
介紹
 熱鍍鋅
熱鍍鋅也叫熱浸鋅和熱浸鍍鋅:是一種有效的金屬防腐方式,主要用於各行業的金屬結構設施上。是將除銹後的鋼件浸入500℃左右融化的鋅液中,使鋼構件表面附著鋅層,從而起到防腐的目的。自從1836年法國把熱鍍鋅套用於工業以來,已經有一百四十年的歷史了。然而,熱鍍鋅工業是近三十年來伴隨冷軋帶鋼的飛速發展而得到了大規模發展。
發展
由於鋅的標準電極電位負於鐵,因此在水和潮濕的空氣中鍍鋅層具有犧牲陽極保護鋼基的作用,從而可以大大的延長鋼材的使用壽命。在工業上常用的鍍鋅層有熱浸鍍鋅、電鍍鋅、機械鍍鋅和熱噴塗(鍍)鋅等,其中熱鍍鋅約占鍍鋅總量的95%,熱鍍鋅用鋅量在世界範圍內占鋅產量的40%,在中國約占鋅產量的30%左右。
熱鍍鋅是將鋼、不鏽鋼、鑄鐵等金屬浸入熔融液態金屬或合金中獲得鍍層的一種工藝技術。熱鍍鋅是當今世界上套用最廣泛、性能價格比最優的鋼材表面處理方法。熱鍍鋅產品對鋼鐵的減蝕延壽、節能節材起著不可估量和不可替代的作用,同時鍍層鋼材也是國家扶植和優先發展的高附加值短線產品。
隨著西部大開發戰略的實施,西電東送、西氣東輸、南水北調、三峽工程、農網及城市電網二網改造等項目的深入展開,我國熱鍍鋅行業已進入新一輪的高速發展階段。
原理
簡述
熱鍍鋅也稱熱浸鍍鋅,是鋼鐵構件浸入熔融的鋅液中獲得金屬復蓋層的一種方法。近年來隨高壓輸電、交通、通訊事業迅速發展,對鋼鐵件防護要求越來越高,熱鍍鋅需求量也不斷增加。
防護性能
通常電鍍鋅層厚度5~15μm,而熱鍍鋅層一般在35μm以上,甚至高達200μm。熱鍍鋅復蓋能力好,鍍層緻密,無有機物夾雜。眾所周知,鋅的抗大氣腐蝕的機理有機械保護及電化學保護,在大氣腐蝕條件下鋅層表面有ZnO、Zn(OH)2及鹼式碳酸鋅保護膜,一定程度上減緩鋅的腐蝕,這層保護膜(也稱白銹)受到破壞又會形成新的膜層。當鋅層破壞嚴重,危及到鐵基體時,鋅對基體產生電化學保護,鋅的標準電位-0.76V,鐵的標準電位-0.44V,鋅與鐵形成微電池時鋅作為陽極被溶解,鐵作為陰極受到保護。顯然熱鍍鋅對基體金屬鐵的抗大氣腐蝕能力優於電鍍鋅。
形成過程
 熱鍍鋅
熱鍍鋅熱鍍鋅層形成過程是鐵基體與最外面的純鋅層之間形成鐵-鋅合金的過程,工件表面在熱浸鍍時形成鐵-鋅合金層,才使得鐵與純鋅層之間很好結合,其過程可簡單地敘述為:當鐵工件浸入熔融的鋅液時,首先在界面上形成鋅與α鐵(體心)固熔體。這是基體金屬鐵在固體狀態下溶有鋅原子所形成一種晶體,兩種金屬原子之間是融合,原子之間引力比較小。因此,當鋅在固熔體中達到飽和後,鋅鐵兩種元素原子相互擴散,擴散到(或叫滲入)鐵基體中的鋅原子在基體晶格中遷移,逐漸與鐵形成合金,而擴散到熔融的鋅液中的鐵就與鋅形成金屬間化合物FeZn13,沉入熱鍍鋅鍋底,即為鋅渣。當工件從浸鋅液中移出時表面形成純鋅層,為六方晶體。其含鐵量不大於0.003%。
技術區別
熱鍍鋅抗腐蝕能力遠遠高於冷鍍鋅(又稱電鍍鋅)。熱鍍鋅在幾年裡都不會生鏽,冷鍍鋅在三個月內就會生鏽。
冷鍍鋅工藝用於保護金屬防止腐蝕,為此利用了鋅填料的塗料,在利用任何一種塗敷的方法將其塗在被保護表面,乾燥之後形成鋅填料塗層,在乾燥塗層中具有含量的鋅(達到95%)。鋼鐵在冷卻的條件下在表面鍍鋅,而熱鍍鋅是鋼管在熱浸的條件下對表面鍍鋅,它的附著力很強,不容易脫落,熱鍍鋅管雖然也出現鏽蝕的現象,但在很長的周期可以滿足技術、衛生要求。
生產工序
基本流程
 熱鍍鋅
熱鍍鋅熱鍍鋅(鋼管)生產工藝:
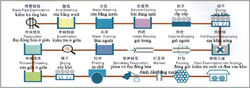
上料→酸洗、水洗→溶劑→烘乾→熱鍍鋅→內、外吹→滾標、標識→鈍化→檢驗→包裝。
上料
上料工應檢查原料情況:
1、鋼管的外表面不得粘有油污(特別是瀝青油調合漆等油污),否則會造成大批不合格品。
2、鋼管在生產後一定要矯直,消除鋼管的內應力。
3、鋼管外表面出現凹凸不平的腐蝕不能鍍鋅,否則將浪費大量鹽酸。
4、鋼管在運輸過程中不能出現人為彎管。
5、用於熱鍍鋅的鋼管,不允許把標識物貼在鋼管的內、外壁上,以免造成漏鍍。
酸洗、水洗
1、鋼管的酸洗:
1)酸洗工在工作前必須穿戴好勞動保護用品,在工作中認真檢查工作現場有無障礙、吊帶是否完好無損,確認完好後方可進行工作。
2)酸洗主要採用鹽酸酸洗,採用水來配製鹽酸,鹽酸含量為18~20%比較合適。
3)酸洗工工作前首先了解酸的濃度、溫度及本槽酸洗管的噸位。
4)吊管時兩根吊帶要離開端頭1.3米左右,防止吊彎鋼管,造成鍍鋅管內漏;在往酸槽下管時,鋼管要傾斜15°,先下自己站立的一端,防止噴酸傷人。
5)鋼管每次酸洗,重量在2~5噸為宜,時間5~15分鐘。
6)鋼管在酸洗時要經常振動,在振動過程中要把鋼管平放在酸槽的橫條石上,反覆起動一側吊帶3次後再起動另一側吊帶3次,重複兩次後再吊起;振動上升角度不大於15°。
7)酸槽加溫時,先將蒸汽管固定牢固後再打開蒸汽閥門。
8)天車吊管進、出酸槽時,不得撞擊槽壁,防止損壞酸槽。
9)鋼管的欠酸洗的主要原因:
(1)鋼管在進料時要嚴格檢查,要做到不合格鋼管不投入酸洗。。
(2)鋼管在振動時不認真操作。
(3)酸洗時間及鹽酸含量不足。
10)鋼管過酸洗的主要原因:
(1)鹽酸含量過高。
(2)酸洗時間過長。
11)酸洗後檢查鋼管外表面是否光滑、有無殘留氧化鐵皮、有無油垢污染鋼管表面。
2、鋼管的水洗:
1)鋼管的水洗要在流動的清水槽中進行,水洗時要將鋼管全部浸在水中,把酸洗吊帶放鬆,起落三到四次。
2)水洗後,要將鋼管內的水控淨,儘快進行溶劑處理,以防止鋼管氧化。
3)清洗水鐵鹽含量標準不得超標,無其他雜物,保持乾淨透明。
4)在洗管時,嚴禁操作人員跨越酸洗槽,防止滑倒或掉入酸槽傷人。
溶劑處理
1、鋼管進入溶劑槽內,把吊帶放鬆到鋼管全部浸入溶劑內,不允許鋼管表面露出溶劑表面。等鋼管兩端不冒氣泡為止,再吊起鋼管的一側上下振動,吊起鋼管控淨溶劑後進入烘乾台架。
2、鋼管在溶劑處理過程中鋼管的傾斜角度不大於15°。
3、鋼管在溶劑中浸泡時間為60~120秒,當班回鍍管浸泡3~5分鐘,接班回鍍管浸泡5~10分鐘。
4、溶劑溫度:常溫 保持溶劑乾淨。
5、溶劑處理後的鋼管,不要粘上其它髒物,不要淋上水,放入烘乾台架擺平;放到烘乾台架上的鋼管,不允許人到鋼管上面去踏,如必須上去,雙腳必須塗上氯化銨後再到管上去作業。
烘乾
1、溶劑處理合格後的鋼管放在烘乾受料台架上,將鋼管齊頭一側放在鋅鍋前側和第二個磁力輥前側成直角擺平;彎度較大的管放在後面或者矯直後放在受料架上。
2、烘乾炕主要作用是把鋼管表面的水份烘乾,另一方面是提升鋼管本身的溫度,防止濺鋅傷人,也不帶走鋅鍋內的熱能,促使鋅鐵合金層的加快生成。
3、烘乾炕溫度為80℃~180℃,鋼管的乾燥時間為3~7分鐘,也可根據鋼管的規格、壁厚不同掌握烘乾溫度;乾燥工要隨時檢查鋼管的乾燥程度,防止時間不足進入鋅液中濺鋅傷人;烘乾時不要超溫,防止把溶劑烘焦。
熱鍍鋅
鋼管的熱鍍鋅採用齒盤全浸式半自動鍍鋅方式撥入、壓下、螺鏇、拔出、提升的機械原理,完成熱鍍鋅過程。
1、工藝參數控制:鋅液溫度應控制在440-460℃之間;浸鋅時間應控制在30-60秒之間;加鋁量(鋅液面含鋁量0.01-0.02%)
2、鋅錠使用應為國標Zn0-3鋅錠。
3、要經常維護控制好拔入壓下螺鏇、拔出提升裝置的可靠性能,加強氣缸的潤滑,調整好鍍鋅管分配器的高度、角度,將設備調整到最佳狀態。
4、接近開關的擺放位置要準確無誤;熱電偶線和表要統一型號使用,否則,溫度誤差大,熱電偶的保護套管,要經常檢查更換。
5、操作台操作人員要根據爐前設備運行情況及手勢指揮,手動調整速度防止卡管現象。
6、爐前工使用工具要先預熱再使用,以防止濺鋅傷人;經常檢查有無鋼管掉入鍋內,如有要及時清出;要及時調整設備別卡管,以保障設備的安全。
7、向鋅鍋內加鋅時,鋅錠要先預熱,加鋅時決不允許一捆捆加鋅,加鋅每次最多不多於五塊,應將鋅錠縱向貼向鋅鍋壁面緩緩劃下,以免衝擊損壞鋅鍋和濺出大量鋅傷人;鋅液內嚴禁鐵類物質掉入,以防產生大量鋅渣。
8、熔鋅時應緩慢加熱,不可燒急火,否則會有損鍍鋅鍋的壽命,而且有大量的鋅蒸汽揮發出來。這種有害氣體被人體吸入過量後,會患一種“鑄工熱”的病症。在熔鋅過程中,一旦鋅已具有較高溫度切不可用手去撥動鋅塊,以免灼傷,應採用適當的工具去撥動它。
9、要定時清出鋅液表面的鋅灰。刮灰時應輕輕在鋅液表面上用刮灰板刮拭,不能攪動得太厲害,以免鋅灰揚起,刮灰板不應與正在浸鋅或出管時的鋼管相碰,以免軋住出現人身事故或設備事故。
10、爐前地面上的鋅塊、碎鋅、鍍鋅時帶出的鋅、鋼管流到外面的鋅要隨時回收回鍋,以減少鋅鍋的熱損失。
11、鋅液表面加鋁錠時,一定要前後活動幾次保證鋅液表面鋁含量均勻。
12、為了便於澇渣及抽鋅,鋅鍋內部要放入20噸鉛。
13、撈渣時要把撈渣機先預熱,鋅渣要分大小塊存放,澇渣溫度應控制在455℃以上進行,擺動抓渣機時必須使用專用工具,離開鋅鍋1米處,腳要站成丁字形。
14、熱鍍鋅工藝要求比較嚴密,所以在熱鍍鋅生產過程中,一定要乾足工位,也就是說在單位時間內的根數或噸位越多,成本越低,反之越高。
引出與外吹
1、鍍鋅管提出後,採用磁力輥道把鍍鋅管引出,引出機的轉數不要太快,讓鋅在內吹前流淨。
2、外吹環角度要與磁輥成平行直角,縱向、橫向位置要正,保證鍍鋅管在風環中間通過。
3、安裝磁力輥時,五個磁力輥上下左右必須在一條中心線上,保證外吹的後的鍍鋅管鋅層均勻。
4、外吹採用壓縮空氣進行外吹,最好採用70℃以上,壓力在0.2-0.4Mpa狀況下進行。
5、在下列情況下應調整風壓:
(1)、鍍鋅管外表面鋅層太厚。
(2)、外吹後鋅層表面發暗。
(3)、外吹後鋅層表面粘附著雜物和條狀不乾淨物應調節風量。
6、根據鍍鋅鋼管規格更換同規格的風環,風環不能用其它規格代替。
7、外吹風環在無風條件下禁止鍍鋅管通過,以免造成風孔堵塞,影響外吹的質量。
8、要經常檢查外吹環內是否清潔,是否有掛鋅,鍍鋅管外表面是否光滑,有無劃傷;磁輥表面、鏈條是否掛鋅,如有掛鋅要及時清理。
9、引上輥道由於無磁力輥,鋅層又沒有固牢,鋅層表面最容易劃傷,引上輥速度要和磁力輥速度匹配好。
內吹、橫移及水冷
1、熱鍍鋅管通過引上裝置送到內吹機旁通過接近開關完成橫移,壓下內吹,壓頭抬起,橫移,完成內吹及下管動作把熱鍍鋅管移進冷卻水槽。
2、熱鍍管在引上輥道上是最容易被劃傷的,主要是鋼管在運行中鋅還沒有完全凝固。
3、內吹採用蒸汽進行吹掃,內吹壓力為0.4-1.0Mpa;內吹後的鍍鋅管內表面必須光滑。
4、鍍鋅管在鏈條上要保持一定傾斜角度,讓冷卻水流淨。
5、內吹工作業場所地勢較陡,作業空間較小,一定要認真操作,防止滑倒摔傷,以及彎管傷人;嚴禁身體的任一部位,直接接觸高溫鍍鋅管,以免傷人。
6、在水槽作業時要注意腳下是否站穩,有無其它障礙物,防止掉入水槽中;水槽上鏈條運行,很容易別管,要防止飛管傷人。
鈍化
含義:當製件需要較長時間的貯運時,應對之間進行鈍化處理,以防止在儲運過程中產生腐蝕。其腐蝕產物通常稱為白銹。常用鈍化方法有鉻酸鹽和磷酸鹽法。
1、鈍化方式採用熱鍍鋅管在跑道上面直接噴淋鈍化液,在距離噴淋位置一米的地方經汽刀抹拭吹淨附液,注意一定要吹淨。
2、採用壓縮冷氣抹拭,吹掉鋼管表面的附液並使塗層均勻。通過調整氣壓大小調整塗層的厚度,決不能有多餘液珠附在鋅管表面上。
滾標、滾槓與包裝
1、滾標、滾槓:
1)滾標機工作時,嚴禁用手觸摸滾標輥,防止壓手;嚴禁雙管通過滾標機,防止壓輥損壞。
2)鍍鋅管在輸送輥道運行中滾標,滾標機要根據不同規格,更換字條,更換一次規格要調整一次壓輪高度,要經常添油。
3)滾標機的膠圈要經常檢查,發現有裂紋要及時更換。
4)膠輪應壓在鋼管的中心線上,要調整好壓角的上下固定螺栓。
5)在列印標誌環時,二人要同時滾動,滾鋼管用毛氈要經常加油墨,但油墨不易過多。
2、包裝:
1)打包機使用空氣壓縮機氣體,壓力為0.4-0.8Mpa。在打包機工作狀態下禁止用手去摸打包機動作部位以免傷手。
2)打包時先把卡扣穿在包裝帶上,再把包裝帶繞過鋼管,把另一端插入卡扣內,把打包機壓在打包帶上,打開打包機風閥進行打包壓扣。打包帶厚部為1.0—1.2mm,包裝帶要求離端頭一道100mm,二道300mm,蘭槓標誌應離端頭400mm。
3)包裝時相同規格的鍍鋅管選擇同一規格的包裝架,把鍍鋅管擺成六角型,並達到一頭齊。
4)包裝後的鋼管外表面一旦造成污染要用乾淨的棉沙抹乾淨後方可上垛,如有條件小管要把管內水控淨;不允許任何人用腳踩管,要保持鍍鋅管外表質量。
工業方法
方法簡介
熱鍍鋅板的生產工序主要包括:原板準備→鍍前處理→熱浸鍍→鍍後處理→成品檢驗等。按照習慣往往根據鍍前處理方法的不同把熱鍍鋅工藝分為線外退火和線內退火兩大類。
 熱鍍鋅工廠
熱鍍鋅工廠線外退火
就是熱軋或冷軋鋼板進入熱鍍鋅作業線之前,首先在抽底式退火爐或罩式退火爐中進行再結晶退火,這樣,鍍鋅線就不存在退火工序了。鋼板在熱鍍鋅之前必須保持一個無氧化物和其他髒物存在的潔淨的純鐵活性表面。這種方法是先由酸洗的方法把經退火的表面氧化鐵皮清除,然後塗上一層由氯化鋅或由氯化銨和氯化鋅混合組成的溶劑進行保護,從而防止鋼板再被氧化。屬於這個類別的熱鍍鋅方法包括 :濕法熱鍍鋅法、單張鋼板法和惠林熱法。
濕法工藝
鋼板表面的溶劑不經烘乾(即表面還是濕的)就進入起表面復蓋有熔融態溶劑的鋅液進行熱鍍鋅。此方法的缺點是:
只能在無鉛狀態下鍍鋅,鍍層的合金層很厚且粘附性很壞。
生成的鋅渣都積存在鋅液和鉛液的界面處而不能沉積鍋底(因為鋅渣的比重大於鋅液而小於鉛液),這樣鋼板因穿過鋅層污染了表面。因此,該方法已基本被淘汰。
單張鋼板
這種方法一般是採用熱軋疊軋板作為原料,首先把經過退火的鋼板送入酸洗車間,用硫酸或鹽酸清除鋼板表面的氧熱鍍鋅法化鐵皮。酸洗之後的鋼板立即進入水箱中浸泡等待鍍鋅,這樣可以防止鋼板再氧化。後經過酸洗、水清洗、擠乾、烘乾、進入鋅鍋(溫度一直保持在445—465℃)熱鍍鋅,再進行塗油和鉻化處理。這種方法生產的熱鍍鋅板比濕法鍍鋅成品質量有顯著提高,只對小規模生產有一定價值。
惠林熱法
該連續鍍鋅生產線包括鹼液脫脂、鹽酸酸洗、水沖洗、塗溶劑、烘乾等一系列前處理工序,而且原板進入鍍鋅線鍍鋅前還需要進行罩式爐退火。這種方法生產工藝複雜,生產成本高,更為主要的是此方法生產的產品常常帶有溶劑缺陷,影響鍍層的耐蝕性。並且鋅鍋中的AL常常和鋼板表面的溶劑發生作用生成三氯化鋁而耗掉,鍍層的粘附性變壞。因而此方法雖然已問世近三十年,但在世界熱鍍鋅行業中並未得到發展。
線內退火
就是由冷軋或熱軋車間直接提供帶卷作為熱鍍鋅的原板,在熱鍍鋅作業線內進行氣體保護再結晶退火。屬於這個類行業的熱鍍鋅方法包括:森吉米爾法、改良森吉米爾法、美鋼聯法(同日本川崎法);賽拉斯法;莎倫法。
森吉米爾法
它是把退火工藝和熱鍍鋅工藝聯合起來,其線內退火主要包括氧化爐,還原爐兩部份組成。帶鋼在氧化爐中煤氣火焰直接加熱到450度左右,把帶鋼表面殘存的軋制油燒掉,淨化表面。後再把帶鋼加熱到700-800度完成再結晶退火,經冷卻段控制進鋅鍋前溫度在480度左右,最後在不接觸空氣的情況下進入鋅鍋鍍鋅,因此,森吉米爾法產量高、鍍鋅質量較好,此法曾得到廣泛套用。
美鋼聯法
它是森吉米爾法的一個變種,它僅僅是利用一個鹼性電解脫脂槽取代了氧化爐的脫脂作用,其餘工序與森吉米爾法基本相同。在原板進入作業線後,首先進行電解脫脂,而後水洗、烘乾,再通過有保護氣體的還原爐進行再結晶退火,最後在密封情況下進入鋅鍋熱鍍鋅。這種方法因帶鋼不經過氧化爐加熱,所以表面的氧化膜較薄,可適當降低還原爐中保護氣體的氫含量。這樣,對爐安全和降低生產成本有利。但是,由於帶鋼得不到預加熱就進入還原爐中,這樣無疑提高了還原爐的熱負荷,影響爐子的壽命。因此這種方法並未得廣泛套用。
賽拉斯法
又稱火焰直接加熱法;首先帶鋼經鹼洗脫脂,而後用鹽酸清除表面的氧化皮,並經水洗、烘乾後再進入由煤氣火焰直接加熱的立式線內退火爐,通過嚴格控制爐內煤氣和空氣的焰燒比例,使之在煤氣過剩和氧氣不足的情況下進行不完全焰燒,從而使爐內造成還原氣氛。使其快速加熱達到再結晶溫度並在低氫保護氣氛下冷卻帶鋼,最後在密閉情況下浸入鋅液,進行熱鍍鋅。該法設備緊湊,投資費用低,產量高(最高可達50/小時)。但生產工藝複雜,特別是在機組停止運轉時,為了避免燒斷帶鋼,需要採用爐子橫移離開鋼帶的方法,這樣操作問題很多,所以,熱鍍鋅工業採用此法很少。
莎倫法
1939年美國莎倫公司投產一台新型的熱鍍鋅機組,所以也叫莎倫法。該法是在退火爐內向帶鋼噴射氯化氫氣體並使帶鋼達到再結晶溫度,所以也稱為氣體酸洗法。採用氯化氫氣體酸洗,不但能去除帶鋼表面的氧化皮,而且同時去除了帶鋼表面的油脂,由於帶鋼表面被氧化氣體腐蝕,形成麻面,所以使用莎倫法所得到的鍍層粘附性特別好。但是由於設備腐蝕嚴重,由此造成很高的設備維修和更新費用。因而此種方法很少被採用。
改良森吉米
它是一種更優越的熱鍍鋅工藝方法;它把森吉米爾法中各自獨立的氧化爐和還原爐由一個截面積較小的過道連線起來,這樣包括預熱爐、還原爐和冷卻段在內的整個退火爐構成一個有機整體。實踐證明,該法具有許多優點:優質、高產、低耗、安全等優點已逐漸被人們所認識。其發展速度非常快,1965年以來新建的作業線幾乎全部採用了這種方法,森吉米爾機組也大都按照此方法進行了改造。
產品優點
隨著工業的發展,熱鍍鋅產品已經運用到很多領域,熱鍍鋅的優點在於防腐年限長久,適應環境廣泛一直是很受歡迎的防腐處理方法。被廣泛運用與電力鐵塔、通信鐵塔、鐵路、公路防護、路燈桿、船用構件、建築鋼結構構件、變電站附屬設施、輕工業等。
熱鍍鋅的防腐年限久遠,但是在不同的環境中防腐年限不一樣:重工業區13年,海洋50年,郊外104年,城市30年。
熱鍍鋅原理:將鐵件清洗乾淨,然後溶劑處理,烘乾後浸入鋅液中,鐵與熔融鋅反應生成一合金化的鋅層,其流程為:脫脂--水洗--酸洗--助鍍--烘乾--熱浸鍍鋅--分離--冷卻鈍化。
熱鍍鋅的合金層的厚度主要取決於鋼材的矽含量等化學成份,鋼材的橫截面積大小,鋼材表面的粗糙程度,鋅鍋溫度,浸鋅時間,冷卻快慢,冷軋變形等。
熱鍍鋅的優點
1、處理費用低:熱浸鍍鋅防鏽的費用要比其他漆料塗層的費用低;
2、持久耐用:在郊區環境下,標準的熱鍍鋅防鏽厚度可保持50年以上而不必修補;在市區或近海區域,標準的熱鍍鋅防鏽層則可保持20年而不必修補;
3、可靠性好:鍍鋅層與鋼材間是冶金結合,成為鋼表面的一部份,因此鍍層的持久性較為可靠;
4、鍍層的韌性強:鍍鋅層形成一種特別的冶金結構,這種結構能承受在運送及使用時受到機械損傷;
5、全面性保護:鍍件的每一部分都能鍍上鋅,即使在凹陷處、尖角及隱藏處都能受到全面保護;
6、省時省力:鍍鋅過程要比其他的塗層施工法更快捷,並且可避免安裝後在工地上塗刷所需的時間。
7、初期成本低:一般情況下,熱浸鋅的成本比施加其他保護塗層要低,原因很簡單,其他保護塗層如打砂油漆是勞力密集的工序,反之熱浸鋅的工序為高機械化,緊密控制的廠內施工。
8、檢驗簡單方便:熱浸鋅層可以目視及簡單的非破壞性塗層厚度表作測試
9、可靠性:熱浸鋅的規格一般按照BS EN ISO 1461執行,規限其最低的鋅層厚度,所以其防鏽年期及表現是可靠及可預計的。
國內工藝現狀
目前國內通行的熱鍍鋅合金工藝十分簡單,鋅冶煉廠要生產鋅合金,只需增設一台中頻無芯感應爐製備中間合金,將原來用於熔化鋅片的大功率感應電爐進行改造,在爐頂中央開設一個孔,增加一套攪拌裝置,經過計量配入中間合金,攪拌混合,澆鑄即可。
這種生產模式的特點是工藝簡單,利用現有鑄錠熔化爐進行改造容易,為鋅冶煉廠廣泛採用,但是該工藝有幾個方面的不足:
(1)生產效率不高
根據有芯感應電爐的加熱特性,要有啟熔體電爐才能工作。即爐內金屬液面的最低高度,必須保證能夠浸沒感應體的感應溝槽。因此,每次配好一爐鋅合金,只能澆鑄1/3左右(即剩餘金屬液面保證在啟熔高度以上),就必須加入鋅片熔化,重新配製下一爐間歇式熔化。當進行合金配製、攪拌和爐前分析時,只能停止加熱或保溫,大功率感應爐的連續熔化優勢發揮不出來,攪拌器的吊出吊進操作麻煩。
(2)合金成分不均勻
由於攪拌葉片的直徑受到頂上所開孔徑的制約(影響熱效),小範圍的攪拌對於矩形爐膛的影響是有限的,因此攪拌的不充分和葉片的增鐵效應,對成分的均勻性及和鐵含量的要求都帶來負面的影響。
(3)更換合金品種麻煩
需要更換合金品種時,對大容量有芯感應爐洗爐是一項耗時費事的工作,改變合金元素時,洗爐需要長時間的連續作業才能完成。
(4)爐溫波動大
對電器和爐齡的都有影響當放出合金液加入大量鋅片時,溫度最低,需要大功率升溫;配入中間合金時,溫度需要升到最高,在能耗和金屬燒損方面都不利於控制。
