1振動摩擦焊接機工作原理
振動焊接是摩擦焊接過程,其間被焊接的製件在壓力下磨擦到一起直到生成的磨擦和剪下熱量接觸面達到充分熔融狀態。當達到設定焊接深度時(由線性感測尺測量),相對運動停止,進入保壓階段焊縫冷卻並固化。2振動摩擦焊接機的工業套用
適用於幾乎所有的熱可塑性塑膠焊接,往復運動方向上具有允許的無約束運動焊縫的製件,中型或大型製件。振動焊接的材料因素與超聲焊接類似:無定形材料比半結晶聚合物更適合採用振動焊接的類似。
環形振動焊接可連線焊區尺寸與焊區到旋轉軸的距離近似相等的製件。
線性振動焊接用在允許一個方向上線性振動的成套製件上。
接頭當被連線的整個表面是平的或稍向平面外彎曲時,對製件來說振動焊接工藝是最理想的。
振動焊接尤其適合熱可塑性材料,包括無定形樹脂如ABS/PC、PVC、PMMA及PES;半結晶樹脂如HDPE、PA、PP、TPO。Panuni的焊接機可接合汽車部件,例如進氣歧管、儀錶板、尾燈及保險槓等;航空用途如HVAC管、內飾燈及儲存箱;家電則有洗碗機的泵及噴水臂、洗滌劑的噴灑器及吸塵機外殼。
3振動摩擦焊接機在汽車行業的套用
振動摩擦焊接機在汽車上的套用最主要的體現在發動機進氣系統、內外飾件及車燈。進氣岐管目前基本上都是採用的都是PA加玻纖增強的材料,而就目前的工藝來講只有振動摩擦能夠達到焊接要求,不管是從氣密,爆破壓力強度上來講都是其它連線方式所不能實現的。就車燈來講,以前大多用熱板焊,而近年來許多廠家開始轉用振動摩擦焊接方式,主要是由於振動摩擦焊接溢料少(外觀對車燈來講尤為重要),焊接周期短,大大提高了生產效率,強度也能達到要求。4振動摩擦焊接機功能特點
1.軌跡式摩擦熔接,能有效控制相對加工物在緊密的模具內作圓形軌跡的焊接加工,相較於線性摩擦原理,在圓形加工物上無法充分焊接圓周任一角落。2.高剛性機身結構與整體封裝的外罩,配合吸音隔離噪音組裝,能有效抑制加工時的抖動與高噪音分貝。
3.精密線性滑軌的加工模具,使得加工成品上下錯模減少,達到驗收值。
4.不須高價位的加工模具,省去模具質量與配重的技術門坎。
5.針對如PP、尼龍、塑鋼等添加玻纖材質能有效焊接。
5機械結構圖
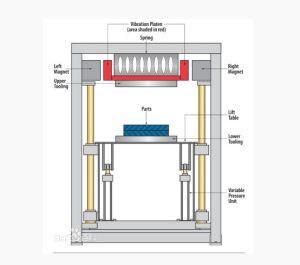 原理框架圖
原理框架圖 正面圖
正面圖5振動摩擦焊接機與熱板焊的比較
熱板效率比較低,電能耗大,產生難聞的氣體.而振動摩擦只在瞬間用電,相對來說電的能耗很小,一般5-20秒即可完整的焊接好一個產品,人工操作與人工費的也相對節省。
6振動摩擦焊接機與超音波的比較
超音波焊接面積小,型狀比較單一,產生尖銳的噪音!振動摩擦焊接熔接的面積最大可以450c㎡,並且容許所焊接產品有一定角度,不同材質之間均可焊接。
