
簡介

傳送帶
分類介紹
傳送帶一般按有無牽引件來進行分類。
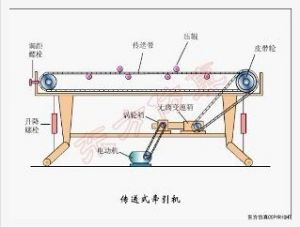
具有牽引件的傳送帶一般包括牽引件、承載構件、驅動裝置、張緊裝置、改向裝置和支承件等。牽引件用以傳遞牽引力,可採用輸送帶、牽引鏈或鋼絲繩;承載構件用以承放物料,有料斗、托架或吊具等;驅動裝置給輸送機以動力,一般由電動機、減速器和制動器(停止器)等組成;張緊裝置一般有螺桿式和重錘式兩種,可使牽引件保持一定的張力和垂度,以保證傳送帶正常運轉;支承件用以承托牽引件或承載構件,可採用托輥、滾輪等。
特點
具有牽引件的傳送帶設備構成和特點:
具有牽引件的傳送帶傳送帶一般包括:牽引件、承載構件、驅動裝置、漲緊裝置、改向裝置和支承件等。牽引件用以傳遞牽引力,可採用輸送帶、牽引鏈或鋼絲繩;承載構件用以承放物料,有料斗、托架或吊具等;驅動裝置給輸送機以動力,一般由電動機、減速器和制動器(停止器)等組成;漲緊裝置一般有螺桿式和重錘式兩種,可使牽引件保持一定的張力和垂度,以保證傳送帶正常運轉;支承件用以承托牽引件或承載構件,可採用托輥、滾輪等。
具有牽引件的傳送帶設備的結構特點是:被運送物料裝在與牽引件連結在一起的承載構件內,或直接裝在牽引件(如輸送帶)上,牽引件繞過各滾筒或鏈輪首尾相連,形成包括運送物料的有載分支和不運送物料的無載分支的閉合環路,利用牽引件的連續運動輸送物料。
這類的傳送帶設備種類繁多,主要有帶式輸送機、板式輸送機、小車式輸送機、自動扶梯、自動人行道、刮板輸送機、埋刮板輸送機、斗式輸送機、斗式提升機、懸掛輸送機和架空索道等。
沒有牽引件的傳送帶設備的結構組成各不相同,用來輸送物料的工作構件亦不相同。它們的結構特點是:利用工作構件的鏇轉運動或往復運動,或利用介質在管道中的流動使物料向前輸送。例如,輥子輸送機的工作構件為一系列輥子,輥子作鏇轉運動以輸送物料;螺鏇輸送機的工作構件為螺鏇,螺鏇在料槽中作鏇轉運動以沿料槽推送物料;振動輸送機的工作構件為料槽,料槽作往復運動以輸送置於其中的物料等。
發展方向
未來傳送帶設備的將向著大型化發展、擴大使用範圍、物料自動分揀、降低能量消耗、減少污染等方面發展。大型化包括大輸送能力、大單機長度和大輸送傾角等幾個方面。水力輸送裝置的長度已達440公里以上帶式輸送機的單機長度已近15公里,並已出現由若干台組成聯繫甲乙兩地的“帶式輸送道”。不少國家正在探索長距離、大運量連續輸送物料的更完善的輸送機結構。
擴大輸送機的使用範圍,是指發展能在高溫、低溫條件下有腐蝕性、放射性、易燃性物質的環境中工作的,以及能輸送熾熱、易爆、易結團、粘性物料的傳送帶設備。常見傳送帶有TD75型和DTⅡ型傳送帶。
常見問題
傳送帶除了上述跑偏問題,還經常出現磨損、劃傷、破損、搭接部位開裂等問題,這些設備問題的出現不僅加快了傳送帶的損壞,而且造成物料的漏撒和浪費,通常出現傳送帶設備問題以後,企業都是通過縫補、加熱硫化或者報廢更新,這些方式都不能很好的解決設備問題,報廢更新更是造成了設備採購成本的上升。
現在歐美國家通過對高分子複合材料的研究,發現高分子橡膠材料針對傳送帶磨損、劃傷、破損、搭接部位開裂等問題可進行有效解決,線上現場快速修復。
常見設備
帶式傳送機
是在一定的線路上連續輸送物料的物料搬運機械,又稱連續輸送機。輸送機可進行水平、傾斜和垂直輸送,也可組成空間輸送線路,輸送線路一般是固定的。輸送機輸送能力大,運距長,還可在輸送過程中同時完成若干工藝操作,所以套用十分廣泛。帶式輸送機(直線式)該輸送機用於物料的輸送。採用不鏽鋼網帶作為載體,適用於各種食品行業的烘乾、去濕、冷凍等、熱處理等;不鏽鋼製成,具有耐高溫、便於清洗等特點;具體尺寸可以根據客戶要求定做。帶式輸送機套用行業:食品、冶金、電力、煤炭、化工、建材、碼頭、糧食等。
帶式輸送機結構形式有:水平直線輸送、提升爬坡輸送、轉彎輸送等多種形式,輸送帶上還可增設提升擋板、側擋板等附屬檔案,能滿足各種工藝要求。帶式輸送機輸送機材質:有A3低碳鋼、201不鏽鋼、304不鏽鋼等。
驅動方式有:減速電機驅動。
調速方式有:變頻調速、無極變速。
板式輸送機
利用固接在牽引鏈上的一系列板條在水平或傾斜方向輸送物料的輸送機,以單片鋼板鉸接成環帶作為運輸機的牽引和承載構件承載面具有橫向隔片置於槽箱中驅動環帶借隔片將煤刮運輸出。它由驅動機構、張緊裝置、牽引鏈、板條、驅動及改向鏈輪、機架等部分組成。在冶金、煤炭、化工、電力、機械製造及國民經濟的其他工業部門中均得到了廣泛的套用。
板式輸送機的特點
1、適用範圍廣。除粘度特別大的物料外,一般固態物料和成件物均可用它輸送;
2、輸送能力大。特別是鱗板板式輸送機(一般稱為雙鏈有擋邊波浪型板式輸送機)的生產能力可高達1000t/h;
3、牽引鏈的強度高,可用作長距離輸送;
4、輸送線路布置靈活。與帶式輸送機相比,板式輸送機可在較大的傾角和較小的彎曲半徑的條件下輸送,因此布置的靈活性較大。板式輸送機的傾角可達30°-35°,彎曲半徑一般約為5-8m;
5、在輸送過程中可進行分類、乾燥、冷卻或裝配等各種工藝加工;
6、運行平穩可靠。
斗式輸送機
(Bucketelevator):
斗式輸送機。輸送散裝貨(如煤等)貨斗的傳送帶,傳送帶連續不斷地將貨斗送到敞開的艙口上面的某一點後,再將貨斗向貨艙中倒空斗式輸送機,適用於冶金、礦山、建築、化工、食品、糧食等行業一定粒度、塊度的物料和粉料的輸送。它包括有驅動裝置(含逆止裝置)、殼體(包括水平段、改向段、垂直段)、及位於殼體內的牽引鏈、料斗、頭輪和尾輪,在殼體的兩端設有加料段和卸料段,料斗的兩側通過聯接環分別與兩根平行的牽引鏈相聯接。頭輪上設有與牽引鏈相吻合的齒。其輸送形式為一字形、L形、Z形三種。本實用新型的優點是具有體積小、功耗低、輸送形式靈活、密封輸送等特點。
常見問題處理方法及原因
輸送帶的跑偏原因及其處理方法
傳送帶運行時輸送帶跑偏是最常見的故障之一。跑偏的原因有多種,其主要原因是安裝精度低和日常的維護保養差。安裝過程中,頭尾滾筒、中間托輥之間儘量在同一中心線上,並且相互平行,以確保輸送帶不偏或少偏。另外,帶子接頭要正確,兩側周長應相同。在使用過程中,如果出現跑偏,則要作以下檢查以確定原因,進行進行調整。輸送帶跑偏時常檢查的部位和處理方法有:(1)檢查托輥橫向中心線與帶式輸送機縱向中心線的不重合度。如果不重合度值超過3mm,則應利用托輥組兩側的長形安裝孔對其進行調整。具體方法是輸送帶偏向哪一側,托輥組的哪一側向輸送帶前進的方向前移,或另外一側後移。(2)檢查頭、尾機架安裝軸承座的兩個平面的偏差值。若兩平面的偏差大於1mm,則應對兩平面調整在同一平面內。頭部滾筒的調整方法是:若輸送帶向滾筒的右側跑偏,則滾筒右側的軸承座應當向前移動或左側軸承座後移;若輸送帶向滾筒的左側跑偏,則滾筒左側的軸承座應當向前移動或右側軸承座後移。尾部滾筒的調整方法與頭部滾筒剛好相反。(3)檢查物料在輸送帶上的位置。物料在輸送帶橫斷面上不居中,將導致輸送帶跑偏。如果物料偏到右側,則皮帶向左側跑偏,反之亦然。在使用時應儘可能的讓物料居中。為減少或避免此類輸送帶跑偏可增加擋料板,改變物料的方向和位置。
傳送帶接頭方法:

傳輸帶簡圖
機械接頭一般是指使用皮帶扣接頭,這種接頭方法方便便捷,也比較經濟,但是接頭的效率低,容易損壞,對輸送帶產品的使用壽命有一定影響。PVC和PVG整芯阻燃抗靜電輸送帶接頭中,一般8級帶以下的產品都採用這種接頭方法。
冷粘接頭,即採用冷粘粘合劑來進行接頭。這種接頭辦法比機械接頭的效率高,也比較經濟,應該能夠有比較好的接頭效果,但是從實踐來看,由於工藝條件比較難掌握,另外粘合劑的質量對接頭的影響非常大,所以不是很穩定。
熱硫化接頭,實踐證明是最理想的一種接頭方法,能夠保證高的接頭效率,同時也非常穩定,接頭壽命也很長,容易掌握。但是存在工藝麻煩、費用高、接頭時間長等缺點。
配圖
 傳輸帶詳解
傳輸帶詳解傳送帶更換方法:
一、在尾部處將舊帶切斷,並在舊帶遠離出口的端部打孔,用夾板將傳送帶的端部夾緊;
二、在傳送帶更換出口處將舊帶再次切斷以形成長段和短段舊帶;
三、在皮帶更換處設定拖輪,把更換拖輪連線在傳送帶支架上;
四、將長段舊帶從其靠近皮帶出口處的端部為始端穿過皮帶輪;
五、用吊帶將長段舊皮帶的始端套住,再用釣鉤將長段舊帶向上提拉;
六、當長段舊皮帶提拉至行程極限後,將已拉離更換出口的長段帶放置於地面,再把吊帶移至皮帶更換出口處並重複步驟五;
七、測量導輪至環形傳送帶更換輪的距離,按測量所得距離對剩餘未更換的新傳送帶進行裁切;
八、將剩餘為更換的新帶端部與短段舊皮帶遠離更換出口的端部通過夾板連線;
九、將短段舊皮帶從其靠近出口處的端部為始端穿過皮帶拖輪;
十、用吊帶將短段舊皮帶的始端套住,再釣鉤將短段舊帶向上提拉;
十一、當短段舊皮帶提拉至行程極限後,將已拉離皮帶更換出口的短段舊皮帶放置於地面,再把吊帶移至皮帶更換出口處並重複步驟十;
十二、當長段舊輸送帶、短段舊帶抽除完畢後,將連線需要更新的傳送帶、並將長段、短段舊帶的夾板撤除,並將新帶的兩端粘接即可完成;
