
鑄造基礎
簡介
 液態成形
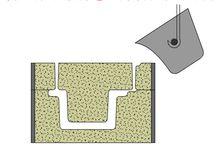
液態成形將液態金屬澆注到與零件形狀、尺寸相適應的鑄型型腔中,
待其冷卻凝固,以獲得毛坯或零件的生產方法,通常稱為
金屬液態成形或鑄造。
工藝特點
1.可生產形狀任意複雜的製件,特別是內腔形狀複雜的製件。
2.適應性強,合金種類不受限制,鑄件大小几乎不受限制。
3.材料來源廣,廢品可重熔,設備投資低。
4.廢品率高、表面質量較低、勞動條件差。
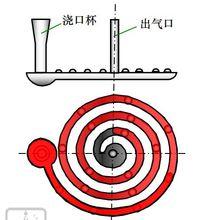
工藝基礎-充型能力
充型—— 液態合金填充鑄型的過程。充型能力是液體金屬充滿鑄型型腔,獲得尺寸精確、輪廓清晰的成形件的能力。充型能力不足時,會產生澆不足、冷隔、夾渣、氣孔等缺陷。
充型能力首先取決於金屬本身的流動性(流動能力),同時又受鑄型性質、澆注條件和鑄件結構等因素的影響。
一、液態合金的流動性
合金的流動性是: 液態合金本身的流動能力。
 流動
流動合金流動性主要取決於合金化學成分所決定的結晶特點
二、澆注條件
1.澆注溫度 一般T澆越高,液態金屬的充型能力越強。
2.充型壓力 液態金屬在流動方向上所受的壓力越大,充型能力越強。
3.澆注系統結構越複雜,流動阻力越大,充型能力越差。
三、鑄型充填條件
1.鑄型的蓄熱係數 鑄型的蓄熱係數表示鑄型從其中的金屬吸取熱量並儲
存在本身的能力。
2.鑄型溫度 鑄型溫度越高,液態金屬與鑄型的溫差越小,充型能力越強。
3.鑄型中的氣體
四、鑄件結構
1.折算厚度 折算厚度也叫當量厚度或模數,為鑄件體積與表面積之比。折算厚度大,熱量散失慢,充型能力就好。鑄件壁厚相同時,垂直壁比水平壁更容易充填。
2.鑄件複雜程度 鑄件結構複雜,流動阻力大,鑄型的充填就困難。
工藝基礎-凝固與收縮
一、鑄件的凝固方式
1. 逐層凝固 2. 糊狀凝固 3. 中間凝固
影響鑄件凝固方式的主要因素:
1.合金的結晶溫度範圍,合金的結晶溫度範圍愈小,凝固區域愈窄,愈傾向於逐層凝固 。
2.鑄件的溫度梯度,在合金結晶溫度範圍已定的前提下,凝固區域的寬窄取決與鑄件內外層之間的溫度差。若鑄件內外層之間的溫度差由小變大,則其對應的凝固區由寬變窄。
二、合金的收縮
合金的收縮經歷如下三個階段:
 液態成形
液態成形1.液態收縮 從澆注溫度到凝固開始溫度之間的收縮。
2.凝固收縮 從凝固開始到凝固終止溫度間的收縮。
3.固態收縮 從凝固終止溫度到室溫間的收縮。
體收縮率是鑄件產生縮孔或縮松的根本原因。線收縮率是鑄件產生應力、變形、裂紋的根本原因。
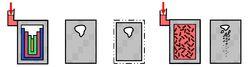
縮孔與縮松: 液態合金在冷凝過程中,若其液態收縮和凝固收縮所縮減的容積得不到補充,則在鑄件最後凝
固的部位形成一些孔洞 。大而集中的稱為縮孔,細小而分散的稱為縮松。
縮孔和縮松的防止: 防止縮孔和縮松常用的工藝措施就是控制鑄件的凝固次序,使鑄件實現“順序凝固”。
冒口:儲存補縮用金屬液的空腔。
順序凝固:鑄件按照一定的次序逐漸凝固。
同時凝固:整個鑄件幾乎同時凝固
工藝基礎-應力、變形與裂紋
一、液態成形內應力
鑄件在凝固以後的繼續冷卻過程中,其固態收縮受到阻礙,鑄件內部即將產生內應力。 機械應力(收縮應力)是合金的線收縮受到鑄型、型芯、澆冒系統的機械阻礙而形成的內應力。機械應力是暫時應力。熱應力是由於鑄件壁厚不均勻,各部分冷卻速度不同,以致在同一時期內鑄件各部分收縮不一致而引起的應力。 熱應力使鑄件的厚壁或心部受拉伸,薄壁或表層受壓縮,是永久應力。
二、鑄件的變形與防止
防止變形的方法:1.使鑄件壁厚儘可能均勻;2.採用同時凝固的原則;3.採用反變形法。
三、鑄件的裂紋與防止
熱裂的形狀特徵是:裂紋短、縫隙寬、形狀曲折、縫內呈氧化色。
熱裂的防止:1. 應儘量選擇凝固溫度範圍小,熱裂傾向小的合金。
2. 應提高鑄型和型芯的退讓性,以減小機械應力。
3. 對於鑄鋼件和鑄鐵件,必須嚴格控制硫的含量,防止熱脆性。
冷裂的特徵是:裂紋細小,呈連續直線狀,縫內有金屬光澤或輕微氧化色。
冷裂的防止:1.使鑄件壁厚儘可能均勻;
2.採用同時凝固的原則;
3.對於鑄鋼件和鑄鐵件,必須嚴格控制磷的含量,防止冷脆性。
液態成形件的質量與控制
常見鑄件缺陷及特徵:
| 名稱 | 特 征 | 名稱 | 特 征 |
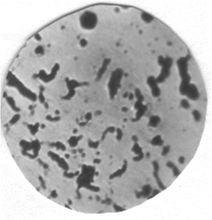
| 氣 孔 | 主要為梨形、圓形、橢圓形的孔洞,表面較光滑,一般不在鑄件表面露出,大孔獨立存在,小孔則成群出現。 | 縮孔 縮松 | 1.縮孔:形狀為不規則的封閉或敞露的空洞,孔壁粗糙並帶有枝狀晶,常出現在鑄件最後凝固部位。 2.所松:鑄件斷面上出現的分散而細小的縮孔。 |
| 粘 砂 | 鑄件的部分或整個表面粘附著一層金屬和砂粒的機械混和物,多發生在鑄件厚壁和熱節處。 | 裂紋 | 1.熱裂:斷面嚴重氧化,無金屬光澤,斷口沿晶界產生和發展,外形曲折而不規則的裂紋。 2.冷裂:穿過晶體而不沿晶界斷裂,斷口有金屬光澤或有輕微氧化色。 |
| 夾 砂 | 鑄件表面上有凸起的金屬片狀物,表面粗糙,邊角銳利,有小部分與鑄件本體相連。 | 化學成分及力學性能不合格 | 鑄件的化學成分和硬度、強度、伸長率、衝擊韌度、耐熱、耐蝕及耐磨等性能不符合技術條件要求。 |
| 白 口 | 灰鑄鐵件斷面全部或表面出現亮白色組織,常在鑄件薄的斷面,稜角及邊緣部分。 | ||
鑄件缺陷的產生與鑄造工藝、造型材料、模具、合金的熔煉與澆注、鑄造合金的選擇、鑄件結構設計、技術
要求的設計是否合理等各個環節密切相關。因此,應從以下幾個方面控制鑄件質量:
1.合理選定鑄造合金和鑄件結構
2.合理制定鑄件的技術要求 具有缺陷的鑄件並不都是廢品,在合格鑄件中,允許存在那些缺陷及其存在的
程度,應在零件圖或有關的技術檔案中做出具體規定,作為鑄件質量要求的依據。
3.鑄件質量檢驗 鑄件質量檢驗是控制鑄件質量的重要措施。
鑄件檢驗的項目有:鑄件外觀質量,包括鑄件表面缺陷、表面粗糙度、重量公差和尺寸公差等;鑄件內在質量,
包括鑄件內部缺陷、化學成分、金相組織和材質性能等;鑄件使用性能,包括鑄件在強力、高速、耐蝕、耐熱、
耐低溫等不同條件下的工作能力。
鑄件質量檢驗最常用的是巨觀法。它是通過肉眼觀察(或藉助尖咀錘)找出鑄件的表面缺陷和皮下缺陷,如氣孔、砂眼、夾渣、粘砂、縮孔、澆不到、冷隔、尺寸誤差等。對於內部缺陷則要用儀器檢驗,如著色滲透檢驗、超音波探傷、射線探傷、磁粉探傷、螢光探傷、耐壓試驗等。此外,若有必要還應對鑄件進行解剖檢驗、金相檢驗、力學性能檢驗和化學成分分析等。
鑄件簡介
鑄鐵的分類
鑄鐵是含碳量大於2.11%(通常為2.5%-4.0%)的鐵碳合金,根據碳在鑄鐵中存在形式的不同,鑄鐵的可分為:
1.白口鑄鐵:碳全部以Fe3C的形式存在,斷口呈銀色。
2.灰口鑄鐵:碳大部或全部以石墨形式存在,斷口呈暗灰色。
3.麻口鑄鐵: 組織中既存在石墨、又有萊氏體,是白口和灰口之間的過渡組織,因斷口處有黑白相間的麻點,故而得名。
根據鑄鐵中石墨形態的不同,灰口鑄鐵又可分為:
 鑄鐵
鑄鐵1.普通灰口鑄鐵
2.可鍛鑄鐵
3.球墨鑄鐵
4.蠕墨鑄鐵
影響鑄鐵組織和性能的因素
鑄鐵中的碳可以以化合態滲碳體和游離態石墨兩種形式存在。碳以石墨形式析出的現象稱為石墨化。
1、化學成分
碳 和矽碳是形成石墨的元素,也是促進石墨化的素。含碳愈高,析出的石墨愈多、石墨片愈粗大。
矽是強烈促進石墨化的元素,隨著含矽量的增加,石墨顯著增多。
當鑄鐵中碳、矽含量均高時,析出的石墨就愈多、愈粗大,而金屬基體中鐵素體增多,珠光體減少。
硫 硫是強烈阻礙石墨化元素。使鑄鐵鑄造性能惡化(如降低流動性,增大收率)。
硫含量限制在0.1-0.15%以下,高強度鑄鐵則應更低。
錳 錳是弱阻礙石墨化元素,具有穩定珠光體,提高鑄鐵強度和硬度的作用。一般控制在0.6~1.2%之間。
磷 磷對鑄鐵的石墨化影響不顯著。含磷過高將增加鑄鐵的冷脆性。
限制在0.5%以下,高強度鑄鐵則限制在0.2~0.3%以下。
2.冷卻速度
1)鑄型材料
2)鑄件壁厚
鑄件壁愈厚,冷卻速度愈慢,則石墨化傾向愈大,愈易得到粗大的石墨片和鐵素體基體。由此可知:隨著壁厚的增加,石墨片的數量和尺寸都增大,鑄鐵強度、硬度反而下降。這一現象稱為壁厚(對力學性能的)敏感性。在實際生產中,一般是根據鑄件的壁厚(主要部位的壁厚),選擇適當的化學成分(主要指碳、矽),以獲得所需要的組織。
灰口鑄鐵
1.灰口鑄鐵的化學成分一般為:2.6~3.6%C,1.2~3.0%Si, 0.4~1.2Mn,S≤0.15%,P≤0.3%。
1) 鐵素體灰口鑄鐵(F+G片):這種鑄鐵抗拉強度和硬度低,易加工,鑄造性能好。常用來製造性能要求不高的鑄件和一些薄壁件。
2) 鐵素體-珠光體灰口鑄鐵(F+P+G片):此種鑄鐵強度亦較低,但可滿足一般機件要求,且其鑄造性能、切削加工性能和減振性較好,因此套用較廣。
3) 珠光體灰口鑄鐵( P+G片):這種鑄鐵強度和硬度較高,主要用來製造較為重要的機件。
2.灰口鑄鐵的性能
1)力學性能:σb=120-250Mpa,僅為鋼件的20-30%,δ≈ 0
2)良好的減振性
3)良好的耐磨性
4)低的缺口敏感性
灰口鑄鐵的孕育處理:灰口鑄鐵的組織和性能,很大程度上取決於石墨的數量、大小和形態。
孕育處理— 熔煉出相當於白口或麻口組織的低碳、低矽的高溫鐵水,向鐵水中沖入細顆粒的孕育劑,孕育
劑在鐵水中形成大量彌散的石墨結晶核心,使石墨化作用驟然提高,從而得到在細晶粒珠光體上均勻的分布著細
片狀石墨的組織。
孕育鑄鐵適用於靜載荷下,要求較高強度、硬度、耐磨性或氣密性的鑄件,特別是厚大截面鑄件。如重型機
床床身,汽缸體、缸套及液壓件等。
必須指出:
① 孕育鑄鐵原鐵水的碳、矽含量不能太高;
② 原鐵水出爐溫度不應低於1400℃;
③ 經孕育處理後的鐵水必須儘快澆注,以防止孕育作用衰退。
灰口鑄鐵的工藝性能
1 .良好的鑄造性能。良好的流動性、小的收縮率。
2 .良好的切削加工性能。
3 .鍛造性和焊接性差。
灰口鑄鐵生產特點及牌號選用
生產特點:
1)灰口鑄鐵一般在沖天爐中熔煉,成本低廉;
2)具有良好的鑄造性能。
3)灰口鑄鐵一般不通過熱處理來提高其性能。
灰口鑄鐵的牌號選用
灰口鑄鐵的牌號用漢語拼音“HT”和一組數字表示,數字表示其最低抗拉強度σb (Mpa)。
| 牌 號 | 組織 | 用途舉例 |
| HT100 | F+G片 | 蓋、外罩、油盤、手輪、支架、底板、鑲導軌的工具機底座等對強度無要求的零件 |
| HT150 | F+P+G片 | 底座、床身、與HT200相配的溜板、工作檯;泵殼、容器、法蘭盤;工作壓力不太大的管件 |
| HT200 | F+P+G片 | 要求高的強度和一定耐蝕能力的泵殼、容器、塔器、法蘭、硝化塔 工具機床身、立柱、平尺、劃線平板、汽缸、齒輪、活塞、剎車輪、聯軸器盤、水平儀框架 壓力為80Mpa以下的油缸、泵體、閥門 |
| HT250 | P+G片 | |
| HT300 | P細+G細片 | 床身導軌、車床、沖床等受力較大的床身、機座、主軸箱、卡盤、齒輪、高壓油缸、水缸、泵體、閥門、襯套、凸輪、大型發動機曲軸、氣缸體、氣缸蓋;冷鐓模、冷沖模 |
| HT350 | P細+G細片 | |
可鍛鑄鐵
可鍛鑄鐵的組織、性能:
1)鐵素體(黑心)可鍛鑄鐵(F+G團):具有良好的塑性和韌性,耐蝕性較高,適於製造承受振動和衝擊、形狀複雜的薄壁小件,如汽車拖拉機的底盤類零件、各種水管接頭、農機件等。
2)珠光體(P+ G團):其強度、硬度、耐磨性優良,並可通過淬火、調質等熱處理強化。可取代鍛鋼製造小型連桿、曲軸等重要件。
可鍛鑄鐵的牌號:可鍛鑄鐵的牌號用漢語拼音和兩組數字表示,第一組數字表示其最低抗拉強度σb (Mpa),第二組數字表示其最低伸長率δ
| 牌 號 | 組織 | 用 途 舉 例 |
| KTH300—06 | F+G團 | 三通、管件、中壓閥門 |
| KTH330—08 | F+G團 | 輸電線路件、汽車、拖拉機的前後輪殼、差速器殼、轉向節殼、制動器;農機件及冷暖器接頭等。 |
| KTH350—10 | F+G團 | |
| KTH370—12 | F+G團 | |
| KTZ450—06 | P+ G團 | 曲軸、凸輪軸、連桿、齒輪、搖臂、活塞環、軸套、犁片、耙片、閘、萬向接頭、棘輪、扳手、傳動鏈條、礦車輪 |
| KTZ550—04 | P+ G團 | |
| KTZ650—02 | P+ G團 | |
| KTZ700—02 | P+ G團 | |
可鍛鑄鐵的生產特點:
1.鑄出白口坯料:碳、矽含量要低。通常為2.4~2.8%C,0.4~1.4%Si;冷卻速度要快。
2.石墨化退火
球墨鑄鐵
球墨鑄鐵的組織、性能:
1)珠光體球墨鑄鐵(P + F少+G球):其性能特點是σb=600~800 MPa; δ=2% ,強度高,疲勞強度較高,硬度和耐磨性遠比高強度灰鑄鐵高。因此,珠光體球墨鑄鐵可代替碳鋼製造某些受較大交變負荷的重要件,如曲軸、連桿、凸輪、蝸桿等。
2)鐵素體球墨鑄鐵 (F + P少+G球);其性能特點是σb=450~500 MPa; δ=17%,我國主要用於代替可鍛鑄鐵製造汽車、拖拉機底盤類零件,如後橋殼等。國外則大量用於鑄管,如上、下水管道及輸氣管道等。
球墨鑄鐵的牌號:球墨鑄鐵的牌號用漢語拼音“QT”和兩組數字表示,兩組數字分別表示最低抗拉強度和伸長率。
| 牌 號 | 組織 | 用 途 舉 例 |
| QT400—17 | F+G球 | 汽車、拖拉機底盤類零件,輪轂、驅動橋殼、差速器殼、撥叉、中低壓閥門、管道。 |
| QT420—10 | F+G球 | |
| QT500—05 | F+P+G球 | 機座、傳動軸、機車護瓦等。 |
| QT600—02 | P+G球 | 曲軸、凸輪軸、連桿、齒 輪、搖臂、活塞環、軸套、汽缸套、工具機蝸輪、蝸桿等 |
| QT700—02 | P+ G球 | |
| QT800—02 | P+ G球 | |
| QT1200—01 | B下+ G球 | 汽車後橋螺旋錐齒輪、大減速器齒輪、曲軸、凸輪等 |
球墨鑄鐵的生產
1)控制原鐵水化學成分
2)較高的鐵水溫度
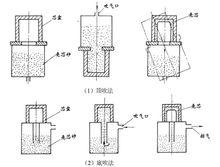
3)球化處理和孕育處理
球化處理:球化劑的作用促使石墨在結晶時呈球狀析出。球化處理工藝有沖入法和型內球化法。
孕育處理:孕育劑的作用:促進鑄鐵石墨化,防止球化元素所造成的白口傾向。
4)球墨鑄鐵的熱處理 退火、正火及其它熱處理(淬火、回火等)。
蠕墨鑄鐵
蠕墨鑄鐵的性能特點:
(1)力學性能(強度和韌性)比灰鑄鐵高,與鐵素體球墨鑄鐵相近。
(2)壁厚敏感性比灰鑄鐵小得多。
(3)導熱性和耐疲勞性比球墨鑄鐵高得多,與灰口鑄鐵相近。
(4)耐磨性比灰口鑄鐵好,為HT300的2.2倍以上。
(5)減振性比球墨鑄鐵高,但比灰口鑄鐵低。
(6)工藝性能良好,鑄造性能近於灰口鑄鐵,切削加工性能近於球墨鑄鐵。
蠕墨鑄鐵主要用來代替高強度灰鑄鐵、合金鑄鐵、鐵素體球墨鑄鐵和鐵素體可鍛鑄鐵生產複雜的大型鑄件。
如大型柴油機機體、大型工具機立柱等,更適合製造在熱循環作用下工作的零件,如大型柴油機汽缸蓋、排汽管、
制動盤、鋼錠模及金屬型等
| 牌號 | 組織 | 用 途 舉 例 |
| RT260 | F+G蠕 | 汽車、拖拉機底盤類零件、驅動橋殼、閥體等 |
| RT300 | F+P+G蠕 | 排氣管、變速箱體、汽缸蓋、紡織零件、液壓件等 |
| RT340 | F+P+G蠕 | 重型工具機件、大型齒輪箱體、蓋、剎車鼓、玻璃模具、飛輪等 |
| RT380 | P+G蠕 | 活塞環、氣缸套、制動盤、玻璃模具、剎車鼓、鋼珠研磨盤吸泥泵體等 |
| RT420 | P+ G蠕 | |
鑄鋼件生產
一、鑄鋼的分類、性能、牌號及套用
碳素鋼:
1)低碳鋼 C<0.25% 鑄造性能差、套用較少。
2)中碳鋼 C=0.25~0.45% 鑄造性能較好、套用廣泛。
3)高碳鋼 C=0.50~0.60 鑄造性能差、套用較少。
合金鋼
1)低合金鋼 Me<5%
2)高合金鋼 Me>5%
| 鋼號 | 舊 鋼號 | 化學成分的質量分數(%) | 用途舉例 | |||
| C | Si | Mn | P、S | |||
| ≤ | ||||||
| ZG200~400 | ZG15 | 0.20 | 0.50 | 0.80 | 0.04 | 用於受力不大、要求韌性高的各種機械零件,如機座、箱體等 |
| ZG230~450 | ZG25 | 0.30 | 0.50 | 0.90 | 0.04 | 用於受力不大、要求韌性較高的各種機械零件,如外殼、軸承蓋、閥體、砧座等 |
| ZG270~500 | ZG35 | 0.40 | 0.50 | 0.90 | 0.04 | 用於軋鋼機機架、軸承座、連桿、曲軸、缸體、箱體等 |
| ZG310~570 | ZG45 | 0.50 | 0.60 | 0.90 | 0.04 | 用於負荷較高的零件,如大齒輪、缸體、制動輪、棍子等 |
| ZG340~640 | ZG55 | 0.60 | 0.60 | 0.90 | 0.04 | 用於齒輪、棘輪、聯接器、叉頭等 |
鑄鋼的熔鑄工藝特點
1. 鑄鋼的鑄造性能差,流動性差、收縮大。鑄件要安放冒口和冷鐵,必須嚴格控制澆注溫度;鑄件壁不能太
薄。
2. 鑄鋼的熱處理,退火:C ³0.35%;正火:C £0.35%。
3. 鑄鋼的熔煉
鑄造有色合金
鑄造銅合金
鑄造黃銅 (Cu-Zn):鑄造黃銅有相當高的力學性能,如σb=250~450Mpa,δ=7~30%,HBS=60~120。因其含銅
量低,價格低於鑄造青銅,而且它的凝固溫度範圍小,有優良的鑄造性能。所以鑄造黃銅常用於生產重載低速下或一般用途下的軸承、襯套、齒輪等耐磨件和閥門及大型螺旋槳等耐蝕件等。
鑄造青銅:青銅是指除了銅鋅合金以外的其它銅合金 。鑄造錫青銅的力學性能雖低於黃銅,但其耐磨、耐蝕性優於黃銅,錫青銅特別適合製造高速滑動軸承和襯套。除錫青銅外,還有鋁青銅、鉛青銅、鈹青銅等,其中鋁青銅有優良的力學性能和耐磨、耐蝕性,但鑄造性能較差,僅用於重要用途的耐磨、耐蝕件。
鑄造鋁合金
鋁矽合金(Al-Si):鋁矽合金流動性好、線收縮率低、熱裂傾向小、氣密性好,又有足夠的強度,所以套用
最廣。常用於製造形狀複雜的薄壁件或氣密性要求較高的鑄件,如內燃機缸體、化油器、儀表外殼等。
鋁銅合金(Al-Cu):鋁銅合金的鑄造性能差,熱裂傾向大、氣密性和耐蝕性較差,但耐熱性較好,主要用於製造活塞、汽缸頭等。
鋁鎂合金(Al-Mg):鋁鎂合金是所有鋁合金中比強度最高的,主要用於航天、航空或長期在大氣、海水中工作的零件等 。
鋁鋅合金(Al-Zn)
成形工藝
砂型鑄造
一、手工造型
適用於單件、小批量生產
二、機器造型
1)生產效率高;
2)鑄型質量好(緊實度高而均勻、型腔輪廓清晰);
3)設備和工藝裝備費用高,生產準備時間較長。適用於中、小型鑄件的成批、大批量生產。
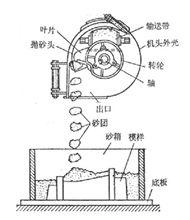 拋砂緊實
拋砂緊實1 .機器造型的造型方法:
1)振擊壓實
2)汽動微振壓實
3)高壓造型
4)拋砂緊實
 液態成形
液態成形2 .機器造型的造芯方法:
1)射芯機
2)殼芯機
特種鑄造
特種鑄造師指與普通砂型鑄造有顯著區別的一些鑄造方法,如壓力鑄造、離心鑄造、熔模鑄造、金屬型鑄造等。這些鑄造方法能夠提高鑄件精度和質量,提高生產率,改善勞動條件,降低成本等,是鑄造技術的發展方向之一。
特種鑄造-金屬型鑄造
一、金屬型的材料及結構
金屬型的結構有水平分型式、垂直分型式和複合分型式等 。材料一般採用鑄鐵,要求較高時,可選用碳鋼或低合金鋼。
二、金屬型的鑄造工藝
1 .加強金屬型的排氣
2 .在金屬型的工作表面上噴刷塗料
3 .預熱金屬型並控制其溫度
4 .及時開型
三、金屬型鑄造的特點及適用範圍
1.金屬型鑄件冷卻速度快,組織緻密,力學性能高。
2.鑄件的尺寸精度和表面質量均優於砂型鑄造件。尺寸精度達IT12~IT14,Ra值平均可達6.3~12.5μm。
3 .生產率高,勞動條件得到改善。
4 .金屬型不透氣、無退讓性、鑄件冷卻速度快,易產生氣孔、應力、裂紋、澆不到、冷隔、白口等鑄造缺
陷。
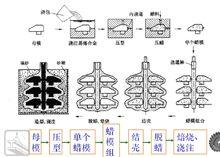
特種鑄造-熔模鑄造
熔模鑄造成形在易熔模樣表面包覆若干層耐火材料,待其硬化乾燥後,將模樣熔去製成中空型殼,經澆
注而獲得鑄件的一種成形工藝方法。
 熔模鑄造
熔模鑄造熔模鑄造的特點和適用範圍:
1.鑄件的精度和表面質量較高,公差等級可達IT11~IT13,表面粗糙度Ra值達1.6~12.5μm。
2.合金種類不受限制,尤其適用於高熔點及難加工的高合金鋼,如耐熱合金、不鏽鋼、磁鋼等。
3.可鑄出形狀較複雜的鑄件,如鑄件上寬度大於3mm的凹槽、直徑大於2mm的小孔均可直接鑄出。
4.生產批量不受限制,單件、成批、大量生產均可適用。
5.工藝過程較複雜,生產周期長;原材料價格貴,鑄件成本高;鑄件不能太大、太長,否則熔模易變形,
喪失原有精度。
特種鑄造-壓力鑄造
壓力鑄造成形是液態金屬在高壓作用下快速壓入金屬鑄型中,並在壓力下結晶,以獲得鑄件的成形工藝方法。
壓力鑄造的特點和適用範圍:
1.鑄件的尺寸精度和表面質量最高。公差等級一般為IT11~IT13級,Ra為3.2~0.8μm。
2.鑄件的強度和表面硬度高。抗拉強度可比砂型鑄造提高25~30%,但伸長率有所下降。
3.可壓鑄出形狀複雜的薄壁件。
4.生產率高。國產壓鑄機每小時可鑄50~150次,最高可達500次。
5.便於採用鑲嵌法。
6.壓鑄設備投資大,壓鑄型製造成本高,工藝準備時間長,不適宜單件、小批生產。
7.由於壓鑄型壽命的原因,目前壓鑄尚不適宜鑄鐵、鋼等高熔點合金的鑄造。
8.壓鑄件內部存在縮孔和縮松,表皮下形成許多氣孔。
在壓鑄件的設計和使用中,應注意的問題
1.應使鑄件壁厚均勻,並以3~4mm壁厚為宜,最大壁厚應小於6~8mm,以防止縮孔、縮松等缺陷。
2.壓鑄件不能進行熱處理或在高溫下工作,以免壓鑄件內氣孔中的氣體膨脹,導致鑄件表面鼓泡或變形。
3 . 壓鑄件應儘量避免切削加工,以防止內部孔洞外露。
4.由於壓鑄件內部疏鬆,塑性、韌性相對較差,因此不適宜製造承受衝擊的製件。
特種鑄造-低壓鑄造
低壓鑄造是在0.2~0.7大氣壓的低壓下將金屬液注入型腔,並在壓力下凝固成形,以獲得鑄件的方法。
低壓鑄造的特點及套用範圍:
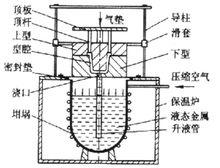 低壓
低壓1.澆注壓力和速度便於調節,可適應不同材料的鑄型。
2.鑄件的氣孔、夾渣等缺陷較少。
3.便於實現順序凝固,使鑄件組織緻密、力學性能高。
4.由於省去了補縮冒口,使金屬的利用率提高到90~98%。
特種鑄造-其它鑄造
一、擠壓鑄造
二、陶瓷型鑄造
三、實型鑄造
工藝設計
鑄件結構設計
一、鑄件壁厚的設計
1 .合理設計鑄件壁厚
1)鑄件的最小壁厚
| 鑄 造 方 法 | 鑄件尺寸 (mm) | 合金種類 | ||||
| 鑄鋼 | 灰口鑄鐵 | 球墨鑄鐵 | 可鍛鑄鐵 | 鋁合金 | 銅合金 | |
| 砂 型 鑄 造 | <200×200 | 8 | 5~6 | 6 | 5 | 3 | 3~5 |
| 200×20~ 500×500 | 10~12 | 6~10 | 12 | 8 | 4 | 6~8 |
| >500×500 | 15~20 | 15~20 | 15~20 | 10~12 | 6 | 10~12 |
在一定鑄造工藝條件下,所能澆注出的鑄件最小壁厚。
2)鑄件的臨界壁厚
在砂型鑄造條件下,臨界壁厚≈3×最小壁厚在最小壁厚和臨界壁厚之間就是適宜的鑄件壁厚。
3)鑄件截面形狀,鑄件壁厚應均勻、避免厚大截面
二、鑄件壁的連線
1 .鑄件的結構圓角
2 .避免銳角連線
3 .厚壁與薄壁間的聯接要逐步過渡
4 .減緩筋、輻收縮的阻礙
三、鑄件外形的設計
1 .避免外部側凹、凸起;
2 .分型面應儘量為平直面;
3 .凸台、筋條的設計應便於起模。
四、鑄件內腔的設計
1 .應儘量減少型芯的數量,避免不必要的型芯。
2 .便於型芯的固定、排氣和清理。
五、鑄件結構設計應考慮的其它問題
1 .鑄造方法
2 .組合鑄件的設計
砂型鑄造工藝設計
一、澆注位置的選擇
澆注時鑄件在鑄型中所處的空間位置。
1.鑄件的重要加工面和受力面應朝下或位於側面
2.應將面積較大的薄壁部位置於鑄型下部,或使其傾斜位置
3.鑄件的大平面應朝下
4.為防止鑄件產生縮孔、縮松的缺陷,應使鑄件的厚大部位朝上或側放
二、分型面的選擇
1.分型面應選在鑄件的最大截面處。
2. 應儘量使鑄件的全部或大部置於同一砂箱,以保證鑄件的尺寸精度。
3. 應儘量減少分型面的數量,並儘可能選擇平面分型。
4. 為便於造型、下芯、合箱及檢驗鑄件壁厚,應儘量使型腔及主要型芯位於下箱。
三、工藝參數的確定
1.機械加工餘量和鑄孔
| 生產批量 | 最小鑄出孔直徑 | |
| 灰口鑄鐵件 | 鑄鋼件 | |
| 大量生產 成批生產 單件、小批生產 | 12~15 15~30 30~50 | 30~50 50 |
2.起模斜度
3.鑄造圓角
圓角半徑一般約為相交兩壁平均厚度的1/3~1/2。
4.鑄造收縮率
通常灰鑄鐵為0.7~1.0%,鑄造碳鋼為1.3~2.0%,鋁矽合金為0.8~1.2%,錫青銅為1.2~1.4%。
5 .型芯及芯頭
型芯的功用是形成鑄件的內腔、孔洞和形狀複雜阻礙起模部分的外形。
芯頭的作用:
1)定位作用;
2)固定作用;
3)排氣作用。
四、澆、冒口系統
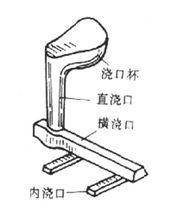 澆口
澆口1. 澆注系統
1)澆注系統的組成及作用
2)澆注系統的常見類型
① 封閉式澆注系統
② 開放式澆注系統
2. 冒口
冒口是在鑄型中設定的一個儲存金屬液的空腔。
