
機械分類
 電動變數軸向柱塞泵
電動變數軸向柱塞泵軸向柱塞泵是活塞或柱塞的往復運動方向與缸體中心軸平行的柱塞泵。軸向柱塞泵是利用與傳動軸平行的柱塞在柱塞孔內往復運動所產生的容積變化來進行工作的。由於柱塞和柱塞孔都是圓形零件,加工時可以達到很高的精度配合,因此容積效率高,運轉平穩,流量均勻性好,噪聲低,工作壓力高等優點,但對液壓油的污染較敏感,結構較複雜,造價較高。
直軸斜盤式柱塞泵
直軸斜盤式柱塞泵分為壓力供油型的自吸油型兩種。壓力供油型液壓泵大都採用有氣壓的油箱,也有液壓泵本身帶有補油分泵向液壓泵進油口提供壓力油的。自吸油型液壓泵的自吸油能力很強,無需外力供油。靠氣壓供油的液壓油箱,在每次啟動機器後,必須等液壓漬箱達到使用氣壓後,才能操作機械。如液壓油箱的氣壓不足時就擔任機器,會對液壓泵內的與滑鞭造成拉脫現象,出會造成泵體內回程板與壓板的非正常磨損。
徑向柱塞泵
徑向柱塞泵可分為閥配流與軸配流兩大類。閥配流徑向柱塞泵存在故障率高、效率低等缺點。國際上70、80年代發展的軸配流徑向柱塞泵克服了閥配流徑向柱塞泵的不足。由於徑向泵結構上的特點,陝定了軸配流徑向柱塞泵比軸向柱塞泵耐衝擊、壽命長、控制精度高。變數行程短泵的變數是在變數柱塞和限位柱塞作用下,改變定子的偏心距實現的,而定於的最大偏心距為 5—9mm(根據排量大小不同),變數行程很短。且變數機構設計為高壓操縱,由控制閥進行控制。故該泵的回響速度快。徑向結構設計克服了如軸向柱塞泵滑靴偏磨的問題。使其抗衝擊能力大幅度提高。
液壓柱塞泵
液壓柱塞泵靠氣壓供油的液壓油箱,在每次啟動機器後,必須等液壓漬箱達到使用氣壓後,才能操作機械。直軸斜盤式柱塞泵分為壓力供油型的自吸油型兩種。壓力供油型液壓泵大都採用有氣壓的油箱,也有液壓泵本身帶有補油分泵向液壓泵進油口提供壓力油的。自吸油型液壓泵的自吸油能力很強,無需外力供油。對於自吸油型柱塞泵,液壓油箱內的油液不得低於油標下限,要保持足夠數量的液壓油。液壓油的清潔度越高,液壓泵的使用壽命越長。
機械結構
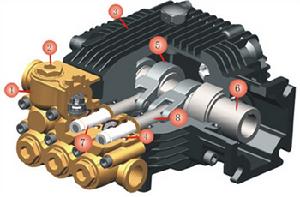 柱塞泵內部構造
柱塞泵內部構造柱塞和柱塞套是一對精密偶件,經配對研磨後不能互換,要求有高的精度和光潔度和好的耐磨性,其徑向間隙為0.002~0.003mm 。柱塞頭部圓柱面上切有斜槽,並通過徑向孔、軸向孔與頂部相通,其目的是改變循環供油量;柱塞套上制有進、回油孔,均與泵上體內低壓油腔相通,柱塞套裝入泵上體後,套用定位螺釘定位。柱塞頭部斜槽的位置不同,改變供油量的方法也不同。
出油閥和出油閥座也是一對精密偶件,配對研磨後不能互換,其配合間隙為0.01mm 。出油閥是一個單向閥,在彈簧壓力作用下,閥上部圓錐面與閥座嚴密配合,其作用是在停供時,將高壓油管與柱塞上端空腔隔絕,防止高壓油管內的油倒流入噴油泵內。
出油閥的下部呈十字斷面,既能導向,又能通過柴油。出油閥的錐面下有一個小的圓柱面,稱為減壓環帶,其作用是在供油終了時,使高壓油管內的油壓迅速下降,避免噴孔處產生滴油現象。當環帶落入閥座內時則使上方容積很快增大,壓力迅速減小,停噴迅速。
柱塞泵滑靴與斜盤的滑動磨擦是斜盤柱塞泵三對磨擦副中最為複雜的一對。 出柱塞桿球頭與滑靴球窩的間隙,如果柱塞與滑靴間隙超差,柱塞腔中的高壓油就會從柱塞球頭與滑靴間隙中泄出,滑靴與斜盤油膜減薄,嚴重時會造成靜壓支承失效,滑靴與斜盤發生金屬接觸磨擦,滑靴燒蝕脫落,柱塞球頭劃傷斜盤。柱塞桿球頭與滑靴球窩超出公差1.5倍時,必須成組更換之。
斜盤作用一段時間後,斜盤平面會出現內凹現象,在採用平台研磨前,首先應測量原始尺寸和平面硬度。研磨後,再測出研磨量是多少,如在0.18以內,對柱塞泵使用無防礙;如果超出0.2mm以上,則應採用氮化的方法來保持原有的氮化層厚度。
斜盤平面被柱塞球頭刮削出溝槽時,可採用雷射熔敷合金粉末的方法進行修復。雷射熔敷技術既可保證材料的結合強度,又能保證補熔材料的硬度,且不全降低周邊組織的硬度。也順以採用鉻相焊條進行手工堆焊,補焊過的斜盤平面需重新熱處理,最好採用氮化爐熱處理。不管採取哪種方法修復斜盤,都必須恢復原有的尺寸精度、硬度和表面粗糙度。
工作階段
工作時,在噴油泵凸輪軸上的凸輪與柱塞彈簧的作用下,迫使柱塞作上、下往復運動,從而完成泵油任務,泵油過程可分為以下三個階段。
結論:通過上述討論,得出下列結論
①柱塞往復運動總行程L是不變的,由凸輪的升程決定。
②柱塞每循環的供油量大小取決於供油行程,供油行程不受凸輪軸控制是可變的。
③供油開始時刻不隨供油行程的變化而變化。
④轉動柱塞可改變供油終了時刻,從而改變供油量。
3.國產系列柱塞式噴油泵
國產系列柱塞泵主要有A、B、P、Z和Ⅰ、Ⅱ、Ⅲ號等系列。系列化是根據柴油機單缸功率範圍對供油量的要求不同,以柱塞行程,泵缸中心距和結構型式為基礎,再分別配以不同尺寸的柱塞直徑,組成若干種在一個工作循環內供油量不等的噴油泵,以滿足各種柴油機的需要。
國產系列噴油泵的工作原理和結構型式基本相同,以A型泵為例介紹柱塞式噴油泵的構造和工作原理。柱塞泵由四大部分組成:分泵、油量調節機構、傳動機構和泵體
國產最新智慧型柱塞泵為微處理器智慧型控制,液晶屏顯示,可與電腦進行通訊,具有工作壓力穩定、脈動小、操作方便等特點。廣泛用於生化、醫藥、化工、環保等行業,滿足以上行業需要連續恆壓、恆流輸送液體的要求。
主要特點
採用雙柱塞結構,壓力脈動小,寶石球壽命長;
採用進口寶石柱塞和寶石球,確保流量精確
通過RS232接口與電腦通訊,可直接由電腦進行控制;
接觸介質材料耐有機溶劑腐蝕;
內建過壓保護和流量校正系統;
大螢幕液晶顯示;
精心設計的排氣裝置有效除去輸送液體中的氣泡。
流量與壓力設定可記憶可與PLC實現通訊(定製)
軟體功能
實時顯示當前壓力、設定壓力、設定流量;實時曲線顯示泵工作壓力可按兩種方式設定流量和壓力,快捷實用;具有定時功能,方便設定泵的工作時間;可保存當前工作壓力,便於查看;可列印當前壓力等重要參數。
平流泵(柱塞泵)產品廣泛套用於石油勘探開發評價實驗、石油化工的催化反應、聚合反應、食品、製藥、液相色譜分析、超臨界萃取、分離、原子能科學、環境科學、工藝設備、實驗設備以及各種液體的微量送液等方面。TBP系列平流泵(柱塞泵)的各項性能指標能夠滿足油田流體滲流流變特性研究的要求,填補了我國在相關實驗技術領域裝備製造上的空白,達到同類儀器的國際先進水平。
機械原理
 柱塞泵工作原理
柱塞泵工作原理進油過程
當凸輪的凸起部分轉過去後,在彈簧力的作用下,柱塞向下運動,柱塞上部空間(稱為泵油室)產生真空度,當柱塞上端面把柱塞套上的進油孔打開後,充滿在油泵上體油道內的柴油經油孔進入泵油室,柱塞運動到下止點,進油結束
供油過程
當凸輪軸轉到凸輪的凸起部分頂起滾輪體時,柱塞彈簧被壓縮,柱塞向上運動,燃油受壓,一部分燃油經油孔流回噴油泵上體油腔。當柱塞頂面遮住套筒上進油孔的上緣時,由於柱塞和套筒的配合間隙很小(0.0015-0.0025mm)使柱塞頂部的泵油室成為一個密封油腔,柱塞繼續上升,泵油室內的油壓迅速升高,泵油壓力>出油閥彈簧力+高壓油管剩餘壓力時,推開出油閥,高壓柴油經出油閥進入高壓油管,通過噴油器噴入燃燒室。
回油過程
柱塞向上供油,當上行到柱塞上的斜槽(停供邊)與套筒上的回油孔相通時,泵油室低壓油路便與柱塞頭部的中孔和徑向孔及斜槽溝通,油壓驟然下降,出油閥在彈簧力的作用下迅速關閉,停止供油。此後柱塞還要上行,當凸輪的凸起部分轉過去後,在彈簧的作用下,柱塞又下行。此時便開始了下一個循環。
柱塞泵以一個柱塞為原理介紹,一個柱塞泵上有兩個單向閥,並且方向相反,柱塞向一個方向運動時缸內出現負壓,這時一個單向閥打開液體被吸入缸內,柱塞向另一個方向運動時,將液體壓縮後另一個單向閥被打開,被吸入缸內的液體被排出。這種工作方式連續運動後就形成了連續供油 。
機械使用
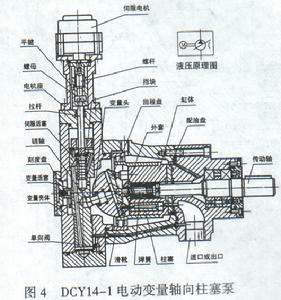
 定量軸向柱塞泵
定量軸向柱塞泵缸體安裝銅套的三種方法:
(a)缸體加溫熱裝或銅套低溫冷凍擠壓,過盈裝配;
(b)采有樂泰膠粘著裝配,這咱方法要求銅外套外徑表面有溝槽;
(c)缸孔攻絲,銅套外徑加工螺紋,塗樂泰膠後,鏇入裝配。
熔燒結合方式的缸體與銅套,安裝方法如下:
(a)採用研磨棒,手工或機械方法研磨修復缸孔;
(b)採用座標鏜床,重新鏜缸體孔;
(c)採用鉸刀修復缸體孔。
(3)採用“表面工程技術”,方法如下:
(a)電鍍技術:在柱塞表面鍍一層硬鉻;
(b)電刷鍍技術:在柱塞表面刷鍍耐磨材料;
(c)熱噴塗或電弧噴塗或電噴塗:噴塗高碳馬氏體耐磨材料;
(d)雷射熔敷:在柱塞表面熔敷高硬度耐磨合金粉末。
(4)缸體孔無銅套的缸體材料大都是球墨鑄鐵的,在缸體內壁上製備非晶態薄膜或塗層。因為缸體孔內壁有了這種特殊物質,所以才能組成硬—硬配對的磨擦副。
機械維護
 高壓柱塞泵
高壓柱塞泵柱塞泵最重要的部件是軸承,如果軸承出現游隙,則不能保證液壓泵內部三對磨擦副的正常間隙,同時也會破壞各磨擦副的靜液壓支承油膜厚度,降低柱塞泵軸承的使用壽命。據液壓泵製造廠提供的資料,軸承的平均使用壽命為10000h,超過此值就需要更換新口。拆卸下來的軸承,沒有專業檢測儀器是無法檢測出軸承的游隙的,只能採用目測,如發現滾柱表面有劃痕或變色,就必須更換。
在更換軸承時,應注意原軸承的英文字母和型號,柱塞泵軸承大都採用大載荷容量軸承,最好購買原廠家,原規格的產品,如果更換另一種品牌,應請教對軸承有經驗的人員查表對換,目的是保持軸承的精度等級和載荷容量。
柱塞泵使用壽命的長短,與平時的維護保養,液壓油的數量和質量,油液清潔度等有關。避免油液中的顆粒對柱塞泵磨擦副造成磨損等,也是延長柱塞泵壽命的有效途徑。在維修中更換零件應儘量使用原廠生產的零件,這些零件有時比其它仿造的零件價格要貴,但質量及穩定性要好,如果購買售價便宜的仿造零件,短期內似乎是節省了費用,但由此出帶來了隱患,也可能對柱塞泵的使用造成更大的危害。
配流盤有平面配流和球面配流兩種形式。球面配流的磨擦副,在缸體配流面劃痕比較淺時,通過研磨手段修復;缸體配流面溝槽較深時,應先採用“表面工程技術”手段填平溝槽後,再進行研磨,不可盲目研磨,,以防銅層變薄或漏油出鋼基。
檢修
(1)檢查柱塞有無傷痕和鏽蝕現象,必要時應更換新品。
(2)檢查柱塞副配合情況。將柱塞端頭插人柱塞套內,傾斜約60°,若柱塞能在自身作用下緩慢地下滑為配合良好。
(3)檢查柱塞副的密封性。用手握住柱塞套,兩個手指堵住柱塞頂端和側面的進油口。用另一隻手拉出柱塞,感到有較大的吸力,放鬆柱塞立即縮回原位,表明柱塞副密封良好,否則應更換柱塞副。
(4)檢查出油閥副減壓環帶是否磨損有台階或傷痕現象,必要時應予以更換。
(5)檢查出油閥副的配合情況。用手指堵住出油閥下孔,用另一手指將出油閥輕輕向下壓,當手指離開出油閥上端時,它能自動彈回原位,表明出油閥副密封良好,否則應更換出油閥副。
(6)檢查挺柱體。噴油泵體和挺柱體之間的標準間隙為0——0.03mm,如超過0.2mm,則應更換零件。
(7)檢查柱塞凸緣和控制套的凹槽之間的間隙,應為0.02——0.08mm,如超過0.12mm,必須更換控制套。
行業發展
套用概述
柱塞泵是水泵中的一種,而整個水泵行業是典型的投資拉動型產業,市場需求受國家巨觀政策,特別是受水利、建築、能源等行業的巨觀政策影響很大。液壓柱塞泵屬於柱塞泵的一種,液壓行業還沒有年產值達10億元以上的企業,即使是年產值超過5億元的企業也屈指可數,全行業的年銷售總額還不及一家的年銷售總額。在配套行業不具備與國外企業相競爭的能力時,進口產品對國內市場的人為控制手段就會是強勢和無所顧及的。工程機械的大部分利潤被配套件拿走的事實,既讓主機生產企業痛苦不堪,又無可奈何。基於這種情況,主機廠以及其他產業領域的資金正不斷進入液壓產業。就投資十多億元進入液壓行業。而這種態勢無疑將加大行業內的競爭強度,改變原有的產業格局和秩序。柱塞泵是一種典型的容積式水力機械,由原動機驅動,把輸入的機械能轉換成為液體的壓力能,再以壓力、流量的形式輸入到系統中去,它是液壓系統的動力源,由於它能在高壓下輸送液體,因此在工業生產和日常生活中的各個行業都得到廣泛的套用。
市場情況
柱塞泵等泵類在造船、石油開採、載重機等方面廣泛套用。2008年船舶產量達到15000噸,載重噸數量占世界市場的21%,到2015年將成為世界第一造船大國。為了保證船的正常航行或系泊,滿足船員和旅客的生活需要,每條船都要配有一定數量的、能起相應作用的船用采,船用泵是重要的輔機之一。據不完全統計,在各種船舶輔助機械設備中,各種類型和不同用途的船用泵的總數量,約占船舶機械設備總量的20%-30%,船用泵的價格在船舶設備費用中所占的比重也比較大。在總的造價中,船用泵約占全船設備費用的4%-8%,一般情況下.一條中型以上船舶的船用泵採購可達1000萬元以上。
