互換性
1.定義
互換性是現代化生產的重要技術經濟原則。在機械和儀器製造工業中,零、部件的互換性是指在同一規格的一批零件或部件中,任取其一,不需任何挑選或附加修配(如鉗工修理)就能裝在機器上,達到規定的性能要求。 為滿足機械製造中零件所具有的互換性,要求生產零件尺寸應在允許的公差範圍之內。這就必須對一種零件的形式、尺寸、精度、性能等規定一個統一的標準。同類產品還需按尺寸大小合理分檔,以減少產品的系列,這就是產品標準化。
機械和製造業中的互換性,通常包括幾何參數(如尺寸)和力學性能(如硬度、強度)的互換。
2.分類
按照互換範圍的不同,可分為完全互換(絕對互換)和不完全互換(有限互換)。完全互換在機械製造中套用廣泛。但是,在單件生產的機器中(特重型、特高精度的儀器),往往採用不完全互換。這是因為在這種情況下,完全互換將導致加工困難(甚至無法加工)或製造成本過高。為此,生產中往往把零、部件的精度適當降低,以便於製造。然後再根據實測尺寸的大小,將製成的相配零、部件各分成若干組。使每組內尺寸差別比較小。最後再把相應組的零、部件進行裝配。這樣既解決了零部件的加工困難,又保證了裝配的精度要求。
 教材
教材3.作用
(1)從使用方面看,如人們經常使用的腳踏車和手錶的零件,生產中使用的各種設備的零件等,當它們損壞以後,修理人員很快就可以用同樣規格的零件換上,恢復腳踏車、手錶和設備的功能。而在某些情況下,互換性所起的作用還很難用價值來衡量。例如在戰場上,要立即排除武器裝備的故障,繼續戰鬥,這時做主零、部件的互換性是絕對必要的。
(2)從製造方面來看,互換性是提高生產水平和進行文明生產的有力手段。裝配時,不需輔助加工和修配,故能減輕裝配工人的勞動強度,縮短裝配周期,並且可使裝配工人按流水作業方式進行工作,以致進行自動裝配,從而大大提高街道效率。加工時,由於規定有公差,同一部機器上的各種零可以同時加工。用量大的標準件還可以由專門工廠單獨生產。這樣就可以採用高效率的專用設備,乃致採用計算機輔助加工。這樣產量和質量必然會得到提高,成本也會顯著降低。
(3)從設計方面看,由於採用互換原則設計和生產標準零碎、部件,可以簡化繪圖、計算等工作,縮短設計周期,並便於用計算機輔助設計。
標準
1.定義國家標準GB3935.l-83標準化基本術語第一部分對標準作如下定義:“標準是對重複性事物和概念所做的統一規定。它以科學、技術和實踐經驗的綜合成果為基礎,經有關方面協商一致,由主管機構批准,以特定形式發布,作為共同遵守的準則和依據。”
2.基本內容
(l)標準的本質屬性是一種"統一規定"。這種統一規定是作為有關各方"共同遵守的準則和依據"。根據中華人民共和國標準化法規定,我國標準分為強制性標準和推薦性標準兩類。強制性標準必須嚴格執行,做到全國統一。推薦性標準國家鼓勵企業自願採用。但推薦性標準如經協商,並計入經濟契約或企業向用戶作出明示擔保,有關各方則必須執行,做到統一。
(2)標準制定的對象是重複性事物和概念。這裡講的"重複性"指的是同一事物或概念反覆多次出現的性質。例如批量生產的產品在生產過程中的重複投入,重複加工,重複檢驗等;同一類技術管理活動中反覆出現同一概念的術語、符號、代號等被反覆利用等等。只有當事物或概念具有重複出現的特性並處於相對穩定時才有制定標準的必要,使標準作為今後實踐的依據,以最大限度地減少不必要的重複勞動,又能擴大"標準"重複利用範圍。
(3)標準產生的客觀基礎是"科學、技術和實踐經驗的綜合成果"。這就是說標準既是科學技術成果,又是實踐經驗的總結,並且這些成果和經驗都是經過分析、比較、綜合和驗證基礎上,加之規範化,只有這樣制定出來的標準才能具有科學性。
(4)制定標準過程要經有關方面協商一致,就是制定標準要發揚技術民主,與有關方面協商一致,做到"三稿定標"即徵求意見稿一送審稿一報批稿。如制定產品標準不僅要有生產部門參加,還應當有用戶、科研、檢驗等部門參加共同討論研究,"協商一致,"這樣制定出來的標準才具有權威性、科學性和適用性。
(5)標準檔案有其自己一套特定格式和制定頒布的程式。標準的編寫、印刷、幅面格式和編號、發布的統一,既可保證標準的質量,又便於資料管理,體現了標準檔案的嚴肅性。所以,標準必須"由主管機構批准,以特定形式發布"。標準從制定到批准發布的一整套工作程式和審批制度,是使標準本身具有法規特性的表現。
3.標準化
標準是科學、技術和實踐經驗的總結。為在一定的範圍內獲得最佳秩序,對實際的或潛在的問題制定共同的和重複使用的規則的活動,即制定、發布及實施標準的過程,稱為標準化。開通過標準及標準化工作,以及相關技術政策的實施,可以整合和引導社會資源,激活科技要素,推動自主創新與開放創新,加速技術積累、科技進步、成果推廣、創新擴散、產業升級以及經濟、社會、環境的全面、協調、可持續發展。
4.分類
(1)按使用範圍劃分有國際標準、區域標準、國家標準、專業標準、企業標準;按內容劃分有基礎標準(一般包括名詞術語、符號、代號、機械製圖、公差與配合等)、產品標準、輔助產品標準(工具、模具、量具、夾具等)、原材料標準、方法標準(包括工藝要求、過程、要素、工藝說明等);
(2)按成熟程度劃分有法定標準、推薦標準、試行標準、標準草案。標準的制定,國際標準由國際標準化組織(ISO)理事會審查,ISO理事會接納國際標準並由中央秘書處頒布;國家標準在中國由國務院標準化行政主管部門制定,行業標準由國務院有關行政主管部門制定,企業生產的產品沒有國家標準和行業標準的,應當制定企業標準,作為組織生產的依據,並報有關部門備案。法律對標準的制定另有規定,依照法律的規定執行。制定標準應當有利於合理利用國家資源,推廣科學技術成果,提高經濟效益,保障安全和人民身體健康,保護消費者的利益,保護環境,有利於產品的通用互換及標準的協調配套等。
孔和軸
孔和軸是廣義的,孔是包容面,內部無材料。孔包括圓柱形的內表面,也包括非圓柱形的內表面(由兩平行平面或切面形成的包容面);軸是被包容面,外部無材料。軸包括圓柱形的外表面,也包括非圓柱形的外表面。尺寸術語
尺寸:由設計者給定,由數字和長度單位(一般為mm)組成。基本尺寸:孔為D,軸為d,當孔和軸配合時,D=d
實際尺寸:孔Da,軸da,通過測量得到,存在測量誤差,非真值。
局部實際尺寸:不同部位的實際尺寸各不相同。
極限尺寸:孔Dmax,Dmin,軸dmax,dmin
最大實體極限(MML):孔Dmin,軸dmax
最小實體極限(LML):孔Dmax,軸dmin
公差和偏差術語
偏差是某一尺寸減其基本尺寸所得的代數差。極限偏差指上偏差(ES,es)和下偏差(EI,ei)。
孔的上下偏差:ES= Dmax –D, EI= Dmin –D;孔的實際偏差必須在上下偏差之間。
軸的上下偏差:es= dmax -d, ei= dmin -d; 軸的實際偏差必須在上下偏差之間。
偏差可為正值、負值或零。 偏差值除零外,應標上相應的“+”號或“ -”號。 偏差影響配合鬆緊。
公差是允許尺寸的變動量。公差為絕對值,不能為零。
孔公差:TD=| Dmax - Dmin |=|ES-EI|
軸公差:Td=| dmax - dmin |=|es-ei|
極限偏差和公差都是設計給定的,反映使用要求。
公差反映尺寸製造精度,公差值越小,精度越高,製造越困難。 公差帶由公差帶大小和公差帶位置決定,公差帶大小由標準公差確定,位置由基本偏差確定。
配合
1.定義配合是孔和軸公差帶之間的關係,是設計時對一批孔、軸提出的要求,不是指某一對孔和軸結合的鬆緊。
2.種類
(1)間隙配合:最大間隙xMax=Dmax-dmin=ES-ei,最小間隙Xmin=Dmin-dmax=EI-es,
(2)過渡配合:最大間隙Xmax=Dmax-dmin=ES-ei,最大過盈Ymax=Dmin-dmax=Ei-e
(3)過盈配合:最大過盈Ymax=Dmin-dmax=Ei-es, 最小過盈Ymin=Dmax-dmin=ES-ei
3.配合公差
配合公差是組成配合的孔、軸公差之和。Tf=TD+Td 。它反映裝配要求,孔軸公差反映製造要求。
國家標準的構成
1. 標準公差系列公差等級:20級(IT01,IT0,IT1,IT2……IT18),公差等級越大,公差值越大,精度越低,製造越容易。
基本尺寸分段:在£500mm內分為13段。基本尺寸越大,公差值越大。
2. 基本偏差系列
孔的基本偏差:28個,大寫字母表示
軸的基本偏差:28個,小寫字母表示
孔公差帶和軸公差帶由基本偏差代號和公差等級的表示,例H8,K7,h7,s6等。
基本偏差與公差值無關,基本偏差是靠近零線的那個偏差,可以是上偏差也可以是下偏差。
3. 極限與配合的標註方法
在零件圖上標註:f50H7 , f50( ),f50H7( )三種方式等價。
在裝配圖上標註孔與軸的配合:f50H7/f6 ,
4. 一般公差(未注公差)
由加工設備保證,不需檢測。
選用原則
選用原則:經濟、滿足使用要求。1. 基準制的選用
優先選用基孔制;
與標準件相配時,基準制的選用由標準件而定:與標準孔配合則選基孔制,與標準軸配合則選用基軸制;
同一基本尺寸的孔(軸)與多件軸(孔)配合時,應當選用基孔(軸)制。
2. 公差等級的選用
在保證使用要求的前提下,儘量選較低的公差等級,以降低成本;
當公差等級<IT8時,孔比軸低一級相配合,例:H7/f6,P6/h5等;
當公差等級=IT8 時,孔和軸可以同級配合,也可以孔比軸低一級配合,例:H8/g7,H8/d8等;
當公差等級>IT8 時,孔和軸同級配合;例:H11/c11,D9/h9等。
3.配合種類的選用
裝配後有相對運動,應選用間隙配合;
裝配後有定位精度要求或需要拆卸,應選用過渡配合,間隙和過盈要小;
裝配後要傳遞載荷的,應選用過盈配合。
選用公差帶時,按優先公差帶、常用公差帶、一般公差帶的次序進行選用;
選用配合時,按優先配合、常用配合的次序進行選用。
基準制
1.分類(1)基孔制 基本偏差為一定的孔的公差帶,與不同基本偏差的軸的公差帶構成各種配合的一種制度成為基孔制 。這種制度在同一基本尺寸的配合中,是將孔的公差帶的位置固定,通過變動軸的公差帶位置,得到各種不同的配合
基孔制的孔稱為基準孔。 國家標準規定基準孔的下偏差為0,“H”為基準孔的基本偏差。
(2)基軸制 基本偏差為一定的軸的公差帶,與不同基本偏差的軸的公差帶構成各種配合的一種制度稱為基軸制。 這種制度在同一基本尺寸的配合中,是將軸的公差帶位置固定,通過變動孔的公差帶位置,得到各種不同的配合
基軸制的軸稱為基準軸。 國家標準規定基準軸的上偏差為0,“h”為基軸制的基本偏差 。
2.選用原則
一般情況下,應優先採用基孔制。這樣可以限制定值刀具.量具的規格數量。基軸制通常僅用於具有明顯經濟效果的場合和結構設計要求不適合採用基孔制的場合。
形狀公差
1.定義形狀公差是指單一實際要素的形狀所允許的變動全量。形狀公差用形狀公差帶表達。形狀公差帶包括公差帶形狀、方向、位置和大小等四要素。形狀公差項目有:直線度、平面度、圓度、圓柱度、線輪廓度、面輪廓度等6項。
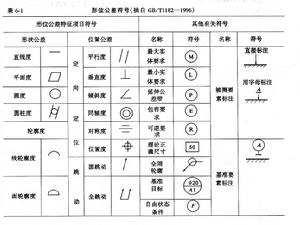 形狀、位置公差符號
形狀、位置公差符號2.類型
(1)直線度
直線度是表示零件上的直線要素實際形狀保持理想直線的狀況。也就是通常所說的平直程度。直線度公差是實際線對理想直線所允許的最大變動量。也就是在圖樣上所給定的,用以限制實際線加工誤差所允許的變動範圍。
(2)平面度
平面度是表示零件的平面要素實際形狀,保持理想平面的狀況。也就是通常所說的平整程度。平面度公差是實際表面對平面所允許的最大變動量。也就是在圖樣上給定的,用以限制實際表面加工誤差所允許的變動範圍。
(3)圓度
圓度是表示零件上圓的要素實際形狀,與其中心保持等距的情況。即通常所說的圓整程度。圓度公差是在同一截面上,實際圓對理想圓所允許的最大變動量。也就是圖樣上給定的,用以限制實際圓的加工誤差所允許的變動範圍。
(4)圓柱度
圓柱度是表示零件上圓柱面外形輪廓上的各點,對其軸線保持等距狀況。圓柱度公差是實際圓柱面對理想圓柱面所允許的最大變動量。也就是圖樣上給定的,用以限制實際圓柱面加工誤差所允許的變動範圍。
(5)線輪廓度
線輪廓度是表示在零件的給定平面上,任意形狀的曲線,保持其理想形狀的狀況。線輪廓度公差是指非圓曲線的實際輪廓線的允許變動量。也就是圖樣上給定的,用以限制實際曲線加工誤差所允許的變動範圍。
(6)面輪廓度
面輪廓度是表示零件上的任意形狀的曲面,保持其理想形狀的狀況。面輪廓度公差是指非圓曲面的實際輪廓線,對理想輪廓面的允許變動量。也就是圖樣上給定的,用以限制實際曲面加工誤差的變動範圍。
位置公差
1.定義位置公差是指關聯實際要素的位置對基準所允許的變動全量。
2.類型
(1)定向公差
定向公差是指關聯實際要素對基準在方向上允許的變動全量。這類公差包括平行度、垂直度、傾斜度3項。
(2)定位公差
定位公差是關聯實際要素對基準在位置上允許的變動全量。這類公差包括同軸度、對稱度、位置度3項。
(3)跳動公差
跳動公差是以特定的檢測方式為依據而給定的公差項目。跳動公差可分為圓跳動與全跳動。
表面粗糙度
1.定義表面粗糙度是指加工表面具有的較小間距和微小峰谷不平度。其兩波峰或兩波谷之間的距離(波距)很小(在1mm以下),用肉眼是難以區別的,因此它屬於微觀幾何形狀誤差。表面粗糙度越小,則表面越光滑。表面粗糙度的大小,2.影響
1) 表面粗糙度影響零件的耐磨性。表面越粗糙,配合表面間的有效接觸面積越小,壓強越大,磨損就越快。
2) 表面粗糙度影響配合性質的穩定性。對間隙配合來說,表面越粗糙,就越易磨損,使工作過程中間隙逐漸增大;對過盈配合來說,由於裝配時將微觀凸峰擠平,減小了實際有效過盈,降低了聯結強度。
3) 表面粗糙度影響零件的疲勞強度。粗糙零件的表面存在較大的波谷,它們像尖角缺口和裂紋一樣,對應力集中很敏感,從而影響零件的疲勞強度。
4) 表面粗糙度影響零件的抗腐蝕性。粗糙的表面,易使腐蝕性氣體或液體通過表面的微觀凹谷滲入到金屬內層,造成表面腐蝕。
5) 表面粗糙度影響零件的密封性。粗糙的表面之間無法嚴密地貼合,氣體或液體通過接觸面間的縫隙滲漏。
6)表面粗糙度影響零件的接觸剛度。接觸剛度是零件結合面在外力作用下,抵抗接觸變形的能力。機器的剛度在很大程度上取決於各零件之間的接觸剛度。
7)影響零件的測量精度。零件被測表面和測量工具測量面的表面粗糙度都會直接影響測量的精度,尤其是在精密測量時。
此外,表面粗糙度對零件的鍍塗層、導熱性和接觸電阻、反射能力和輻射性能、液體和氣體流動的阻力、導體表面電流的流通等都會有不同程度的影響。
3.評定依據基準線
(1)取樣長度 l 用於判別具有表面粗糙度特徵的一段基準線長度。取樣長度應根據零件實際表面的形成情況及紋理特徵,選取能反映表面粗糙度特徵的那一段長度,量取取樣長度時應根據實際表面輪廓的總的走向進行。規定和選擇取樣長度是為了限制和減弱表面波紋度對表面粗糙度的測量結果的影響。
(2)評定長度 評定輪廓所必須的一段長度,它可包括一個或幾個取樣長度。由於零件表面各部分的表面粗糙度不一定很均勻,在一個取樣長度上往往不能合理地反映某一表面粗糙度特徵,故需在表面上取幾個取樣長度來評定表面粗糙度,用以評定表面粗糙度參數給定的線,是表面粗糙度二維評定的基準。
4.實際套用
表面粗糙度對零件使用情況有很大影響。一般說來,表面粗糙度數值小,會提高配合質量,減少磨損,延長零件使用壽命,但零件的加工費用會增加。因此,要正確、合理地選用表面粗糙度數值。 在設計零件時,表面粗糙度數值的選擇,是根據零件在機器中的作用決定的。總的原則是:
在保證滿足技術要求的前提下,選用較大的表面粗糙度數值。具體選擇時,可以參考下述原則:
(1)工作表面比非工作表面的粗糙度數值小。
(2)摩擦表面比不摩擦表面的粗糙度數值小。摩擦表面的摩擦速度愈高,所受的單位壓力愈大,則應愈高;滾動磨擦表面比滑動磨擦表面要求粗糙度數值小。
(3)對間隙配合,配合間隙愈小,粗糙度數值應愈小;對過盈配合,為保證連線強度的牢固可靠, 載荷愈大,要求粗糙度數值愈小。一般情況間隙配合比過盈醞合粗糙度數值要小。
(4)配合表面的粗糙度應與其尺寸精度要求相當。配合性質相同時,零件尺寸愈小,則應粗糙度數值愈小;同一精度等級,小尺寸比大尺寸要粗糙度數值小,軸比孔要粗糙度數值小(特別是IT8~IT5的精度)。
(5)受周期性載荷的表面及可能會發生應力集中的內圓角、凹稽處粗糙度數值應較小。
