
產品簡介
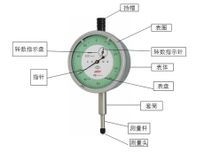 百分表結構示意圖
百分表結構示意圖工作原理
百分表的工作原理,是將被測尺寸引起的測桿微小直線移動,經過齒輪傳動放大,變為指計在刻度盤上的轉動,從而讀出被測尺寸的大小。百分表是利用齒條齒輪或槓桿齒輪傳動,將測桿的直線位移變為指針的角位移的計量器具。
測量範圍
百分表的結構較簡單,傳動機構是齒輪系,外廓尺寸小,重量輕,傳動機構惰性小,傳動比較大,可採用圓周刻度,並且有較大的測量範圍,不僅能作比較測量,也能作絕對測量。
主要用途
主要用於測量製件的尺寸和形狀、位置誤差等。分度值為0.01mm,測量範圍為0-3、0-5、0-10mm。
構造組成
百分表的構造主要由3個部件組成:表體部分、傳動系統、讀數裝置。
出口許可
百分表已實施出口產品質量許可制度,未取得出口質量許可證的產品不準出口。
布局
 百分表
百分表百分表的作業原理,是將被測尺度導致的測桿細小直線移動,經過齒輪傳動擴大,變為指計在刻度盤上的轉變,然後讀出被測尺度的巨細。
百分表的布局主要由3個部件組成:表體有些、傳動系統、讀數設備。
百分表已施行出口商品質量答應準則,未取得出口質量答應證的商品禁絕出口。
結構原理
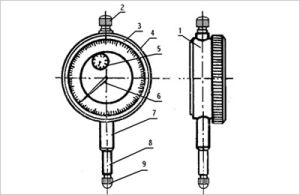
百分表是一種精度較高的比較量具,它只能測出相對數值,不能測出絕對數值,主要用於測量形狀和位置誤差,也可用於工具機上安裝工件時的精密找正。百分表的讀數準確度為0.01mm。百分表的結構原理如圖1所示。當測量桿1向上或向下移動1mm時,通過齒輪傳動系統帶動大指針5轉一圈,小指針7轉一格。刻度盤在圓周上有100個等分格,各格的讀數值為0.01mm。小指針每格讀數為1mm。測量時指針讀數的變動量即為尺寸變化量。刻度盤可以轉動,以便測量時大指針對準零刻線。
百分表的外形如右圖所示。8為測量桿,6為指針,錶盤3上刻有100個等分格,其刻度值(即讀數值)為0.01mm。當指針轉一圈時,小指針即轉動一小格,轉數指示盤5的刻度值為1mm。用手轉動表圈4時,錶盤3也跟著轉動,可使指針對準任一刻線。測量桿8是沿著套筒7上下移動的,套筒8可作為安裝百分表用。9是測量頭,2是手提測量桿用的圓頭。
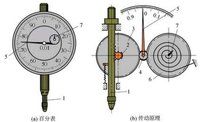
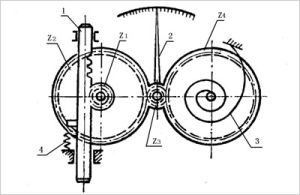
 百分表
百分表 右下圖是百分表內部機構的示意圖。帶有齒條的測量桿1的直線移動,通過齒輪傳動(Z1、Z2、Z3)轉變為指針2的迴轉運動。齒輪Z4和彈簧3使齒輪傳動的間隙始終在一個方向,起著穩定指針位置的作用。彈簧4是控制百分表的測量壓力的。百分表內的齒輪傳動機構,使測量桿直線移動1mm時,指針正好迴轉一圈。
 百分表內部結構
百分表內部結構 讀數方法
百分表的讀數方法為:先讀小指針轉過的刻度線(即毫米整數),再讀大指針轉過的刻度線(即小數部分),並乘以0.01,然後兩者相加,即得到所測量的數值
注意事項
1)使用前,應檢查測量桿活動的靈活性。即輕輕推動測量桿時,測量桿在套筒內的移動要靈活,沒有如何軋卡現象,每次手鬆開後,指針能回到原來的刻度位置。
2)使用時,必須把百分表固定在可靠的夾持架上。切不可貪圖省事,隨便夾在不穩固的地方,否則容易造成測量結果不準確,或摔壞百分表。
3)測量時,不要使測量桿的行程超過它的測量範圍,不要使表頭突然撞到工件上,也不要用百分表測量表面粗糙度或有顯著凹凸不平的工作。
4)測量平面時,百分表的測量桿要與平面垂直,測量圓柱形工件時,測量桿要與工件的中心線垂直,否則,將使測量桿活動不靈或測量結果不準確。
5)為方便讀數,在測量前一般都讓大指針指到刻度盤的零位。
6)用百分表或千分表測量零件時,測量桿必須垂直於被測量表面。即使測量桿的軸線與被測量尺寸的方向一致,否則將使測量桿活動不靈活或使測量結果不準確。
7)用百分表校正或測量零件時,應當使測量桿有一定的初始測力。
即在測量頭與零件表面接觸時,測量桿應有0.3~1mm的壓縮量(千分表可小一點,有0.1mm即可),使指針轉過半圈左右,然後轉動表圈,使錶盤的零位刻線對準指針。輕輕地拉動手提測量桿的圓頭,拉起和放鬆幾次,檢查指針所指的零位有無改變。當指針的零位穩定後,再開始測量或校正零件的工作。如果是校正零件,此時開始改變零件的相對位置,讀出指針的偏擺值,就是零件安裝的偏差數值。
8)檢查工件平整度或平行度時,將工件放在平台上,使測量頭與工件表面接觸,調整指針使擺動,然後把刻度盤零位對準指針,跟著慢慢地移動表座或工件,當指針順時針擺動時,說明了工件偏高,反時針擺動,則說明了工件偏低了。
9)檢驗車床主軸軸線對刀架移動平行度時,在主軸錐孔中插入一檢驗棒,把百分表固定在刀架上,使百分表測頭觸及檢驗棒表面。移動刀架,分別對側母線A和上母線B進行檢驗,記錄百分表讀數的最大差值。為消除檢驗棒軸線與鏇轉軸線不重合對測量的影響,必須鏇轉主軸180º,再同樣檢驗一次A、B的誤差分別計算,兩次測量結果的代數和之半就是主軸軸線對刀架移動的平行度誤差。要求水平面內的平行度允差只許向前偏,即檢驗棒前端偏向操作者;垂直平面內的平行度允差只許向上偏。
10)檢驗刀架移動在水平面內直線度時,將百分表固定在刀架上,使其測頭頂在主軸和尾座頂尖間的檢驗棒側母線上(圖5-10位置A),調整尾座,使百分表在檢驗棒兩端的讀數相等。然後移動刀架,在全行程上檢驗。百分表在全行程上讀數的最大代數差值,就是水平面內的直線度誤差。
11)在使用百分表過程中,要嚴格防止水、油和灰塵滲入表內,測量桿上也不要加油,免得粘有灰塵的油污進入表內,影響表的靈活性。
12)百分表不使用時,應使測量桿處於自由狀態,免使表內的彈簧失效。如內徑百分表上的百分表,不使用時,應拆下來保存。
主要套用
百分表的一個非常重要的套用就是用來測量形狀和位置誤差等機械測量,如圓度、圓跳動、平面度、平行度、直線度等,利用百分表來測量機械形位誤差有個非常簡單且效率高的方法,就是可以直接利用我們的數據分析儀連線百分表來測量,無需人工讀數,數據分析儀軟體可對百分表數據進行採集及分析數據,並計算出各測量結果,可以大大提高測量效率。測量示意圖如下:
維護保養
維護與保養
1.遠離液體,不使冷卻液、切削液、水或油與內徑表接觸。
2.在不使用時,要摘下百分表,使表解除其所有負荷,讓測量桿處於自由狀態。
3.成套保存於盒內,避免丟失與混用。
