
鋼筋閃光對焊
英文
鋼筋閃光對焊應符合下列規定:
1、除正式焊接之前進行焊接工藝試驗外,每個焊工均應在每班工作開始 時,先按實際條件試焊2個對焊接頭試件,並做冷彎試驗,待其結果合格後 方可正式施焊。
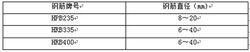
2、鋼筋牌號、直徑在下表範圍內時,可釆用“連續閃光焊”;超出下表範圍,且鋼筋端面較平整,宜釆用“預熱閃光焊”;超出下表範圍, 且鋼筋端面不平整,宜釆用“閃光一預熱閃光焊”。
可連續閃光焊的鋼筋
 鋼筋閃光對焊
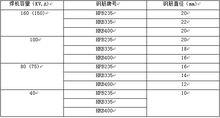
鋼筋閃光對焊3、連續閃光焊所能焊接的鋼筋上限直徑,還應根據焊機容量、鋼筋牌號等具體情況而定,並應符合下表規定。
連續閃光焊鋼筋上限直徑
 鋼筋閃光對焊
鋼筋閃光對焊4、閃光對焊時,應選擇合適的調伸長度、燒化留量、頂鍛留量以及變壓 器級數等焊接參數。連續閃光焊時的留量應包括燒化留量、有電頂鍛留量和 無電頂鍛留量;閃光一預熱閃光焊時的留量包括:一次燒化留量、預熱留量、 二次燒化留量、有電頂鍛留量和無電頂鍛留量。
5、變壓器級數應根據鋼筋牌號、直徑、焊機容量以及焊接工藝方法等具體情況選擇。
6、釆用電動機凸輪傳動對焊機或氣、液壓傳動對焊機進行大直徑鋼筋焊 接時,宜首先釆取鋸割或氣割方式對鋼筋端面進行平整處理,然後釆取預熱 閃光焊工藝。
7、閃光對焊接頭的外觀質量應符合下列規定:
1)接頭周緣應有適當的鐓粗部分,並呈均勻的毛刺外形。
2)鋼筋表面不得有明顯的燒傷或裂紋。
3)接頭彎折的角度不得大於4°。
4)接頭軸線的偏移不得大於0.1么且不得大於2mm。
