
鈑金成形
正文
對薄板、薄壁型材和薄壁管材等金屬毛料施以外力,使之發生塑性變形或剪斷,從而成為具有預期形狀和性能的零件加工方法。飛行器鈑金零件的特點是尺寸大、剛度小、外形複雜。生產的特點是品種多、批量小、成形方法多樣化。
鈑金零件種類 飛行器鈑金零件可分為三類。
①具有氣動力外形的零件:包括飛機機身、機翼、尾翼和進氣道的蒙皮,飛彈彈身、舵面的蒙皮,火箭發動機的燃燒室和噴管等。
②骨架零件:包括縱向、橫向和斜向構件,如梁、桁條、隔框、翼肋等。
③內裝零件:包括燃料、操縱、通信等系統以及生活服務設施中的各種鈑金件,如油箱、各種導管、支架、座椅等。
對飛行器鈑金零件的基本要求是:具有氣動力外形的零件有準確、光滑、流線的曲面形狀;骨架零件能以最小的自重保有最高的結構效率;所有鈑金零件在規定的使用和貯存期限內具有要求的強度、剛度以及抗疲勞、抗腐蝕和耐熱等物理化學性能。飛行器鈑金零件不但形狀複雜,而且需要使用多種比強度高和耐熱、抗腐蝕材料。在各種材料中,用量最大的是硬鋁、超硬鋁和防鏽鋁合金。鉻-鎳-鈦不鏽鋼在火箭發動機中用量很大。鈦合金不但比強度高,而且耐熱、抗腐蝕性能好,在飛行器鈑金零件用料中所占的比例在不斷增加,主要用於製造蒙皮、隔框和氣瓶等零件。
主要工藝方法 飛行器鈑金零件除採用機械製造中通用的各種冷衝壓方法之外,還採取一些獨特的成形方法。
①橡皮液壓成形:向裝於容框中的橡皮胎內充高壓液體,使之膨脹,從而推動毛料按照模胎的形狀形成零件。這樣形成的零件準確度高,表面無壓痕。橡皮胎是一種通用的柔性凹模,所以在工作檯上可以安放多個不同形狀的模胎。液壓機在一次循環中就能壓出多個零件,因而效率高,成本低。這種方法主要用於成形翼肋、隔框等淺彎邊零件,所用設備為橡皮囊液壓機。
②拉彎成形:先將型材毛料沿長度方向拉伸至屈服極限,然後保持拉力並使毛料按拉彎模的型面彎曲成形。預先的拉伸可以有效地改變彎曲時毛料內部的應力分布,從而提高零件的成形準確度。所用設備為轉臂式拉彎機和轉台式拉彎機。轉臂式拉彎機用於成形單向彎曲件,如彎曲角不大於 180°的隔框、桁條等。轉台式拉彎機不但可以成形單向彎曲件,而且可以成形雙向彎曲件和彎曲角為360°的環形框。
③噴丸成形:利用壓縮空氣(或高速葉輪)使直徑為0.3~2.5毫米的許多鋼丸從噴嘴噴出。高速彈流打擊毛料的一側表面,使表面層金屬因受擠而面積加大,產生壓應力,使毛料向未受彈丸打擊的一面彎曲,成為曲面形狀。噴丸成形是大型整體壁板的主要成形方法。這種方法能提高零件的疲勞強度,使用的設備和工藝裝備比較簡單。
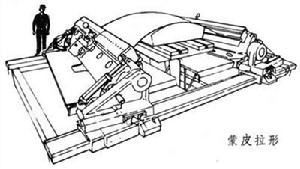
④拉形:成形前先用夾鉗夾持毛料的縱向端頭(橫拉)或橫向端頭(縱拉),然後成形模頂升,與夾鉗協調運動進行拉形,使毛料產生彎曲和非均勻的拉伸而逐漸與成形模貼合。這種方法主要用於生產飛機機身和機翼蒙皮、 火箭壁板、貯箱的拼焊箱底等大尺寸零件(見圖)。
 鈑金成形
鈑金成形⑥落壓成形:利用重量很大的錘頭和上模從高處下落時產生的衝擊力成形。模具簡單,一般要經過多次落壓,中間用手工修整。落壓成形可用構造簡單、便於加工的鉛-鋅模成形複雜形狀零件(如飛機艙門、整流包皮和發動機排氣管等),能縮短生產準備周期。
⑦爆炸成形:把烈性炸藥爆炸時產生的部分能量通過水或砂等介質傳遞到板料上,使之高速貼模成形。爆炸成形所用的設備簡單,成形零件的精度較高,但生產率低,模具壽命短,主要用於鈑金件的脹形、校形和用於尺寸超過一般工具機規格的大型零件的成形。
⑧超塑性成形:超塑性是某些金屬材料在一定的溫度和變形速率條件下呈現出來的一種狀態,單向拉伸時,均勻延伸率可達200%~1000%以上。因此,用一道工序就能成形出形狀非常複雜的零件,如鈦合金氣瓶、發動機防熱板等。
