微電子點焊機技術原理:
微電子點焊機 是專門為電子工業、微電子工業提供的電子點焊設備,具有無需除去絕緣漆就可直接焊接漆包線的功能,焊接時不用任何的助焊劑及焊錫,實現無鉛錫焊接,為當前先進的環保無錫焊接技術。焊接時在微小焊接區域流過強大電流,電能轉化為熱能,焊接一瞬間把兩種金屬牢靠焊接在一起,形成一種不易氧化的金屬合金。具有焊點細小、牢靠、對高頻信號衰減小、耐高溫等優點。此設備方便操作、體積嬌小、維護方便。適合於焊接金線、銀線、銅線等,尤其方便小線圈、小磁環、小漆包線等細小的電感焊接,也可作為電路板廠的補線設備。
卓粵電子點焊機類型又稱有:雙脈衝電子點焊機、高頻電子點焊機、電容儲能式點焊機、微電子點焊機。
微電子點焊機套用
微電子點焊機套用在金屬與金屬的焊接上,如線徑在0.008~1.00mm金屬線同各種產品焊盤之間的焊接,尤其是漆包線與各種金屬層的焊接中,典型的套用有:電子元器件的生產製作的焊接工藝中,如高頻通訊元器件焊接、貼片變壓器引線的焊接、貼片電感線圈的焊接、微型喇叭引線的焊接、感應式IC卡線圈的焊接、 蜂鳴器引線的焊接 、 受話器引線的焊接 、揚聲器引線的焊接 、 耳機引線的焊接 、 天線引線的焊接 、 麥克風 、 訊響器 、免提耳機引線的焊接、振動馬達線圈的焊接、微型馬達、鐘錶線圈的焊接、模組上元器件同PCB之間的焊接等各種小線圈電子元器件的接點焊接上,同樣也可以焊接金屬線、金屬帶、金屬片、太陽能電池引線、各種數據線等與金屬焊盤或各PIN腳的焊接。
電子點焊機設備原理
主機為焊接能量調控部分,設有調控輸出脈衝幅度(電壓)和脈衝寬度(時間)兩個數碼開關。主機上有電源開關和電源輸出電纜(與焊頭夾連線);電路設計上採用自動適應的調節技術,能根據焊頭的參數,焊件的不同特性進行自動調節,使通過焊頭的脈衝電流、脈衝時間與施加於焊頭上電壓的乘積為焊接所需要的最佳能量。該電路還設有一定值的自動限制保護,有利於焊頭的使用壽命。
電子點焊機焊接原理
電子點焊機設定了焊接壓力、焊接電壓、焊接時間三組可調控的焊接參數。焊接時,根據焊接線的線徑和焊件的不同要求,設定好上述三組參數,當施加在焊頭的壓力達到設定值時,才能觸發微動開關接通電流。由於平行電極的尖端設有一定阻值的歐姆接觸,通電後電極尖端產生電火花,與電極尖端接觸的絕緣漆一部分被燒除,其餘部分向兩端退縮,裸露出金屬線。由於焊接壓力的繼續作用,驅使大量電流轉而流入裸露的金屬線和金屬基底,電能轉化為熱能,實現在同一個脈衝完成除漆和焊接。
電子點焊技術與普通錫焊技術原理對比
傳統的錫焊技術:採用以錫為主的錫合金材料作焊料,在180~230溫度下焊錫熔化,金屬焊件與錫原子之間相互吸引、擴散、結合,形成浸潤的結合層。
微電子點焊技術:焊機提供超強能量給電極,在電極尖端瞬間達到1000多度的高溫,將與此相接觸的金屬焊件熔化,形成共晶並牢固地結合在一起。
微電子點焊機結構
1、主機:微電子點焊機電子部分,為焊接過程提供穩定電壓和焊接時間等參數設定的電子部分.卓粵微電子點焊機主機的特點是:設計緊湊所占空間小、元器件高可靠性等特點.
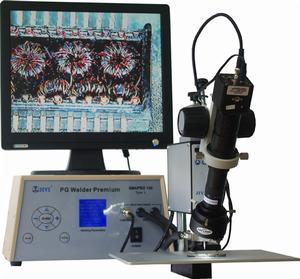 微電子點焊機
微電子點焊機3、腳踏板:微電子點焊機焊接過程觸發器.卓粵微電子點焊機使用腳踏的形式觸發,降低操作疲勞.卓粵微電子點焊機腳踏板特點是腳踏行程可調、腳踏面積大、腳踏觸發點時力度小.
4、操作台:微電子點焊機焊接承物台.一般使用高級電木製作,防腐、變形量小,也可根據不同客戶需求進行不同材質、不同形狀定做,以配合客戶各種焊接工藝要求.
5、放大配件架:微電子點焊機安裝顯微鏡或CCD架子.具有各種角度的調節.
6、可選附屬檔案:客戶可以根據具體焊接工藝選擇是否安裝顯微鏡或者CCD+監視器.
電子電焊機焊接使用方法
1.製作焊接夾具:
為了方便焊接,提高焊接質量和速度,應提前製作各種適合所需焊接器件焊接工藝的夾具.(卓粵可為客戶定做各種合適的焊接夾具)
2.選取電子點焊機用點焊頭:
由於焊接要求的焊點不一樣,以及焊接金屬線材質、大小形狀不一樣,需要初步選定合適的點焊頭.(卓粵將為客戶選擇合適的點焊頭,也可為具體客戶設計符合客戶工藝的點焊頭)
3.摸索電子點焊機焊接參數.
不同的焊接金屬由於形狀、導熱性能、熔點、兩金屬間(焊接線和焊盤)結合性能不一樣,造成焊接的所需焊接電壓、焊接時間和焊接壓力不一樣,所以在焊接前需要摸索具體工藝中焊接的焊接電壓、焊接時間和焊接壓力.在摸索上述參數時,原則為從低至高進行調整.最終設定的參數應確保焊接過程具有較好的焊點一致性和較寬的工藝容差(卓粵可為客戶完成電子點焊機焊接最佳參數的設定過程)
4.熟悉電子點焊機操作:
包括熟悉焊接時產品的放置、熟悉踏板觸發方式、熟悉焊接時夾線用的鑷子、熟悉在顯微鏡下或者監視器下進行對位等操作.一般員工約在8小時內即可熟練操作,達到最佳產能大致需要一周時間.
5.設計更適合具體焊接的點焊頭和夾具
電子點焊機作為一個高科技產品,對其智慧財產權、專利的要求也是很高的,下面列舉在電子點焊相關領域的智慧財產權情況:
| 點焊機專利證書 | 逆變點焊機專利證書 | 新型點焊頭專利證書 |
