簡介
聚氨酯發泡劑全稱單組分聚氨酯泡沫填縫劑,俗稱發泡劑、發泡膠、PU填縫劑,英文PU FOAM是氣霧技術和聚氨酯泡沫技術交叉結合的產物。它是一種將聚氨酯預聚物﹑發泡劑﹑催化劑等組分裝填於耐壓氣霧罐中的特殊聚氨酯產品。當物料從氣霧罐中噴出時,沫狀的聚氨酯物料會迅速膨脹並與空氣或接觸到的基體中的水分發生固化反應形成泡沫。爍得聚氨酯泡沫填縫劑,適用範圍廣。具有前發泡、高膨脹、收縮小等優點,且泡沫的強度良好、粘接力高固化後的 泡沫具有填縫﹑粘結﹑密封﹑隔熱﹑吸音等多種效果,是一種環保節能﹑使用方便的建築材料, 可適用於密封堵漏﹑填空補縫﹑固定粘結,保溫隔音,尤其適用於塑鋼或鋁合金門窗和牆體間的密封堵漏及防水。
 氨酯發泡劑
氨酯發泡劑性能說明
一般表乾時間在10分鐘左右(室溫20℃環境下),全乾時間隨環境溫度和濕度而有所不同,一般情況下,夏季全乾時間約4-6小時,冬季零度左右則需要24小時或更長時間才能全乾。在正常使用條件下(並在其外表有復蓋層的情況下),估計其服務壽命不低於十年,在-10℃~80℃的溫度範圍內固化泡沫體均保持良好的彈性和粘結力。固化後的泡沫具有填縫、粘結、密封等功能。 另外阻燃型聚氨酯發泡劑能達到B和C級阻燃。
缺點
1、聚氨酯泡沫填縫劑,氣溫高,會流淌,穩定性差。不如聚氨酯硬泡的性能穩定。
2、聚氨酯泡沫填縫劑,發泡速度太慢,不能進行大面積施工,平整度無法控制,泡沫的質量太差。
3、聚氨酯泡沫填縫劑,價格昂貴。
典型套用
門窗安裝:門窗與牆體之間的填縫密封、固定粘結。
廣告模型:模型、沙盤的製作,展板修補。
隔音消聲:語音室、播音室等裝修時的縫隙填補,可以起到隔音消聲作用。
園藝造景:插花、園藝造景,輕便美觀。
日常維修:空洞、縫隙、牆磚、地磚、地板的修補。
防水堵漏:自來水管道、下水道等漏洞的修補,堵漏。
包裝運輸:可方便地將貴重易碎商品包裹,省時快捷,抗震耐壓。
使用方法
施工前,應去除施工表面的油污和浮塵,並在施工表面噴灑少量水。 使用前,將聚氨酯發泡劑罐搖動至少60秒,確保罐內物料均勻。 若採用槍式聚氨酯發泡劑,使用時將料罐倒置與噴槍螺紋連線,鏇轉打開流量閥,調節流量後再進行噴射。 若採用管式聚氨酯發泡劑,將塑膠|考試大|噴頭鏇緊於閥門螺紋上,將塑膠管對準縫隙,撳下噴頭即可噴射。 噴射時注意行進速度,通常噴射量至所需填充體積的一半即可。填充垂直縫隙時應由下往上;填充諸如天花板上的縫隙時,由於重力的作用,未固化的泡沫可能會下墜,建議在剛填充後進行適當支撐,待泡沫固化並與縫壁粘結後再撤離支撐。 10分鐘左右,泡沫脫粘,60分鐘後可進行切割。 用小刀切去多餘部分泡沫,然後在表面用水泥沙漿,塗料或矽膠塗敷。 根據鎂嘉圖新材料技術要求稱量發泡劑,加入80倍清水稀釋配成發泡液;然後用發泡機將發泡液發成泡沫,再按照既定用量將泡沫加入到混合均勻的菱鎂水泥料漿中攪拌均勻,最後將發泡菱鎂料漿送入成型機或模具成型即可。
施工注意事項
聚氨酯發泡劑罐的正常使用溫度為+5~+40℃,最佳使用溫度+18~+25℃。低溫情況下,建議將本品在+25~+30℃環境中恆溫放置30分鐘再使用,以保證其最佳性能。固化後的泡沫耐溫範圍為-35℃~+80℃。
聚氨酯發泡劑屬濕固化泡沫,使用時應噴在潮濕的表面,濕度越大,固化越快。未固化的泡沫可用清洗劑清理,而固化後的泡沫套用機械的方法(沙磨或切割)除去。 固化後的泡沫受紫外光照射後會泛黃,建議在固化後的泡沫表面用其他材料塗裝(水泥砂漿,塗料等)。噴槍使用完後,請立即用專用清洗劑清洗
替換料罐時,先把新罐搖勻(至少搖晃20次),卸下空罐,迅速把新的料罐換上,防止噴槍連線口固化。
噴槍的流量控制閥和扳機可控制泡沫流量的大小。噴射停止時即按順時針方向關閉流量閥。
安全注意事項
未固化的泡沫對皮膚和衣服有粘性,使用時請勿觸及皮膚和衣物。聚氨酯發泡劑罐內有5-6kg/cm2(25℃)的壓力,儲存和運輸過程中溫度不應超過50℃,以防發生罐體爆破。聚氨酯發泡劑罐應避免陽光直射,嚴禁小孩接觸,用完後的空罐,尤其是部分使用而尚未用完的聚氨酯發泡劑罐不應亂扔,禁止燃燒或穿刺空罐。 遠離明火,勿與易燃易爆物品接觸。 施工現場應具備通風條件,施工人員在施工時應戴工作手套,工作服和護目鏡,同時不要吸菸。 萬一泡沫觸及眼睛,請用清水沖洗後再去醫院就醫;若觸及皮膚,則需用清水和肥皂沖洗。
發泡工藝
預聚體法
預聚體法發泡工藝是將(白料)和(黑料)先製成預聚體,然後在預聚體中加入水、催化劑、表面活性劑、其他添加劑等在高速攪拌下混合進行發泡,固化後在一定溫度下熟化即可。
半預聚體法
半預聚體法的發泡工藝是將部分聚醚多元醇(白料)和二異氰酸酯(黑料)先製成預聚體,然後將另一部分的聚醚或聚酯多元醇和二異氰酸酯、水、催化劑、表面活性劑、其他添加劑等加入,在高速攪拌下混合進行發泡。
一步發泡工藝
將聚醚或聚酯多元醇(白料)和多異氰酸酯(黑料)、水、催化劑、表面活性劑、發泡劑、其他添加劑等原料一步加入,在高速攪拌下混合後進行發泡。一步發泡工藝是普遍採用的工藝。另外還有手工發泡法,那是最簡便的方法,將所有原料準確稱量後,置於一個容器中,然後立即將這些原料混合均勻,注入模具或需要充填泡沫塑膠的空間中即可。注意:稱量時一定要將多異氰酸酯(黑料)最後稱入。聚氨酯硬泡一般為室溫發泡,成型工藝比較簡單。按施工機械化程度可分為手工發泡及機械發泡;按發泡時的壓力可分為高壓發泡及低壓發泡;按成型方式可分為澆注發泡及噴塗發泡。
政策性
聚氨酯發泡劑被建設部列為建設事業“十一五”推廣套用產品。
市場前景
自2000產品在國內推廣套用以來,其市場需求量迅速擴大,2009全國建築市場的年用量已超過八千萬罐,隨著建築質量要求的提高和節能降耗型建築物的推廣,該類產品的用量今後還將穩步增長。
國內已完全掌握了該型產品的配方和生產技術,普遍採用不破壞臭氧層的無氟發泡劑,並研發出了前發泡(1)的產品。除了部分廠家尚使用進口閥門配件外,其它配套原材料均已國產化。
備註說明:
(1)所謂前發泡,就是聚氨酯發泡劑噴出後80%已經發泡,後面發泡的幅度很小,這樣讓工人在使用發泡槍的時候就能很好的掌握手上的力氣,簡單便捷且不浪費膠,類如爍得夢幻型的聚氨酯發泡劑就是這樣前發泡的膠,能大大節約了成本。後發泡就是膠噴出後逐漸的變粗比打出來的時候粗出好幾倍,這樣就很難讓工人掌握手上扣扳機的力氣,容易浪費膠,最少浪費1/3,另外後膨脹的膠固化後容易擠壞門窗,如市場廠普通的膠。
執行標準
JC 936-2004《單組分聚氨酯泡沫填縫劑》
聚氨酯發泡劑物理性能標準
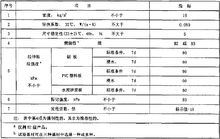 聚氨酯發泡劑物理性能標準
聚氨酯發泡劑物理性能標準GB8624-2006_建築材料及製品燃燒性能分級
