
歷史沿革
 加熱爐
加熱爐解放前夕,除鞍鋼外,中國只有十幾台燒煤的爐子分布在幾個大城市,技術裝備落後,而沒有專門的熱工技術人員。解放後,全面向蘇聯學習和引進先進技術,並根據中國的國情進行實踐與創新。
1951年,上海鋼鐵局工程處開始為太原鋼鐵(集團)有限公司薄板廠設計了燒發生爐煤氣的薄板連續加熱爐,正常運行。
1952年,太原鋼鐵(集團)有限公司自行設計的燒發生爐煤氣的630軋鋼加熱爐。
1957年,在前蘇聯的幫助下,鞍鋼建成中國第一座斜底式無縫鋼管加熱爐。50年代的加熱爐以燒煤為主,因此在人工燒煤方法上創造出一套經驗,如薄煤層、勤加煤、少加煤等。在燒煤機械化方面也做了一些工作,如拋煤機、煤粉燃燒器、往復爐排、鏈式送煤機等,比手工加煤前進了一步,對於改善煤粉加熱的熱工管理起了一定作用。
60年代由於產油量增加,加熱爐的熱工重點開始轉向燃油設備以及爐型的研究。
70年代後期,加熱爐熱工圍繞著節能和提高爐子熱效率的方向發展,主要成果有:1、燃燒設備的改進;2、換熱器的研製取得較大進展;3、耐火纖維爐襯;4、爐底水管絕熱包紮;5、設計能力與操作水平提高;6、制定了節能規範
。
結構組成
按爐溫分布,爐膛沿長度方向分為預熱段、加熱段和均熱段。
進料端爐溫較低為預熱段,其作用在於利用爐氣熱量,以提高爐子的熱效率。
加熱段為主要供熱段,爐氣溫度較高,以利於實現快速加熱。
均熱段位於出料端,爐氣溫度與金屬料溫度差別很小,保證出爐料坯的斷面溫度均勻
。
工作原理
 加熱爐
加熱爐加熱爐工作原理是將工件放入感應器(線圈)內,當感應器中通入一定頻率的交變電流時,周圍即產生交變磁場。交變磁場的電磁感應作用使工件內產生封閉的感應電流──渦流。感應電流在工件截面上的分布很不均勻,工件表層電流密度很高,向內逐漸減小,這種現象稱為集膚效應。工件表層高密度電流的電能轉變為熱能,使表層的溫度升高,即實現表面加熱。電流頻率越高,工件表層與內部的電流密度差則越大,加熱層越薄。在加熱層溫度超過鋼的臨界點溫度後迅速冷卻,即可實現表面淬火。
工作方式
在鍛造和軋制生產中,鋼坯一般在完全燃燒火焰的氧化氣氛中加熱。採用不完全燃燒的還原性火焰(即“自身保護氣氛”)來直接加熱金屬,可以達到無氧化或少氧化的目的。這種加熱方式稱為明火式或敞焰式無氧化加熱,成功地套用於轉底式加熱爐和室式加熱爐。
連續加熱爐
1、推鋼式連續加熱爐 靠推鋼機完成爐內運料任務的連續加熱爐。料坯在爐底或在用水冷管支撐的滑軌上滑動,在後一種情況下可對料坯實行上下兩面加熱。爐底水管通常用隔熱材料包復,以減少熱損失。為減小水冷滑軌造成的料坯下部的“黑印”,近年來採用了使料坯與水管之間具有隔熱作用的“熱滑軌”。有的小型連續加熱爐採用了由特殊陶質材料製成的無水冷滑軌,支撐在由耐火材料砌築的基牆上,這種爐子叫“無水冷爐”。
2、步進式連續加熱爐 靠爐底或水冷金屬梁的上升、前進、下降、後退的動作把料坯一步一步地移送前進的連續加熱爐。爐子有固定爐底和步進爐底,或者有固定梁和步進梁。前者叫做步進底式爐,後者叫做步進梁式爐。軋鋼用加熱爐的步進梁通常由水冷管組成。步進梁式爐可對料坯實現上下雙面加熱。70年代以來,由於軋機的大型化,步進梁式爐得到了廣泛套用。同推鋼式爐相比,它的優點是:運料靈活,必要時可將爐料全部排出爐外;料坯在爐底或樑上有間隔地擺開,可較快地均勻加熱;完全消除了推鋼式爐的拱鋼和粘鋼故障,因而使爐的長度不受這些因素的限制。中國1979年投產的步進梁式爐長為32.5米,生產能力為每小時270噸。
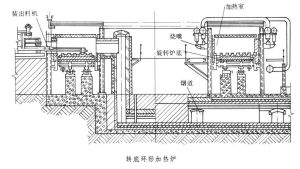
3、轉底式加熱爐 爐身固定,爐底轉動,放置在爐底上的料坯隨爐底轉動由進料口移送到出料口。根據爐底的形狀,轉底式加熱爐可分為環形爐和盤形爐兩種,冶金廠軋鋼車間多用環形爐。圖是一座生產能力為每小時75噸的轉底環形加熱爐剖面圖。這種爐子適於加熱不能用推鋼和步進方式運送的物料,如圓坯、車輪和輪箍坯、模鍛前的異形坯以及品種多和長短不一的料坯等。缺點是爐底面積利用率低,爐底單位面積產量通常約為350~400公斤/(米·時)。
 加熱爐
加熱爐4、分室式快速加熱爐 由若干個擺在一條線上的加熱室所組成。加熱室和加熱室之間設間室,傳送料坯的輥子設在間室內,料坯單根(或雙根)地通過各加熱室和間室而被加熱。每個加熱室與相鄰的間室構成一個“爐節”,所以又稱節式爐。這種加熱爐能快速加熱,氧化和脫碳少,適用於加熱圓形料坯和鋼管。與行星軋機相配合,可用來加熱連鑄板坯;也可對某些鋼材進行局部加熱。缺點是單位爐長的生產能力低,爐子熱效率較低。
室式加熱爐用於金屬坯或錠鍛壓前的加熱。物料加熱時不移動;爐內不分段,要求各處爐溫均勻,對於大鋼錠加熱採用周期性的溫度制度(即爐溫按時間分為預熱期、加熱期、均熱期等)。室式加熱爐有兩種:固定爐底室式爐和車底式爐。
1、固定爐底室式爐 爐底面積一般1~10米。裝出料多靠人工或簡單機械;加熱較大工件的室式爐,也有用專門裝出料機的。燃料為煤、重油或煤氣。有的爐在爐牆上開一縫隙,料坯由縫隙送入爐內加熱,叫“縫式爐”,常用於小件加熱或長料坯的端頭或局部加熱。這類爐的爐底單位面積產量通常為300~400公斤/(米·時),單位熱耗每噸鋼約為(1.0~1.5)×10千卡。
2、車底式爐 用於重量為十幾噸至幾百噸的大鋼錠在鍛壓前的加熱,爐型為室式或隧道式。加熱物件放置在台車上,爐外進行裝卸料,由車間吊車或其他牽引裝置把台車拽入或拖出爐膛,大鋼錠加熱要求爐溫分布均勻,所以車底式爐常採用分散供熱和分散排煙(燒嘴和煙道口分散地布置在爐子側牆上)。(見彩圖)
 加熱爐
加熱爐參考書目
東北工學院冶金爐教研室:《冶金爐熱工及構造》,中國工業出版社,北京,1962。
V. A. Krivandin & B.L. Markov,
,MIR Publishers,Moscow,1980.
節能措施
加熱爐、各種工業爐、鍋爐都是高耗能窯爐,資源耗費量大。加熱爐對鋼錠進行加熱時的溫度高,煙氣帶走了大量的高溫熱量,造成白白浪費,熱利用率較低。節能降耗的措施有:
1、在加熱爐內壁塗刷RLHY-2黑體輻射節能塗料,增加加熱爐壁耐火材料輻射率,加快爐內輻射換熱,用此產品實現節能率10%~20%。
2、在加熱爐內壁加裝高輻射率桶狀裝置,同樣起到提高爐壁耐火材料輻射率的作用,加快爐內輻射換熱,產品實現節能率3%~6%,此方法的缺點就是投資偏大,收回成本周期相對較長。
3、使用蜂窩陶瓷蓄熱體可以達到餘熱回收的目的,但一次性投入大,切換機構多,維修成本高;另外在切換過程中也帶走了相當多被燒嘴吹出但未燃燒的燃氣,造成能源嚴重流失。而使用換熱器則可彌補蜂窩陶瓷這方面的不足,且投資少、無切換機構、免維修。
如果使用金屬換熱器,由於材質的限制,抗氧化能力差,不能在高溫下長期使用,餘熱回收率低。如煙道溫度達到800度以上,金屬換熱器非常容易被高溫損壞,無法達到餘熱回收的目的。
如普通情況下窯溫高於800度,而煙道溫度低於800度,這種情況看起來適合用金屬換熱器,但如果出現停電、燃氣量偏大、助燃風量不足等情況,都會使煙道溫度快速高於800度,使金屬換熱器很快被燒壞。
陶瓷換熱器具有以下特點:
a、耐高溫,耐腐蝕,換熱效果好,節能率高。但金屬換熱器放在陶瓷換熱器的部位就很快被燒壞了。
b、陶瓷換熱器使用方法直接、簡單、快捷、一次性投資少、投資成本低、換熱溫度穩定、效率高、壽命長、不堵塞、不漏氣、更換方便,不存在煤氣在切換時浪費跑掉。
c、使用壽命上,同等情況下陶瓷換熱器是金屬換熱器幾倍或幾十倍。
如果不使用換熱器,助燃風溫度就是一般常溫(-10℃-40℃),但通過陶瓷換熱器加熱的助燃風溫度可達300℃-800℃,不但可以達到節能的目的,而且提高了環境效益。
在加熱爐餘熱回收利用,實現節能率1%~2%。
設備參數
120Kw加熱爐技術參數:
| 型號 | WH-VI-120 | 工作電壓範圍 | 342V-430V |
| 最大輸入電流 | 165A | 振盪頻率 | 15-35KHZ |
| 效率 | 100% | 負載持續率 | 100% |
| 冷卻水流量(主機) | 29L/min(0.3mpa) | 冷卻水流量(變壓器) | 22 L/min(0.3mpa) |
| 工作電源 | 380V/50HZ | 冷卻水壓 | 0.1-0.3mpa |
| 主機重量 | 85KG±5% | 變壓器重量 | 90KG±5% |
| 主機體積 | 650*520*1100 | 變壓器體積 | 500*800*580 |
| 機器顏色 | 藍白 | 水溫保護點 | 50℃ |
安全規程
 加熱爐
加熱爐1、安全,所有加熱爐都必須具有如下部件和安全設施。出口溫度自動調節裝置;原料油自動控制裝置;爐膛、對流、爐管、輻射、煙道的溫度指示計;
2、爐出人口及過熱蒸汽壓力計;調節風門及煙道擋板;緊急放空裝置;防爆門;爐膛及回彎頭箱滅火蒸汽線。
3.新爐投用必須按規定程式、升溫曲線進行烘爐。
4.加熱爐點火前,應關好人孔,煙道擋板開至1/3一1/2,建立燃料油系統循環和原料循環,準備好浸透柴油的點火棒。
5.點火前,應先用蒸汽將爐膛內殘留瓦斯趕淨,將已點燃的點火棒放在火嘴的上端,待人離開爐膛底部後,稍開蒸汽,再開油線。點燃油火後,調節油汽比至正常狀態。
6.引瓦斯時要注意脫淨存水及凝縮油,並在安全地點排空15分鐘以上,經化驗分析含氧量小於1%,方可投用點火。瓦斯進爐前一定要經過阻火器。
7.點火時司爐工不能面對火嘴及看火窗,以免回火傷人。如火焰熄滅,應立即關閉燃料閥,爐膛內需用蒸汽吹掃後,方能重新點火。
8.正常操作中應經常檢查爐子燃燒情況,隨時調節,注意檢查爐管是否彎曲、鼓泡、脫皮、發紅和發暗等異常情況,注意檢查回彎頭、堵頭、出入口閥法蘭有無漏油現象,發現異常,立即向領導匯報,採取措施進行處理。
9.遇有爐管燒穿破裂造成爐膛著火或有緊急情況需人進入爐膛處理時,套用蒸汽進行滅火降溫處理,嚴禁用水噴入爐膛內進行滅火和降溫。
10.進入爐內檢修時,應辦理進入設備內作業手續。防爆門不得用其它物件堵死,以免失去防爆作用。
11.點爐升溫或停爐降溫都要嚴格按規定的升降溫速度進行。
12.緊急停爐時,禁止只用儀表風關閉控制閥,一定要關閉爐前手閥。
13.如遇被加熱介質中斷,應立即滅火,爐膛通入蒸汽。
14.非工作人員禁止入內。
