、產品開發應以市場拓展和替代性開發為主。
國際上噴氣紗的套用面很寬,而中國卻局限於針織的某些種類。所以近期噴氣紗開發應加大市場的拓展,沿著已成功開發的產品方向(如床上用品、家紡產品等)進行,以替代部分環錠紗,擴大外銷的範圍。在此基礎上,進行差別性、個性化開發,充分發揮噴氣紗的特點,開發出環紡紗不能比擬的,具有獨特風格的新產品,如仿麻織物、仿毛織物、縐織物、縫紉線等。
4、加強同行業間的交流與協作。中國的噴氣紡與環錠紡、氣流紡相比數量很小,但也具有相當的規模和能力。中國棉紡行業協會和紡織工程學會牽頭組織噴氣紡協會或學組,進行同行業間的交流,共同探討噴氣紡技術的發展和產品開發方向。
