
簡介
鑄錠作業所必需的設備及設施,可分為工藝設備、專用機械設備及附屬設施三類。工藝設備包括出鋼槽、盛鋼桶、鑄錠車、中注管、底板、鋼錠模、保溫帽等;專用機械設備包括鑄錠吊車、整模吊車、鋼包車或地澆機、渣罐車、脫模吊車、地上脫模機、脫錠器、壓蓋機、刷模機、水力清洗機、塗油機、鋼錠模與底板噴塗機、底板傾翻機、絕熱板安裝機、整模專用鏈式刮板機等;附屬設施包括鑄錠平台、修罐坑、吹氬站、液壓站、整模操作平台、絕熱板安裝活動平台、鋼錠模噴水冷卻間或鋼錠模水冷池、鋼錠模冷床(空冷)、盛鋼桶烘烤與加熱裝置等。
平面布置
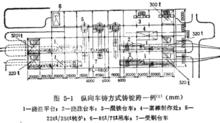 圖5-1—5-2
圖5-1—5-2鑄錠車間主要的配置是由澆注設備、鋼錠模、鋼錠處理設備組成。關於澆注設備,根據其形狀可分為地坑式和台車澆注式兩種,後者還可進一步分為縱向車鑄與橫向車鑄兩種方式。地坑式澆注方式雖然設備簡單,但產量低,工作條件惡劣,是一種舊式配置。現最普通的是縱向車鑄方式(如圖5-1所示)。因為此種方式是把鋼錠模台車拉入與澆注跨平行的澆注線上進行澆注,所以,操作環境好,產量高。與此相反的橫向車鑄方式(如圖5-2所示), 在與鑄錠跨成直角的方向上布有澆注線,鋼錠模台車拉到這裡進行澆注。此種方式,在操作上稍有不便,但在澆注線上可同時停放多台鑄車,適用於下注法鑄錠,所以正在逐漸增加。
關於鋼錠模,鋼錠的處理設備,從生產率、操作方面考慮,一般多置於其它跨內,該跨的主要功能是鋼錠模的冷卻,清掃,鋼錠模的安放及澆注底盤的安放等,最近,正在向機械化飛速發展。
鑄錠設備類型
盛鋼桶
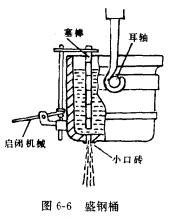 圖6-6—6-7
圖6-6—6-7盛鋼桶是用來盛裝煉鋼爐放出的鋼液以進行澆注的重要設備(圖6-6)。其外 殼由鋼板製成,還有耐火材料內襯以及控制和吊掛裝置等部分。盛鋼桶容量小至一、二噸,大至二、三百噸,它主要決定於煉鋼爐的產量。從外形看,盛鋼桶一般是上大下小,具有10%~15%錐度的截頭圓錐體。其內型尺寸的高度與平徑直徑之比約等於1。因為這種形狀可以降低結構重量,減小鋼流靜壓和熱損失,也有利於非金屬夾雜物的上浮。為了把鋼液注入鋼錠模,盛鋼桶底部設有水口及鋼流控制裝置,一般常用的水口直徑為30~70mm左右,澆注時鋼流控制系統有兩種類型:一是塞桿水口型,一是滑動水口型。塞桿控制系統如圖6-6盛鋼桶所示,包括啟閉機械、塞棒和小口磚三部分,水口由塞棒堵住,系連桿傳動,通過操縱塞棒來開閉水口,進行澆注操作。過去主要用手動開啟柄來控制,近年來已有利用油壓傳動操縱塞棒。滑動水口是一種新型的節流裝置,已在我國許多鋼廠推廣使用。配合盛鋼桶內採用真空處理、電磁攪拌、桶內精煉等新技術,為實現澆注自動控制和遠程操作,為提高鋼的質量創造了有利條件。滑動水口由上水口、上滑板、下水口、下滑板組成。
澆注時,通過滑動機構的作用,藉助於上下滑板鑄孔的錯位,可以控制鋼流。如圖6-7所示。滑動水口的主要優點是:因取消了塞桿,從根本上消除了塞桿插頭、蝕斷等事故;避免了桶內的高溫作業,大大改善了勞動條件;盛鋼桶可連續使用,加快周轉速度和提高壽命;降低燃料消耗,節約耐火材料,也有利於鋼質量的提高。
鋼錠模
鋼錠模是鋼液凝固成錠的模型,根據冶煉鋼種以及鋼錠的用途、特性和尺寸的不同,可採用各種類型的鋼錠模。從外形看,可分為上大下小和上小下大、開底和封底、帶保溫帽和不帶保溫帽的。按斷面形狀有正方形、圓形、多角形、扁平形等,其中以方形和扁形為主。鋼錠模大小不等,可鑄幾百公斤至十幾噸的鋼錠。鎮靜鋼和優質鋼一般都採用上大下小帶保溫帽的封底式鋼錠模。沸騰鋼則一律採用上小下大不帶保溫帽的開底式錠模生產。
 鑄錠設備
鑄錠設備為了脫模方便和獲得合理結構的鋼錠,鋼錠模均有一定錐度,其錐度一般由下式表式錐度 式中H、D和D分別為鋼錠模高度及上部和下部的直徑。當D>D時為正錐度,這種錠模一般用於澆注沸騰鋼和半鎮靜鋼,且錐度常取為1.5%~2.5%。當D<D時為倒錐度,這種錠模用於澆注鎮靜鋼,常取錐度為3%~6%。
鋼錠模一般用生鐵鑄成,其使用壽命在60~80次左右。常採用球墨鑄鐵製造鋼錠模。實踐證明,這種錠模壽命較長。為了保證鋼錠的表面及內部質量,減少切頭率,鋼錠模要有合適的壁厚和高寬比,一般軋制鋼錠的高寬比為2.5~3.0,鍛造鋼錠為2.0~2.5。
保溫帽
由鑄鐵外殼內敷耐火襯製成。它的作用有兩個,一是使鋼錠頭部鋼液較長期地保持液體狀態,以填充鋼錠凝固時產生的縮孔,使鋼錠具有緻密的組織。二是收集上浮的氣體和夾雜物,使偏析提升至錠身上部,以保證錠體的內部質量。
保溫帽的效果與內襯材料有關,應當採用絕熱能力強的材料。現較廣泛使用的是高溫混凝土,由骨料(廢耐火磚或高鋁礬土)和礬土水泥兩種材料混合澆灌而成,具有成型簡便、使用壽命長等優點。
保溫帽部分所容納的鋼液重量約占鋼錠重量的12~20%,小鋼錠取上限,大鋼錠可取下限。
近年來,為了簡化鑄錠生產工序,已逐漸廣泛使用隔熱板在上小下大的錠模中澆注鎮靜鋼。隔熱板由粒狀絕熱耐火材料(如石英砂)、纖維絕熱材料(石棉等)和粘合劑(如矽酸鈉)加工製成。使用時,預先制好的隔熱板用射釘槍釘於鋼錠模頭部的內壁上。
底板和中注管
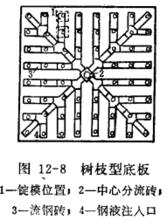 圖12-8—12-9
圖12-8—12-9底板由生鐵鑄成,是下注時放置鋼錠模的必需設備。中注管是下注時將鋼液 引入錠模的總通道,由漏斗磚、注管磚和鑄鐵外殼組成。中注管高度應能在澆注時使中注管對錠模內鋼液保持合理的靜壓差,以恰好避免鋼液產生自中注管向外溢出的現象為原則。
採用下注法澆注時,盛鋼桶內鋼液通過中注管由分流磚、流鋼磚流入各個鋼錠模中。中注管由漏斗磚、注管磚和鑄鐵外殼組成。底板用生鐵鑄成,下注底板鑄出下凹的坑槽,以安放分流磚和流鋼磚。分流磚上口與中注管相接,側口與流鋼磚相通。按底板溝槽的分布可分樹枝型底板(圖12-8)和放射型底板(圖12-9)等類型,前者適用於澆注數量多而重量小的鋼錠,後者則適用於澆注數量較少而重量較大的鋼錠。上注法底板的作用只是承托鋼錠模,其表面無溝槽。
