
用途
主要用於鐵,鋁,銅等中硬以下金屬材料窄而深的槽加工或切斷。也可用於塑膠、木材等非金屬的銑削加工。超硬材料鋸片銑刀,硬質合金鋸片主要用於難切削材料(耐熱鋼,不鏽鋼等高強度鋼)的銑削加工。 切口銑刀
切口銑刀使用材質
概述
高速鋼是製作鋸片和銑刀的標準基本材料。用這種材料製成的鋸片對切割中低抗拉強度的金屬材料效果十分理想,廣泛使用在各種手動,半自動,全自動切管機器上。圓鋸片通用材料主要用於一般低硬度碳鋼及有色金屬棒材和管材的切斷,超硬材料及鍍鈦鋸片主要用於難切削材料(如不鏽鋼304、201等)不鏽鋼管材的切割。鋸片銑刀等其它銑刀類主要用於中硬以下金屬材料窄而深的槽加工或切斷,也可用非金屬的銑削加工,超硬材料鋸片銑刀和鍍鈦鋸片銑刀主要用於難切削材料(耐熱鋼,不鏽鋼等高強度鋼)的銑削加工。切口銑刀主要用於銅鋁棒的切斷,也用於小直徑配件的銑槽和切斷。 切口銑刀-超薄
切口銑刀-超薄切口銑刀大多是用高速鋼材料及硬質合金材料生產。這裡簡單介紹一下兩種材料的特點:
高速鋼材料
一般使用高速鎢鉬合金鋼(HSS-DMO5)、高速鎢鉬含鈷合金鋼(HSS-CO);高速鋼材料加工性能好,強度和韌性配合好,是製造薄刃和耐衝擊的金屬切削刀具的主要材料。主要用於加工的材料有:普通鋼,合金鋼,有色金屬,塑膠等材料。硬質合金材料
硬度高,切削力強,轉速高,一般用於加工高精度產品,及加工不鏽鋼/鈦合金等難加工材料,使用成本高。生產範圍
切口銑刀外徑:8-450MM切口銑刀厚度:0.10-23MM
切口銑刀內孔:0.2-6.5MM
表面塗層
鈦金塗層(TIN)
這種塗層的主要目的是使鋸片更加耐切,對於一般性材料的切割,其優異的表現能有郊提高切割速度,降低損耗。 切口銑刀-鈦金塗層
切口銑刀-鈦金塗層超級塗層(CRN)
這種塗層特別抗黏結、腐蝕和氧化,強烈推薦割銅、鈦時使用,對切削其它輕金屬黃銅、青銅在實際套用中取得了滿意的效果。氮化處理(VAPO)
氮化處理通過表面處理,在鋸片表面形成四氧化三鐵保護層,有效提高鋸片的抗磨性,增加鋸片使用壽命,用於切割一般性材料。 切口銑刀-氮化處理
切口銑刀-氮化處理碳氮化鈦(TICN)
這是一種合適更加苟刻抗磨要求的塗層,推薦切割抗拉強度超過800N/mm2的材料和不鏽鋼。尤其對切割速度和進料速度比較高的銑床使用,塗層3微米。超A塗層(TIALN)
這是一種新的多層抗磨塗層,推薦切割速度和進料速度高,且切割抗拉強度超過800N/mm2的材料和不鏽鋼使用,在特別苟刻的工作條件下,例如乾切的情況下使用。適用材料:普通鋼材、不鏽鋼、鋁合金、塑膠、木材等材料的銑削、剖溝加工及鋸切、切斷、下料等。相關信息
切口銑刀適宜工具機
各種銑床、管材下料機、專用機械、管材加工機械、切管機、金屬圓鋸機、鋸切工具機等。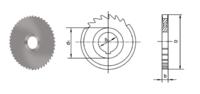
切口銑刀後續加工
切口銑刀在使用後齒部可使用專用的切口銑刀磨齒機,齒刃部經過研磨後,可重新使用,使用壽命及加工效果與新的切口銑刀一樣,可提高使用率,低底成本。 切口銑刀常用齒形
三角齒、三角齒倒角;圓弧齒、圓弧齒倒角。(如圖)最常用的是三角齒。
