普通軟PVC管概述
軟pvc管是由pvc樹脂加人較大量增塑劑和一定量的穩定劑以及其他助劑,經擠出成型製得。軟PVC管具有優良的化學穩定性、卓越的電絕緣性能和良好的柔軟性、著色性。此種管材常用以代替橡膠管,用以輸送液體及腐蝕性介質,也用做電纜套管及電線絕緣。
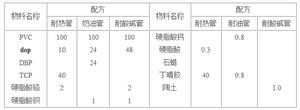
原料及典型配方一般採用SG-2~SG-4(即XS-2或XS-3)型等疏鬆型中等黏度的PVC樹脂。因為疏鬆型樹脂比緊密型樹脂易塑化,中等黏度的樹脂既可使製品保持較好的物理力學性能,在成型加工時物料又有較好的流動性。軟PVC管的典型配方見表。
工藝流程示意如圖所示。

軟PVC管生產工藝
 內層綠色軟PVC,外層白色硬PVC的合成膠管
內層綠色軟PVC,外層白色硬PVC的合成膠管螺桿為等距不等深漸變型,長徑比L/D為20~25,壓縮比為3一4。機頭主要參數與硬PVC基本相同。分流器擴張角α大於60°。機頭壓縮比10~20 。芯模、模口平直部分長度為壁厚的10倍。模口、芯模尺寸以比管材內徑、外徑放大10%~30%為宜(靠牽引達到所需尺寸)。
軟PVC管產品標準軟PVC管採用國標GB/T 13527. 1—92 (液體輸送)或GB/T13527.2—92(電線絕緣用)。醫用軟pvc管材執行國標GB 10010—88。
