
簡介
壓鑄零件上凡是壁面與壁面連線處不論是直角還是銳角或鈍角,都應設計成圓角。只有當預計選定為分型面的部位上才不採用圓角連線。
原因
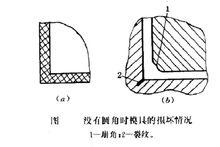 圖 1
圖 1圓角有助於金屬的流動,減少渦流,有利於成形。同時又避免尖角處產生應力集中而開裂。對需要進行電鍍和塗覆的壓鑄件更為重要,因為圓角是獲得均勻鍍層和防止尖角處鍍層沉積不可缺少的條件。對於模具來說,圓角能使模具的壽命延長。如圖1所示,圖a為零件設計時沒有採用出圓角,圖b為由此造成模具損壞的情況,圖中1為因沒有圓角造成模具崩角,2為因沒有圓角廣生應力集中造成開裂。這一現象對熔點高的合金(如銅合金)來說尤其顯著。
圓角選取
圓角的尺寸一般可按下述情況選取。
1、直角連線時壁的厚度相等
即b=b,如圖2所示。當允許有外圓角r(見圖a),並欲使r=r+(b或b)肘、內圓角r按壁厚的大小迭取、即r=b=b。
當不允許有外圓角(r=0),如圖所示,則內圓角r=(1~1.25)b。
2、直角連線時壁的厚度不等
即b>b,如圖3所示。這時內圓角選取為r<b+b。
3、T形連線時壁的厚度相等
即b=b=b,如圖4所示。圓角r的選取為r=(1~1.25)b。'
4、T形連線時壁的厚度不等
如圖5所示。如圖a為b=b,b>b(或b);圖b為b>b>b對於兩種情況,r都按最薄壁厚選取,即r=(1~1.25)b。
5、交叉連線
多數情況下壁厚是相等的,這時圓角可分為三種情況選取。
(1)交角β為90°時,圓角r=b,如圖6a所示。,
(2)交角β為45°時,銳角部位的圓角r=0.7b,鈍角部位的圓角r=1.5b,如圖6b所示。
(3)交角β為30°時,銳角部位的圓角r=0.5b,鈍角部位的圓角r=2.5b,如圖6c所示。
當交叉連線而壁厚不相等時,則圓角選取時的壁厚b為最薄壁厚。
6、較小圓角選擇的原則
對於零件因使用要求(例如裝配端面)按上述原則選取出的圓角過大,則可取稍小些,但應不小於連線的最薄壁厚的一半。對於更小的圓角,雖然能夠壓鑄出,但只有在特殊用途的部位上才選用很小的圓角,這時,r=0.3~0.5mm。
