缺陷特徵
重接缺陷是指由於鋼水澆注中斷(拉矯機突然停止)而在彎月面處產生凝殼,不能與再澆的鋼水相融,導致在鑄坯表面產生環繞鑄坯的接痕,也稱為雙澆。重接是鋼坯連鑄常見表面缺陷的一種,鋼坯上的重接缺陷圖如下圖所示:
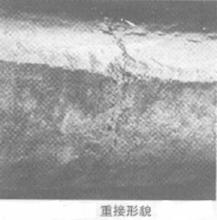 連鑄鋼坯重接缺陷
連鑄鋼坯重接缺陷產生原因
生產中操作不當,如:水口堵塞、更換浸入式水口、拉坯故障停車等。在彎月面形成不連續凝殼,繼而再澆都會造成重接(雙澆)缺陷;
結晶器的注流突然停流,或瞬間停止拉坯。如果停澆時間過長,就會在鑄坯表面形成明顯的重接;
鋼水太黏、溫度過低、水口堵塞、注流偏離等都可能引起重接。
1.生產中操作不當,如:水口堵塞、更換浸入式水口、拉坯故障停車等。在彎月面形成不連續凝殼,繼而再澆都會造成重接(雙澆)缺陷;
2.結晶器的注流突然停流,或瞬間停止拉坯。如果停澆時間過長,就會在鑄坯表面形成明顯的重接;
3.鋼水太黏、溫度過低、水口堵塞、注流偏離等都可能引起重接。
預防措施
加強工藝設備的維護,杜絕設備故障,防止澆鑄中斷;
加強生產組織協調,保證連鑄正常銜接。
1.加強工藝設備的維護,杜絕設備故障,防止澆鑄中斷;
2.加強生產組織協調,保證連鑄正常銜接。
檢查與處置
中國冶金行業連續鑄鋼板坯標準(YB/T2012-2004),對鋼坯表面質量要求如下:“連鑄板坯表面不得有目視可見的重接、重疊、翻皮……”。標準未對重接進行定義,也未明確目視下重接缺陷形態特徵,使得檢驗和判定十分籠統,可操作性差。實際檢查中可結合目視檢驗、火焰清理、超音波檢驗的方法對鋼坯重接處進行檢驗和判定。
對鑄坯進行檢查,若發現有重接的鑄坯,必須把重接部分切掉判廢,因保護渣可能夾裹在其中,影響下道工序產品質量。
