簡介
發泡成型(foaming)
製作泡沫塑膠成型方法的總稱。按泡沫塑膠製造方法分類,可分為兩類:將發泡用塑膠原材料配合後由一個工序製得泡沫塑膠的方法稱為一步發泡法,叉稱為直接法,聚氨酯泡沫塑膠是其典型代表;由兩個工序製得泡沫塑膠的方法稱為兩步發泡法,又稱為間歇法。在兩步發泡中,前一工序稱為前發泡或預發泡,此時泡沫或珠粒尚未充分膨脹,密度也較高,這樣製得的珠粒是可發性珠粒。後一工序稱為後發泡或二次發泡,製得充分膨脹、低密度的最終泡沫製品。聚苯乙烯、聚乙烯泡沫塑膠等就是用這種方法製做的。工業上將發泡成型方法按下述分類:(1)由壓延、擠出或傳送帶等療式進行的連續發泡成型;(2)由注塑一個一個地生產最終形狀的發泡體,稱間歇式發泡成型。(3)按使用要求將液狀或微粒狀原材料配合物注入模具中使之發泡,稱為現場發泡成型。
概述
發泡是使塑膠產生微孔結構的過程。幾乎所有的熱固性和熱塑性塑膠都能製成泡沫塑膠,常用的樹脂有:聚苯乙烯樹脂、聚氨酯樹脂、聚氯乙烯樹脂、聚乙烯樹脂、脲甲醛樹脂、酚醛樹脂等。
按照泡孔結構可將泡沫塑膠分為兩類:若絕大多數氣孔是互相連通的,則稱為開孔泡沫塑膠;如果絕大多數氣孔是互相分隔的,則稱為閉孔泡沫塑膠。開孔或閉孔的泡沫結構是由製造方法所決定的。
(1)化學發泡 由特意加入的化學發泡劑受熱分解或原料組分間發生化學反應而產生的氣體,使塑膠熔體充滿泡孔。
化學發泡劑在加熱時釋放出的氣體有二氧化碳、氮氣、氨氣等。
化學發泡常用於聚氨酯泡沫塑膠的生產。
(2)物理髮泡 物理髮泡是在塑膠中溶人氣體或液體,而後使其膨脹或汽化發泡的方法。物理髮泡適應的塑膠品種較多。
(3)機械發泡 藉機械攪拌方法使氣體混入液體混合料中,然後經定形過程形成泡孔的發泡方法。此法常用於脲甲醛樹脂,其他如聚乙烯醇縮甲醛、聚乙酸乙烯、聚氯乙烯溶膠等也適用。
發泡成型原理
氣泡的成型過程是首先將氣體溶解在液態的聚合物中或聚合物加熱到熔融態,同時產生氣體並形成飽和溶液,然後通過成核作用形成無數的微小的泡核。所以泡沫塑膠的成型與定型一般分為3個階段:氣泡核的形成、氣泡核的增長、氣泡核的穩定。然後再膨脹成為具有所要求的泡沫體結構的泡沫體,最後,通過同化定型將泡沫體的結構固定下來,得到泡沫塑膠製品。這3個階段的成型因素各不相同,下面將這3個階段的成型機理及影響因素進行介紹。
氣核的形成
(1)氣泡核形成的過程
塑膠發泡過程的初始階段是在塑膠熔體或液體中形成大量的氣泡核,然後使氣泡核膨脹成泡沫體。所謂氣泡核就是指原始微氣泡,也就是氣體分子最初聚集的地方。在聚合物液相中增添了氣體相,氣體分布在溶液中產生泡沫。如同時加入很細的固體粒子或微小的氣泡核,就出現了作為氣體的第二分散相,有利於泡沫的形成。所加入的有利於泡沫形成的物質稱為成核劑。若不加入成核劑就容易生成大孔泡沫。
氣泡核的形成階段對成型泡沫體的質量起著關鍵性的作用。若熔體中能同時出現大量均勻分布的氣泡核,則將有利於得到泡孔細密而均勻的氣泡體;若在熔體只加入少撞的氣泡核,則最終形成的泡沫體少而不均勻,泡沫體密度較大且質量也較差—所以在發泡過程巾控制好氣泡核的形成階段是非常重要的。
(2)氣泡核形成的條件
把化學發泡劑(或氣體)加入到熔融塑膠或液體混合物中,經過化學反應產生氣體(或加入的氣體)就會生成氣-液溶液。隨著生成氣體的增加,溶液成為飽和狀態,這時氣體就會從溶液中逸出形成氣泡核,這時溶液中形成氣液兩相-氣液溶液中形成氣泡核的過程稱為成核作用,成核有均相成核和異相成核之分。在實際生產中常加入成核劑以有利於成核作用能在較低的氣體濃度下發生,成核劑通常是微細的固體粒子或微小氣孔。如果不加入成核劑就有可能形成粗孔。
氣泡的增長
(1)氣泡的增長過程
增加溶解氣體量,升高溫度,使氣體膨脹和氣泡合併有利於促進泡沫增長,氣體從小氣泡中形成氣泡後,氣泡內氣體壓力與其半徑成反比,氣泡越小,內部壓力就越高-當兩個尺寸大小不同的氣泡靠近時氣體從小氣泡中擴散到大氣泡巾使氣泡合併。同時,通過成核劑的作用大大增加了氣泡的數量,加上氣泡膨脹使氣泡的孔徑擴大,這樣使泡沫不斷脹大。所以,氣泡形成後,氣體受熱膨脹後氣泡之間的合併,促進氣泡不斷地增長。
(2)氣泡增長的影響因素
影響液體中氣體膨脹的因素很多,歸納起來可以分為兩大類:一類是原材料,包括原材料的品種及用量,如發泡劑的類型、溶解度和擴散係數等;另一類是成型加工條件,包括成型工藝過程、工藝條件和設備結構參數等,如成型的溫度、壓力、剪下速度和模頭的幾何參數等這類參數對氣泡的膨脹有較大的影響。在氣泡膨脹過程中,聚合物表面張力和溶液的黏度是阻礙氣泡增長的主要因素,這兩種因素的作用程度要適當。但在整個發泡過程中,由於溫度的升高,使塑膠的熔融黏度降低,此時,因局部區域過熱(一般稱為熱點),或由於消泡劑的作用,使得熔體局部區域的表面張力降低,會促使泡孔壁膜減薄,甚至造成泡沫塑膠的崩塌。
要控制氣泡的膨脹過程,必須了解氣泡膨脹的動力和阻力及各影響因素相互之間的關係。影響氣泡膨脹的因素很多,如聚合物的流變性能、發泡劑和成核劑的類型和用量、成型丁藝及設備結構參數等。在氣泡增加過程中,溶液的表面張力和黏度是阻礙氣泡增長的重要因素。
為了得到泡孔均勻、細密、質輕的優質泡沫塑膠,在發泡成型時,首先應在熔體中同時形成大量分布均勻的氣泡核和過飽和氣體。熔體中過飽和氣體的總量與氣泡核數之比決定了氣泡的大小。氣泡表面積之和與熔體外表面積之比值越大,過飽和溶液從熔體中擴散到氣泡表面進入氣泡的量就越多。這樣可以減少氣體從熔體外表面散失的量,提高了氣體的利用率。假如氣泡核的數量太少,就會使較多的氣體從熔體的外表面散失到大氣中,結果每個氣泡核得到的氣泡量可能會多一些,但是氣體利用率是低的。由此得到的泡沫體泡孔大、數量大、質量大,經濟效益差。因此,要製得優質泡沫體,必須使大量氣泡核和過飽和氣體同時存在於熔體之中。
氣泡的穩定
氣液相共存的體系多數是不穩定的。在泡沫形成過程中,由於氣泡的不斷生成和膨脹,形成了無數的氣泡,使得泡沫體系的體積和表面積增大,氣泡壁厚度變薄,致使泡沫體系不穩定;已經形成的氣泡可以繼續膨脹,或者氣泡之間合併,或者出現氣泡塌陷、破裂,這些現象的發生主要取決於氣泡所處的條件。在發泡成型過程中,要控制氣孔的增大,使氣孔穩定,可以採取下列措施:
(1)用適當的聚合物、發泡劑和其他配合劑。
(2)通過控制工藝過程的溫度和各溫度範圍的時間來控制物料的表面張力、黏度和彈性模量。當氣孔增大到一定程度,及時冷卻使發泡物料的黏度和彈性模數高一些,流動性差一些,氣孔就難以運動,難以合併而被穩定下來。
(3)對於橡膠和熱固性塑膠可以控制交聯速度, 當物料中氣孔增大到一定程度,及時使交聯度達到足夠高,從而大大提高黏度,降低流動性,使氣孔穩定下來。
(4)對於有些熱塑性塑膠,適當加入一-些表面活性劑(如:矽油),降低樹脂與氣孔界面張力,也有利於穩定氣孔。
發泡成型設備
發泡成型設備有兩類:成型機、蒸缸。對於大批量生產,中大型泡沫模樣,多採用成型機成型;中小生產批量、小型模樣則可採用蒸缸成型。
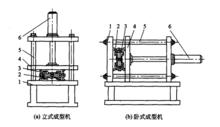
(1)成型機按其開模方向分為立式成型機和臥式成型機,如圖所示。
立式成型機開模方式為水平分型,模具分為上模(移動模具)和下模(固定模)。其特點是:
①模具拆卸和安裝方便;
②模具內便於安放活塊和嵌件;
③易於手工取模;
④占地面積小。立式成型機又有簡易式和自動控制式。
 成型機示意圖
成型機示意圖臥式成型機的開模方式為垂直分型,模具分為左模(固定模)和右模(移動模)。其特點為:
①模具前後上下空間開闊,可設定氣動抽芯機構,便於製造有多個抽芯結構的複雜泡沫模樣;
②模具中的水和氣排放順暢,有利於泡沫模樣的脫水和乾燥;
③生產效率高,易實行電腦全自動控制;
④結構較複雜,價格較高。
(2)蒸缸成型裝置 手動蒸缸又分立式和臥式兩種,結構簡單,投資少,可自制。由工人控制成型工
藝,但制模勞動強度較大。
機械蒸缸也有立式和臥式兩種。立式機械蒸缸,可用立式成型機改造而成。它是將幾副模具放在工作檯上,然後關閉蒸缸;開動控制程式,完成加熱,噴水冷卻等工序;開啟蒸缸,手工取出模具,取出模樣。與成型機成型相比,蒸汽對模具的加熱是從外向里,難以形成穿透泡沫模樣的蒸汽流,在厚實斷面中心易產生冷凝水,影響珠粒融合。從而發泡時間比帶氣室的成型機制模長得多,僅用於小模樣和澆道的製作。
