企業簡介
台州賽諾克機械科技 有限公司是一家集研發、製造、服務為一體的現代化高新技術型企業,總部位於浙江台州。主要生產數控工具機和高性能切削刀具兩大類產品。
“SnoKo” 商標是台州賽諾克機械科技有限公司前身台州賽諾克精密工具有限公司在中華人民共和國國家工商行政管理總局商標局的註冊商標。(申請號/註冊號:7826134,類號:7)
 SNOKO LOGO
SNOKO LOGO| 公司名稱 | 台州賽諾克機械科技有限公司 | 外文名稱 | TaizhouSnokoMechineryTechnologyCo.Ltd |
| 公司口號 | 攻無不克,鑽無不勝! | 年營業額 | 1034.796466萬元(2014年度) |
| 總部地點 | 浙江省台州市經濟開發區濱海工業園區 | 直營展示中心 | 浙江工量刃具交易中心G021號 |
| 成立時間 | 2007年 | 註冊資本 | 300萬 |
| 經營範圍 | 金屬工具、量具、數控工具機、其他機械設備製造、銷售 | 法 人 | 王宏波 |
| 公司性質 | 私營責任有限公司(自然人控股或私營性質企業控股) | 生產產品 | 各類鑽頭。絲錐,銑刀,數控工具機 |
| 微信公眾號 | 賽諾克 | 常州展示中心 | 江蘇西夏墅工具交易中心1-16 |
台州賽諾克機械科技有限公司是一家集研發、製造、服務為一體的現代化高新技術型企業,主要生產數控工具機和高性能切削刀具兩大類產品。
其中數控工具機類產品由數控5軸工具磨床、數控鑽頭槽磨床、數控鑽頭開口磨床、數控絲錐槽磨床、數控絲錐產磨床,數控銑刀槽磨床、數控銑刀端齒磨床等機型組成,包括了鑽頭、絲錐、銑刀等數控化生產線的全套設備。
賽諾克切削刀具類產品主要有麻花鑽、機用絲錐、加長鑽、深孔鑽、強力鑽等高性能切削刀具。
賽諾克公司通過不斷努力研發和積累,迄今已擁有30多項各類專利技術,並已全部申請國家專利註冊。
企業文化
賽諾克的價值觀是滿足顧客;核心能力是持續創新、快速回響。
我們根據客戶需求,不斷開發新產品和數控化解決方案,提供可靠的質量和全面的服務,並使客戶的使用成本及人工成本有效的降到最低。
公司榮譽
三十多項國家專利
浙江省高新技術企業
台州工具機工具協會副會長單位
市級技術中心
十佳創新單位
市級戰略性新興產業百家重點企業
國家重大專項研發單位
中國刀具標準委員會委員
省級創新基金單位
安全文化示範企業
台州市工具機工具創新單位
浙江省科技型中小企業
工具機設備系列
鑽頭生產線設備
數控維錐開口磨床SNOKO MK4B:
磨削範圍:維柄麻花鑽的開口
磨削直徑:12.0MM-32.0MM
磨削長度:總長150-350MM
磨削方式:採用陶瓷砂輪磨削工藝
砂輪型號:350X127X20-50MM
砂輪線速:35M/S
冷卻方式:油冷10-15號機械油
砂輪修整:砂輪形狀的修整及補償只需在數控系統上編輯即可
主軸功率:5.5KW(電主軸/機械)
冷卻功率:0.35KW
整機功率:7.5KW
控制方式:4軸聯動數控系統控制,鑽頭前角度數、槽刃角度、后角度數等數據只需在電腦上設定即可
定位方式:工件柄部外圓與溝槽做磨削定位
操作方式:手動上下料,一人可同時操作2-3台工具機。
數控錐鑽開口磨床SNOKO MB3:
磨削範圍:麻花鑽、強力鑽、高螺鏇角鑽頭的刃背
磨削直徑:3.0MM-13.0MM
磨削長度:總長≤210MM槽長≤160MM
磨削方式:採用樹脂砂輪強力磨削工藝
砂輪型號:254X75X4-10MM
砂輪線速:60M/S
砂輪修理:數控系統控制全自動修整砂輪、全自動補償編程即可
主軸功率:3.0KW(機械)
冷卻功率:0.37KW
整機功率:4.0KW
冷卻方式:油冷10-15號機械油
控制方式:PLC控制系統
定位方式:工作外圓及溝槽作磨削定位
操作方式:自動上下料,一人可同時操作3-5台工具機
數控直鑽開口磨床SNOKO MK4:
磨削範圍:麻花鑽、強力鑽、高螺鏇角鑽頭的開口
磨削直徑:3.0MM-13.0MM
磨削長度:總長160-180MM
磨削方式:採用樹脂砂輪強力磨削工藝
砂輪型號:254X75X25MM
砂輪線速:60M/S
砂輪修理:數控系統控制全自動修整砂輪、全自動補償
主軸功率:3.0KW(機械)
冷卻功率:0.37KW
整機功率:5.0KW
冷卻方式:油冷10-15號機械油
控制方式:4軸聯動數控系統控制,鑽頭前角度數、橫刃角度、后角度數等數據只需在電腦上設定即可
定位方式:工作外圓及溝槽作磨削定位
操作方式:自動上下料,一人可同時操作3-5台工具機。
數控螺鏇槽銑床SNOKO XC3:
銑削範圍:麻花鑽、強力鑽、高螺鏇角鑽頭的螺鏇槽
銑削直徑:3.0MM-13.0MM
銑削長度:總長≤160MM,槽長≤10MM
銑削方式:採用高速強力銑刀削工藝
銑刀型號:65X22/16MM內孔
主軸轉速:200-350R.P.M
冷卻方式:油冷10-15號機械油
主軸功率:3.0KW(機械)
冷卻功率:0.12KW
整機功率:5.0KW
控制方式:3軸聯動數控系統控制,槽長、芯厚、增量導程等數據只需在電腦上設定即可
定位方式:工件柄部外圓與刃部外圓作銑刀定位
操作方式:自動上下料,一人可同時操作3-5台工具機
數控鑽頭槽磨床SNOKO MC5:
磨削範圍:麻花鑽、強力鑽、高螺鏇角鑽頭的螺鏇槽
磨削直徑:5.0MM-13.0MM
磨削長度:總長≤215MM,槽長≤150MM
磨削方式:採用樹脂砂輪強力磨削工藝
砂輪型號:406X203X4-13MM
砂輪線速:60M/S
冷卻方式:強力油冷10-15號機械油
砂輪修理:砂輪形狀的修整及補償只需在數控系統上編程即可
主軸功率:15.0KW/12.0KW/9.0KW/7.5(機械)
冷卻功率:4.0KW/3.0KW/2.2KW
整機功率:20.0KW/17.0KW/15.0KW
控制方式:5軸聯動數控系統控制,溝槽形狀、葉片寬度鑽心厚度、槽長、增量、導程等數據只需在電腦上設定即可
定位方式:工件柄部外圓作磨削定位
操作方式:自動上下料,一人可同時操作3-5台工具機
數控鑽頭槽磨床SNOKO MC6:
磨削範圍:麻花鑽、強力鑽、高螺鏇角鑽頭的螺鏇槽
磨削直徑:2.0MM-6.0MM
磨削長度:總長≤160MM,槽長≤100MM
磨削方式:採用樹脂磨輪強力磨削工藝
砂輪型號:254X75X4-10MM
砂輪線速:60M/S
冷卻方式:強力油冷10-15號機械油
砂輪修理:砂輪形狀的修整及補償只需在數控系統上編程即可
主軸功率:5.5KW(電主軸/機械)
冷卻功率:3.0KW
整機功率:12.0KW
控制方式:6軸聯動數控系統控制,溝槽形狀、葉片寬度、鑽心厚度、槽長、增量、導程等數據只需在電腦上設定即可
定位方式:工件柄部外圓作磨削定位
操作方式:自動上下料,一人可同時操作3-5台工具機
合金刀具生產線設備
數控工具磨床SNOKO SM5:磨削範圍:各種銑刀,鑽頭、鉸刀等迴轉類精密金屬切削刀具、木、工刀具、特殊刀具
磨削直徑:≤200MM
磨削長度:≤300MM
砂輪直徑:100-150MM
主軸轉速:0-12000rpm
砂輪數量:每根軸上裝2-3片
主軸功率:7.5KW
冷卻功率:4KW
整機功率:15KW
控制方式:5軸聯動數控系統控制,內置柔性化刀具磨削軟體,可實現一次裝夾完成幾個何尺寸複雜刀具的加工
操作方式:自動/手動
絲錐生產線設備
數控絲維鏟梢磨床SNOKO CM4T:
磨削範圍:機用絲維的前梢
磨削直徑:M3-M12
磨削長度:≤130MM
磨削方式:採用樹脂砂輪強力磨削工藝
砂輪型號:250X75X10-25MM
砂輪線速:60M/S
冷卻方式:油冷10-15號機械油
砂輪修理:砂輪的修裝及補償只需在數控系統上編輯即可
主軸功率:3.0KW(電主軸/機械)
冷卻功率:0.45KW
整機功率:6.0KW
控制方式:4軸聯動數控系統控制,工件的切削維度數、鏟背量等數據只需在電腦設定即可
定位方式:工件兩端中心孔及溝槽作磨削定位
操作方式:自動上下料,一人操作3-5台工具機
數控絲維螺紋磨床SNOKO ML5-T:
磨削絲維直徑:M3-M22
磨削思維長度:150MM
磨削長度:槽長≤110MM
磨削螺距範圍:0.25∽2.5MM
砂輪型號:400X203X10MM
砂輪線速:40M/S
砂輪修理:單線/多線修裝,砂輪的修整及補償只需在數控系統上編輯即可
主軸功率:5.5KW
冷卻功率:0.55KW
整機功率:9.0KW
冷卻方式:強力油冷10-15號機械油
控制方式:5軸聯動數控系統控制,工件的螺距、中經、鏟量等數據只需在電腦上設定即可
定位方式:工件兩端中心孔作磨削定位
操作方式:手動/自動上下料,一人操作1-3台工具機
數控自動外圓磨床SNOKO MK1320-T:
磨削範圍:一次性加工絲維的柄部及刃部外圓
磨削直徑:M8-M16(絲維)
磨削長度槽:≤150MM(自動上下料)
磨削方式:採用陶瓷/樹脂砂輪,柄刃一次性磨削工藝
砂輪型號:400X203X25-50MM
砂輪線速:40M/S
砂輪修理:砂輪形狀的修整及補償只需在數控系統上編輯即可
主軸功率:4.0KW(動靜壓+變頻)
冷卻功率:0.37KW
整機功率:7.5KW
控制方式:3軸聯動數控系統控制,工件刃部柄部外徑、柄部刃部長度、刃部倒維等數據只需在電腦上設定即可
定位方式:工件兩端中心孔作磨削定位
操作方式:自動上下料,一人可同時操作3-5台工具機
數控絲維螺鏇槽磨床SNOKO MC6-T:
磨削範圍:機用絲維的螺鏇槽、直槽
磨削直徑:M3-M12
磨削長度:槽長≤100MM
磨削方式:採用樹脂砂輪強力磨削工藝
砂輪型號:160X32X4-10MM254X75X4-10MM
砂輪線速:60M/S
冷卻方式:強力油冷10-15號機械油
砂輪修理:砂輪形狀的修整及補償只需在數控系統上編輯即可
主軸功率:5.5KW(電主軸)
冷卻功率:3.0KW
整機功率:10.0KW
控制方式:軸聯動數控系統控制,工件芯厚、增量、槽長、槽數、導程等數據只需在電腦上設定即可
定位方式:工作柄部外圓與刃部外圓作磨削定位
操作方式:自動上下料,一人可同時操作2-3台工具機
數控絲維槽磨床SNOKO MC4S-T:
磨削範圍:機用絲維的排削直槽
磨削直徑:M1.5-M5
磨削長度:槽長≤60MM
磨削方式:採用樹脂砂輪強力磨削工藝
砂輪型號:120X20X3-6MM150X32X3-6MM
砂輪線速:60M/S
冷卻方式:強力油冷10-15號機械油
砂輪修理:砂輪的修整及補償只需在數控系統上編輯即可
主軸功率:3.0KW(電主軸)
冷卻功率:1.5KW
整機功率:7.0KW
控制方式:4軸聯動數控系統控制,工件芯厚、增量槽形、槽長、槽數等數據只需在電腦上設定即可
定位方式:工作柄部與刃部工藝尖作磨削定位
操作方式:自動上下料,一人可同時操作2-3台工具機
數控絲維槽磨床SNOKOMC4T:
磨削範圍:機用絲維的排削直槽
磨削直徑:M3-M12
磨削長度:槽長≤100MM
磨削方式:採用樹脂砂輪強力磨削工藝
砂輪型號:200X75X4-10MM
砂輪線速:60M/S
冷卻方式:強力油冷10-15號機械油
砂輪修理:砂輪的修整及補償只需在數控系統上編輯即可
主軸功率:3.7KW/5.5KW(電主軸)
冷卻功率:1.1KW
整機功率:10.0KW-12KW
控制方式:4軸聯動數控系統控制,工件芯厚、增量、槽形、槽長、槽數等數據只需在電腦上設定即可
定位方式:工作柄部與刃部中心孔或工藝尖作磨削定位
操作方式:自動上下料,一人可同時操作3-5台工具機
銑刀生產線設備
數控銑刀端齒磨床SNOKOMD4:磨削範圍:一次性加工端齒槽、一后角、端齒倒角
磨削直徑:6.0MM-20.0MM
磨削長度:總長60MM-150MM
磨削方式:採用樹脂砂輪強力磨削工藝
砂輪型號:254X75X4-10MM
砂輪線速:60M/S
冷卻方式:強力油冷10-15號機械油
砂輪修理:砂輪形狀的修整及補償只需在數控系統上編輯即可
主軸功率:4.0KW(機械/主電軸)
冷卻功率:3.0KW
整機功率:9.5KW
控制方式:4軸聯動數控系統控制,端齒槽形、一后角二后角、端齒倒角、等分、不等分、槽數等數只需在電腦上設定即可
定位方式:工件外圓與螺鏇操作磨削定位
操作方式:手動上下料,一人可同時操作2-3台工具機
數控外圓磨床SNOKOMK1320:
磨削範圍:加工銑刀的柄部和刃部
磨削直徑:6.0MM-20.0MM
磨削長度:總長60-200MM
磨削方式:採用陶瓷/樹脂砂輪,自動磨削工藝
砂輪型號:400-203-25-50MM
砂輪線速:40M/S
砂輪修理:砂輪形狀的修理及補償只需在數控系統上編程即可
主軸功率:4.0KW(動靜壓磨頭)
冷卻功率:0.37KW
整機功率:8.0KW
控制方式:3軸聯動數控系統控制,工件刃部柄部外徑、柄部刃部長度,刃部倒維等數據只需在電腦上設定即可
定位方式:工件兩端中心孔作徑向定位
操作方式:手動上下料,一人可同時操作2台工具機
數控銑刀槽磨床SNOKOMC6-C:
磨削範圍:直柄立銑刀、鍵槽銑刀的螺鏇槽
磨削直徑:3.0MM-12.0MM
磨削長度:≤100MM
磨削方式:採用樹脂砂輪強力磨削工藝
砂輪型號:254X75X4-12MM
砂輪線速:60M/S
冷卻方式:強力油冷10-15號機械油
砂輪修理:砂輪形狀的修整及補償只需在數控系統上編輯即可
主軸功率:5.5KW(電主軸)
冷卻功率:3.0KW
整機功率:11KW
控制方式:6軸聯動數控系統控制,溝槽形狀、葉片寬度、芯厚、增量、槽長、槽數、導程等數據只需在電腦上設定即可
定位方式:工件柄部外圓與刃部外圓作磨削定位
操作方式:自動上下料,一人可同時操作3-5台工具機
中心鑽生產線設備
數控中心鑽鏟磨床SNOKO CM4D磨削範圍:172/173中心鑽
磨削直徑:¢0.8-¢ 0.6(中心鑽)
磨削長度:≤30MM
銑削方式:採用陶瓷砂輪磨削工藝
砂輪型號:300X75X10-30MM
砂輪線數:60M/S-70M/S
冷卻方式:強力油冷10-15號機械油
砂輪修整:砂輪的修裝及補償只需在數控系統上編程即可
主軸功率:4.0KW
冷卻功率:0.55KW
整機功率:7.5KW
控制方式:系統全自動控制工具機上下床、自動對刀、自動鏟磨、自動砂輪修整及補償
定位方式:工件外圓與溝槽作磨削定位
操作方式:自動上下料,一人可同時操作3-5台工具機
中心鑽自動銑床SNOKO XC3D 銑削範圍:173/172直槽中心鑽
銑削直徑:¢0.8-¢ 0.6(中心鑽)
銑削長度:≤50MM
銑削方式:採用成形槽銑刀銑削工藝
銑刀型號:65X22/16MM
主軸轉速:200-350R.P.M
冷卻方式:油冷10-15號機械油
主軸功率:3.0KW(機械/電主軸)
冷卻功率:0.12KW
整機功率:5.5KW
控制方式:系統全自動控制工具機上下床、銑削、分度等工作,只需在料盒上批量裝料,啟動後即可連續自動加工產品
定位方式:工件柄部外圓與端部作銑削定位
操作方式:自動上下料,一人可同時操作3-5台工具機
數控自動車床SNOKO CK400
車削範圍:中芯鑽、機用絲維的毛坯
車削直徑:¢0.8-¢0.6MM(中芯鑽)M6-M16(絲維)
車削長度:≤150MM
主軸轉速:500-2000R.P.M
主軸功率:4.0KW)
冷卻方式:切削液
冷卻功率:0.12KW
整機功率:5.0KW
控制方式:2軸聯動數控系統控制,產品外形尺寸等數據只需在電腦上設定即可
定位方式:工件柄部外圓作徑向定位,工件端面做長度定位
操作方式:自動上下料,一人可同時操作3-5台工具機
高性能鑽頭系列
高速鋼高性能鑽頭
NCH直柄拋物線深孔鑽套用:適用於加工高強合金、奧氏體不鏽鋼、輕合金、鋁、鋁合金、銅、銅合金、鋅、鋅合金、鑄鐵、球墨鑄鐵等材料。表面處理:無塗層C1、C2技術參數見下圖:
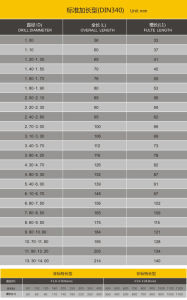 NCH直柄拋物線深孔鑽技術參數
NCH直柄拋物線深孔鑽技術參數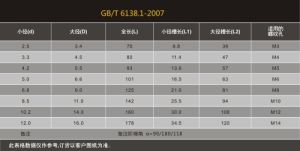 錐柄、直柄階梯鑽技術參數
錐柄、直柄階梯鑽技術參數30多項國家專利
國家發明專利
賽諾克機械科技有限公司是一家集研發、製造、服務為一體的現代化高新技術型企業。目前主要生產數控工具機和高性能切削刀具兩大類產品,在實際的生產製造過程中,賽諾克團隊始終堅持走創新發展道路,在此過程中,我們擁有了很多自己的技術發明,並將這些發明申請了國家發明專利。發明專利是指對產品、方法或其改進所提出的新的技術方案,且必須具有新穎性、創造性和實用性。
[發明公布]一種數控銑刀端齒磨床
申請公布號:CN103846748A
申請公布日:2014.06.11
申請號:2012105124849
申請日:2012.12.05
申請人:台州賽諾克機械科技有限公司
發明人:王宏波;李文磊; 汪永安; 謝國平; 羅望
地址:318000浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B3/06(2006.01)I;
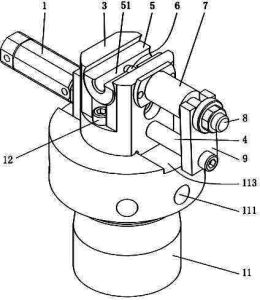
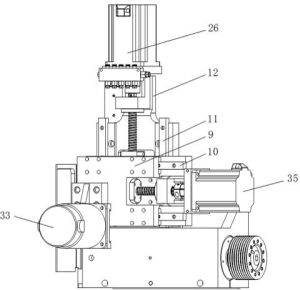
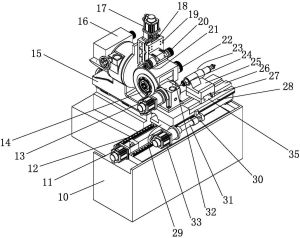
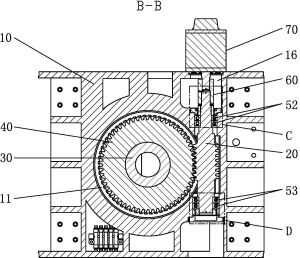
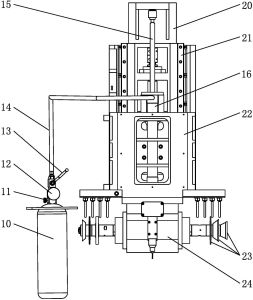
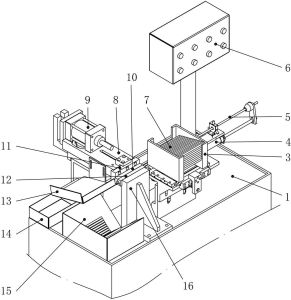
摘要:本發明屬於金屬切削技術領域,特指一種數控銑刀端齒磨床,包括有工具機底座、十字拖板機構、主軸系統和砂輪進給裝置,砂輪進給裝置包括固定安裝在工具機底座上的支架,支架上安裝有立柱絲桿、立柱伺服電機和升降架,升降架在立柱絲桿的正反轉帶動下在支架上滑動升降,升降架上安裝有砂輪軸和砂輪電機,砂輪軸的前端部安裝有兩片砂輪,本發明的砂輪軸前端部的兩片砂輪可與主軸系統配合將銑刀的端齒槽、一后角、二后角一次性磨削而成,主軸系統採用分度伺服電機驅動主軸鏇分,可加工不同齒數的銑刀;氮氣平衡裝置的氣缸的活塞桿頂在升降架的下側,在升降架升降過程中分擔重量,使升降架的升降更為平緩,延長了裝置的使用壽命。
 數控銑刀端齒磨床
數控銑刀端齒磨床[發明公布]一種全自動數控溝槽磨床
申請公布號:CN103846749A
申請公布日:2014.06.11
申請號:2012105124834
申請日:2012.12.05
申請人:台州賽諾克機械科技有限公司
發明人:王宏波;李文磊; 汪永安; 謝國平; 羅望
地址:318000浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B3/26(2006.01)I;
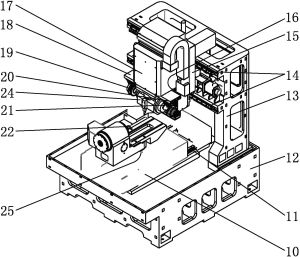
摘要:本發明屬於金屬切削技術領域,特指一種全自動數控溝槽磨床,包括床座,在床座上設定有進給工作檯以及進給驅動電機,工作檯上安裝有分度裝置、工裝夾具、分度伺服電機和落料裝置,床座上還設定有定位裝配機構、自動送料機構和磨頭系統,磨頭系統的升降架上設定有磨頭主軸和驅動磨頭主軸的變頻電機,磨頭主軸上的砂輪磨削安置在定位裝配機構上的待加工工件,本發明的定位裝配機構可將軋制鑽準確的按預設方位固定在磨床上,並通過磨頭系統對軋制鑽進行磨削精加工,其成型出的鑽頭節省材料,具有較高的加工效率高,且光潔度良好,精度較高,成本低,磨削過程中不容易污染環境。
 全自動數控溝槽磨床
全自動數控溝槽磨床[發明公布]一種數控螺鏇槽磨床的定位裝配機構
申請公布號:CN103846750A
申請公布日:2014.06.11
申請號:2012105125061
申請日:2012.12.05
申請人:台州賽諾克機械科技有限公司
發明人:王宏波;李文磊; 汪永安; 謝國平; 羅望
地址:318000浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B3/26(2006.01)I; B24B55/02(2006.01)I
摘要:本發明屬於磨製件的裝夾定位技術領域,特指一種數控螺鏇槽磨床的定位裝配機構,包括安裝座,安裝座上設定有導套座,導套座內縱向設定有導套管,導套管上成型有導槽,導套座的左側橫向設定有氣缸,氣缸的帶動導套座右側的撞塊移動,撞塊的上側活動連線有頂桿,頂桿的左端設定有頂針,頂針的左端成型有球體,導套座的右側設定有使頂針端部的球體頂緊在待加工工件的溝槽上的復位機構,本發明的導套座可在安裝座上進行前後調節,導套管上的導槽接納被加工工件,氣缸、鎖緊螺母、調節套和復位彈簧互相配合使得頂針端部的球體始終以合適的力頂緊在待加工工件的溝槽上,其結構合理,安全可靠,能準確的將被加工件按預定角度定位在磨床上。
 數控螺鏇槽磨床的定位裝配機構
數控螺鏇槽磨床的定位裝配機構[發明公布]一種全自動數控溝槽磨床的砂輪修整裝置
申請公布號:CN103846801A
申請公布日:2014.06.11
申請號:2012105124853
申請日:2012.12.05
申請人:台州賽諾克機械科技有限公司
發明人:王宏波;李文磊; 汪永安; 謝國平; 羅望
地址:318000浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B53/06(2006.01)I
摘要:本發明屬於金屬切削技術領域,特指一種全自動數控溝槽磨床的砂輪修整裝置,包括固定在磨床的磨頭系統的升降架上的十字拖板機構,十字拖板機構上設定有修整軸和驅動修整軸鏇轉的修整電機,修整軸上安裝有修整砂輪的金剛輪,十字拖板機構包括相互垂直的X向拖板和Y向拖板,Y向拖板的底座固定在所述升降架的右側,X向拖板的底板固定在Y向拖板的滑動台上,X向拖板的滑動台上固定有所述的修整軸和修整電機,本發明的十字拖板機構上設定有修整軸和驅動修整軸鏇轉的修整電機,修整軸上安裝有修整砂輪的金剛輪,十字拖板機構可對修整軸進行X向和Y向調節,其調節精確度高,調整方便。
 全自動數控溝槽磨床的砂輪修整裝置
全自動數控溝槽磨床的砂輪修整裝置[發明公布]全自動數控磨床退料裝置
申請公布號:CN102873598A
申請公布日:2013.01.16
申請號:2012103856293
申請日:2012.10.10
申請人:台州賽諾克機械科技有限公司
發明人:王宏波
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B3/24(2006.01)I; B24B3/02(2006.01)I
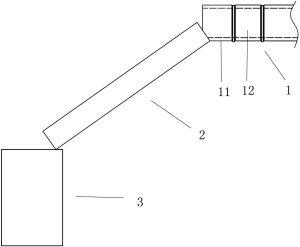
摘要:本發明屬於磨床技術領域,涉及全自動數控磨床退料裝置,包括中空的工件夾具主軸及床座,工件夾具主軸的尾部設定有彈性的工件夾緊裝置,床座上設定有由工件夾具主軸尾部至集料盒傾斜的滑道,所述的集料盒為自動理順工件的集料盒,有益的技術效果是:工件在夾具主軸內被頂出從滑道滑入集料盒內可擺放整齊,便於收集、檢驗、包裝等工作,生產過程中工作人員及工件安全,適用於做全自動數控磨床的退料裝置。
 全自動數控磨床退料裝置
全自動數控磨床退料裝置[發明公布]全自動數控磨床送料裝置
申請公布號:CN102862101A
申請公布日:2013.01.09
申請號:2012103826705
申請日:2012.10.10
申請人:台州賽諾克機械科技有限公司
發明人:王宏波
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B3/02(2006.01)I; B24B3/24(2006.01)I
摘要:本發明屬於磨床技術領域,涉及全自動數控磨床送料裝置,在工作檯上安裝有固定料盒拖板的直線導軌,在直線導軌的上方設定有頂料氣缸及頂料氣缸帶動的頂料桿,頂料桿前部設定有導料槽,料盒氣缸帶動料盒在托板上作通過且垂直於導料槽的往復運動以嚮導料槽內送料,所述的料盒為:在托板的滑道上滑動的底板的兩側分別設定有側板,側板的前後分別設定有刮料板及擋料板,刮料板內側的底板上形成有條形的落料孔,料盒的側板上設定有由擋料板至落料孔高度依次降低的送料斜導軌,直線導軌上設定有感應裝置,頂料氣缸、料盒氣缸的動作由控制器控制,優點是:耐用度高、抗腐蝕性強、調節靈活,可套用與各種鑽頭、銑刀的螺鏇槽加工設備上。
 全自動數控磨床送料裝置
全自動數控磨床送料裝置[發明公布]全自動數控絲錐螺紋磨床
申請公布號:CN105196117A
申請公布日:2015.12.30
申請號:2015106311761
申請日:2015.09.29
申請人:浙江維克機械科技有限公司
發明人:王宏波; 李文磊
地址:318000浙江省台州市海昌路2888號1幢1號
分類號:B24B3/18(2006.01)I;
摘要:本發明屬於磨床技術領域,涉及全自動數控絲錐螺紋磨床,磨床底座工作檯的後側設定有沿縱向滑軌移動的後托板,後托板的前側設定有動力裝置驅動轉動的安裝有絲錐鏟磨砂輪的砂輪軸,砂輪軸後側的後托板上設定有沿豎直滑軌移動的滑塊,滑塊上設定的金剛轉軸上安裝有金剛輪,工作檯的前側設定有橫向移動的前托板,前托板上鉸接有擺動盤,擺動盤的一側設定有分度工件夾具、另一側設定有沿橫向滑軌移動的尾架頂針,前托板的前側鉸接連線有動力裝置驅動轉動的擺動軸及安裝在擺動軸上的凸輪,動力裝置的動作由控制器程式控制,優點是:絲錐鏟磨砂輪的修整精度高,減少了裝夾次數,提高了絲錐加工的精度和效率,適用於全自動數控絲錐螺紋磨床。
 全自動數控絲錐螺紋磨床
全自動數控絲錐螺紋磨床國家實用新型專利
實用新型專利又稱小發明或小專利,是專利權的客體,是專利法保護的對象,是指依法應授予專利權的實用新型。實用新型通常是指對產品的形狀、構造或者其結合所提出的適於實用的新的技術方案。[實用新型]一種工具磨床雙端砂輪水冷卻裝置
授權公告號:CN203863530U
授權公告日:2014.10.08
申請號:2014200760359
申請日:2014.02.21
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波; 李文磊
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B55/02(2006.01)I
摘要:本實用新型屬於磨床技術領域,涉及一種工具磨床雙端砂輪水冷卻裝置,包括床體、安裝在床體一側的龍門架、另一側的工件夾具,龍門架的前立面上設定的橫向的滑軌上設定有動力裝置驅動的橫向移動的托板,橫向移動的托板上設定的豎直的滑軌上設定有動力裝置驅動的豎直移動的托板,豎直移動的托板的下端安裝有電主軸,所述的電主軸向兩側分別伸出有輸出軸,每側的輸出軸上均安裝有兩個以上的刀具,每側刀具上方的豎直移動的托板上均安裝有冷卻工件及刀具用的水冷卻裝置,優點是:可根據需要,控制冷卻水管噴水或停止噴水,方便維修及檢測及對局部區域的精確冷卻,設定前、後排的冷卻水管可減少向外側溢出,有利於冷卻水的高效利用。
 工具磨床雙端砂輪水冷卻裝置
工具磨床雙端砂輪水冷卻裝置[實用新型]一種大理石結構的五軸工具磨床
授權公告號:CN203804732U
授權公告日:2014.09.03
申請號:2014200759953
申請日:2014.02.21
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波; 李文磊
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B19/00(2006.01)I
摘要:本實用新型屬於磨床技術領域,涉及一種大理石結構的五軸工具磨床,在床座上表面的一側設定有龍門架形成一體式的大理石材料製作的大理石床架,龍門架的前立面設定有橫向的滑軌,橫向的滑軌上設定有動力裝置驅動的橫向移動的托板,橫向移動的托板上設定的豎直的滑軌上設定有動力裝置驅動的豎直移動的托板,豎直移動的托板的下端安裝有電主軸,電主軸上安裝有刀具,龍門架前側的床座的上表面上設定有縱向的滑軌,縱向的滑軌上設定有動力裝置驅動縱向移動的小托板,小托板上設定有動力裝置驅動的豎直的轉軸,轉軸上設定有工件夾具,優點是:磨床上各配件之間的配合精度及工作精度高,工作效率高,操作靈活,方便磨製不同形狀構造的工件。
 大理石結構的五軸工具磨床
大理石結構的五軸工具磨床[實用新型]一種雙向電主軸
授權公告號:CN203751345U
授權公告日:2014.08.06
申請號:201420145758X
申請日:2014.03.28
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波; 李文磊
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B23B19/02(2006.01)I; B24B41/04(2006.01)I
摘要:本實用新型屬於工具機技術領域,涉及一種雙向電主軸,包括電機及伸出電機殼體外的主軸,所述的主軸從電機殼體的兩端伸出,在主軸的端部均先縮徑後再向外伸出一錐型台,錐型台上連線有短軸,短軸上間隔設定有兩個以上的刀具,優點是:本實用新型電主軸的主軸與短軸通過錐形面結合,接觸摩擦面大,摩擦力大,使得連線緊固,連線的可靠性高,電主軸的主軸從電機殼體的兩端伸出並分別安裝兩個以上的刀具,使得一個電主軸可對一個或多個工件進行一道工序或多道工序的一次性加工,功能多,效率高,適用於銑床或磨床作電主軸使用。
 雙向電主軸
雙向電主軸[實用新型]拖板與轉盤的一體式連線結構
授權公告號:CN203751707U
授權公告日:2014.08.06
申請號:2014201455194
申請日:2014.03.28
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波; 李文磊
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B23Q1/26(2006.01)I; B23Q1/00(2006.01)I
摘要:本實用新型屬於工具機用托盤技術領域,涉及拖板與轉盤的一體式連線結構,拖板的下表面設定有相互平行的滑軌,所述拖板的中部設定有上下貫通的渦輪安裝孔,渦輪安裝孔內安裝有渦輪,渦輪的中心孔上安裝有轉軸,伸出拖板上表面的轉軸因擴徑形成環形台,拖板的一側面上設定有橫向貫通的蝸桿安裝孔,蝸桿安裝孔內安裝的蝸桿與所述的渦輪嚙合傳動,拖板上安裝有驅動蝸桿轉動的電機,優點是:本實用新型節約原材料、體積小、重量輕、耗能小,適用於在拖板上設定轉盤的各類工具機。
 拖板與轉盤的一體式連線結構
拖板與轉盤的一體式連線結構[實用新型]一種動梁式五軸工具磨床
授權公告號:CN203751907U
授權公告日:2014.08.06
申請號:2014201083007
申請日:2014.03.11
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波; 李文磊
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B27/00(2006.01)I;
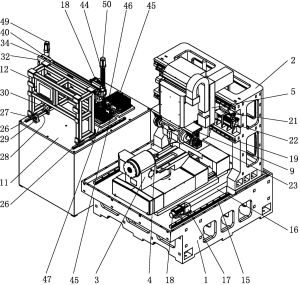
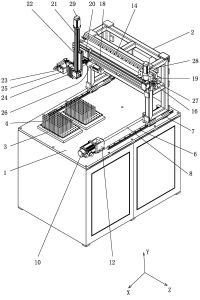
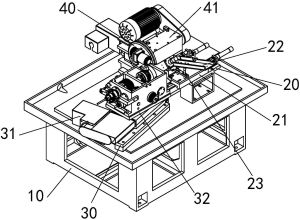
摘要:本實用新型屬於工具機技術領域,特指一種動梁式五軸工具磨床,包括有磨床及自動上料機,磨床的床腳上設定有龍門架、夾具,龍門架在第一驅動器的驅動下沿X嚮往復運動,龍門架的前側面上設有Y軸主機板,Y軸主機板上設有Y軸拖板,Y軸拖板的底部設有主軸,主軸上設有砂輪,Y軸主機板在第二驅動器的作用下Z嚮往復移動,Y軸拖板在第三驅動器的作用下Y嚮往復移動,自動上料機是在工作檯上設定有由第四驅動器驅動X嚮往復移動的支架,在支架上設有機械手,機械手在支架上Z向、Y嚮往復移動,在工作檯上設定有料盤,本實用新型的龍門架可沿X向移動,可加工各種不同的物料,靈活性好;自動上料機上料,自動化程度高,降低人力成本,提高產品質量。
 動梁式五軸工具磨床
動梁式五軸工具磨床[實用新型]一種工具磨床豎直軸用氮氣平衡裝置
授權公告號:CN203751939U
授權公告日:2014.08.06
申請號:201420076499X
申請日:2014.02.21
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波; 李文磊
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B41/00(2006.01)I
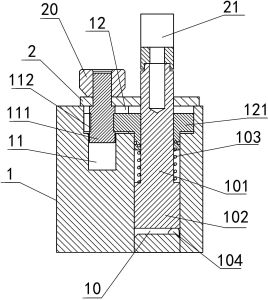
摘要:本實用新型屬於工具磨床技術領域,涉及一種工具磨床豎直軸用氮氣平衡裝置,工具機體上設定的支架上設定有豎直的導軌,所述豎直的導軌上滑動設定有動力裝置驅動在導軌上豎直滑動的托板,托板的下側設定有電主軸及設定在電主軸上的刀片或砂輪,導軌與托板之間設定有將托板向上恆力托舉的氮氣平衡裝置,優點是:本實用新型採用氮氣平衡氣缸托舉較重的托板及安裝在托板上的電主軸、刀片或砂輪,設備的生產成本低、運行耗能小,節約能源,適用於同類型工具磨床。
 工具磨床豎直軸用氮氣平衡裝置
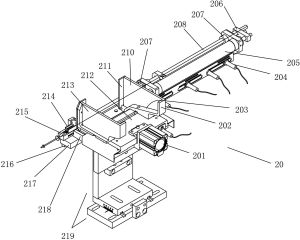
工具磨床豎直軸用氮氣平衡裝置[實用新型]一種工具磨床自動上料機
授權公告號:CN203753957U
授權公告日:2014.08.06
申請號:2014201074597
申請日:2014.03.11
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波; 李文磊
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B65G47/90(2006.01)I
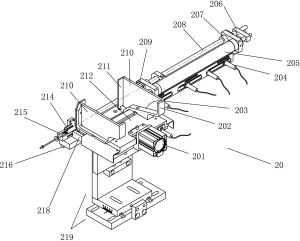
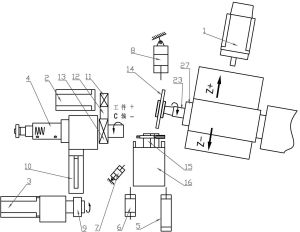
摘要:本實用新型屬於磨床技術領域,特指一種工具磨床自動上料機,在工作檯上設定有由驅動裝置驅動在工作檯上X嚮往復直線移動的支架,在支架上設定有機械手,機械手在支架上Y向、Z嚮往復移動,在工作檯上設定有料盤,機械手將料盤上的物料送至工具機內加工,驅動裝置及機械手的動作由控制器控制,本實用新型通過驅動器控制氣動夾爪X、Y、Z方向進行位置調節,通過氣缸將其送入工具機進行加工,自動化程度高,誤差小,加工後精度高;可提高工作效率,降低人力成本;與各種工具機配合使用,特別適合迴轉類刀具的加工。
 工具磨床自動上料機
工具磨床自動上料機[實用新型]一種大理石床架
授權公告號:CN203738391U
授權公告日:2014.07.30
申請號:2014200760217
申請日:2014.02.21
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波; 李文磊
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B23Q1/01(2006.01)I
摘要:本實用新型屬於工具機技術領域,涉及一種大理石床架,包括床座及設定在床座上表面一側的門型的龍門架,所述的龍門架由兩側的立柱支撐頂部的橫樑組成,所述的龍門架為中空結構,龍門架的頂部、左右側面及後側面上均設定有與中空部連通的通孔,橫樑的前側面間隔設定有兩條水平或垂直的向前凸的滑軌安裝位,床座的上表面四周設定有圍牆,床座上表面的中部間隔設定有兩條縱向或橫向的相互平行的向上凸的滑軌安裝位,床座的底部及側面設定有相互貫通的鏤空部,所述的床座及龍門架均是用大理石材料製作的,優點是:本實用新型全部採用大理石材料製作,機械穩定性高,工作精度高,使用壽命長,適用於作機械穩定性高的車床或磨床的床架。
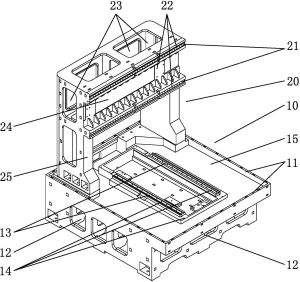 大理石床架
大理石床架[實用新型]中心鑽數控鏟磨設備
授權公告號:CN203611077U
授權公告日:2014.05.28
申請號:2013206853278
申請日:2013.10.31
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波; 李文磊
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B3/24(2006.01)I;
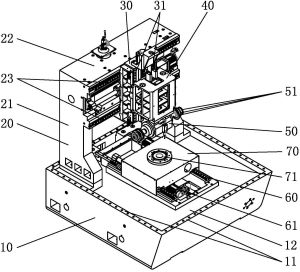
摘要:本實用新型涉及金屬加工工具機的技術領域,尤其是涉及一種中心鑽數控鏟磨設備,包括機架,機架上設有由動力裝置驅動的送料裝置,送料裝置的一側設有由動力裝置驅動轉動並可夾緊工件的工件夾緊裝置,工件夾緊裝置的一側設有對工件夾緊裝置上的待加工工件磨削加工的鏟磨裝置。優點是:全封閉式操作,在設備啟動前將料盒放滿工件即可,可實現一人多機,自動化生產,整個加工過程全封閉無人化操作,可實現高速磨削,強力冷卻,較大的減少了零件的燒傷,加工出的零件一致性好,質量高,光潔度好,操作方便,勞動強度低,且安全性極高。
 中心鑽數控鏟磨設備
中心鑽數控鏟磨設備[實用新型]五軸刀具磨床感應式自動托架
授權公告號:CN203380708U
授權公告日:2014.01.08
申請號:2013203872046
申請日:2013.06.29
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波; 李文磊
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B3/02(2006.01)I; B24B41/06(2012.01)I
摘要:本實用新型涉及一種五軸刀具磨床感應式自動托架,殼體的一側開設有液壓腔,所述液壓腔內設有可沿液壓腔上下移動的活塞桿,伸入液壓腔內的活塞桿的端部設有與液壓腔內壁密封配合的環形凸台,所述殼體的一側開設有與液壓腔平行設定的微調腔,微調腔與液壓腔通過調節腔相連通,所述微調腔內設有微調裝置,微調裝置的限位塊通過調節腔伸入液壓腔內對活塞桿的上升高度限位,活塞桿的環形凸台與限位塊之間設有彈性元件。本實用新型所達到的效果是:操作簡單且精度高。
 五軸刀具磨床感應式自動托架
五軸刀具磨床感應式自動托架[實用新型]一種全自動數控絲錐鏟削磨床
授權公告號:CN203282287U
授權公告日:2013.11.13
申請號:2013202969148
申請日:2013.05.24
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波; 李文磊
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B3/22(2006.01)I; B24B47/25(2006.01)I
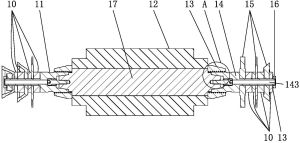
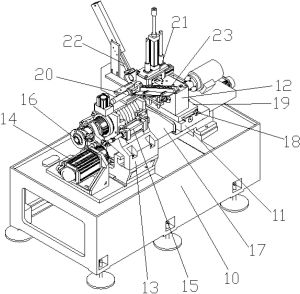
摘要:本實用新型屬於絲錐磨削設備技術領域,涉及一種全自動數控絲錐鏟削磨床,工作檯的一側安裝有電機驅動的托板,托板上設定有磨頭電機驅動的砂輪主軸,砂輪主軸上設定有砂輪,砂輪的一側設定有砂輪補償機構,砂輪主軸的對側設定有伺服電機驅動的工件主軸,工件主軸中心孔的前部安裝有頂針、後部設定有頂緊氣缸,頂針外側的工作檯上設定有自動送料裝置,工件主軸的中部延伸有搖臂,搖臂的外端通過電機驅動的凸輪軸上的凸輪帶動工件主軸產生間歇的徑向跳動,所述的電機、伺服電機、磨頭電機、頂緊氣缸、的動作由控制器控制,優點是:本實用新型的補償精度高,工件主軸的傳動比變動快捷,自動送料裝置的動作靈敏,適用於對絲錐的全自動生產加工。
 全自動數控絲錐鏟削磨床
全自動數控絲錐鏟削磨床[實用新型]一種全自動的工件直線度挑揀校直機
授權公告號:CN203209328U
授權公告日:2013.09.25
申請號:2013202373746
申請日:2013.05.06
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波
地址:318000浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B07C5/04(2006.01)I; B21D3/16(2006.01)I
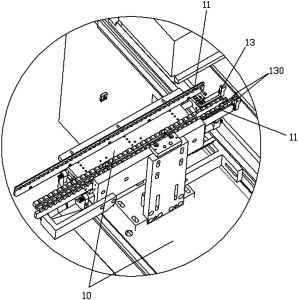
摘要:本實用新型特指一種全自動的工件直線度挑揀校直機,在床座上設定有送料系統、校正系統和接料系統,床座上還設定有控制各系統有序工作的控制系統,本實用新型的檢測精度在0.03MM,單機班挑揀量為8000-12000多支,其工作效率高,並且有自動校直功能,工具機結構簡單,操作方便,效率高功能強大,填補了國內在這一領域的空白;採用本實用新型後,麻花鑽的生產效率能提高5~10倍,挑揀精度穩定可靠,不受人員技術水平影響;本實用新型一經推出,就受到各大廠家的一致好評,爭相採購,市場廣闊,目前在國內各大工具龍頭行業廣泛套用,取得了顯著的經濟效益。
 全自動的工件直線度挑揀校直機
全自動的工件直線度挑揀校直機[實用新型]細度可調的磨豆機
授權公告號:CN203090986U
授權公告日:2013.07.31
申請號:2013200531868
申請日:2013.01.29
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B02C9/00(2006.01)I
摘要:本實用新型公開了一種細度可調的磨豆機。其解決了能調節對豆料的研磨粗細程度的技術問題。該細度可調的磨豆機由外磨輪和內磨輪組成的磨豆輪的上側設定有進料口、下側設定有出料口,內磨輪的中軸上設定有驅動其轉動的驅動裝置,所述的外磨輪固定在外套上,外套通過螺接在磨豆機殼體上使外磨輪的軸向距離可調,所述的內磨輪的內研磨齒與外磨輪的外研磨齒由上到下依次對應形成有一級研磨區、二級研磨區、三級研磨區及四級研磨區,內研磨齒與外研磨齒的齒頂均形成有切削機研磨用的刀刃。
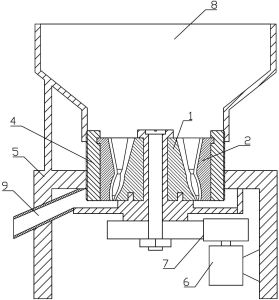 細度可調的磨豆機
細度可調的磨豆機[實用新型]加工豆漿機磨豆輪的數控工具機
授權公告號:CN203077017U
授權公告日:2013.07.24
申請號:2013200515390
申請日:2013.01.28
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波; 李文磊
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B23Q37/00(2006.01)I;
摘要:本實用新型屬於數控工具機技術領域,特指一種多道工序一次完成的加工豆漿機磨豆輪的數控工具機,包括機座,機座上橫向設定有橫嚮導軌,橫嚮導軌上設定有動力裝置驅動橫向移動的大托板,大托板的縱嚮導軌上設定有動力裝置驅動縱向移動的小托板,小托板上設定有刀架主軸箱,大托板一側的機座上設定有主軸橫向設定的主軸動力系統,主軸動力系統上設定有自動夾料裝置,刀架主軸箱的一側設定有將料自動送入自動夾料裝置的夾具內的自動送料機構,本實用新型比原先加工時間節省60%,人員由原先的4人減少的現在的1人,整機結構合理,實用,效率高,調整方便,工人只需往料盒內放滿未加工工件即可,可一人多機操作,勞動強度低。
 加工豆漿機磨豆輪的數控工具機
加工豆漿機磨豆輪的數控工具機[實用新型]一種數控外圓磨床的自動送料裝置
授權公告號:CN203077022U
授權公告日:2013.07.24
申請號:2013200531637
申請日:2013.01.29
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波; 李文磊
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B3/18(2006.01)I
摘要:本實用新型屬於絲錐外圓磨削設備技術領域,特指一種數控外圓磨床的自動送料裝置,其中,固定在磨床一側的固定架的上側兩邊分別固定有一條托料架,兩條托料架之間設定有由動力裝置驅動將托料架上的工件依次向前移動至機械手上的移料架,托料架的前端設定有由動力裝置驅動將移料架送來的工件向前移動至磨床兩頂尖處的機械手,本實用新型可實現自動上料,自動磨削,自動下料,實現絲錐兩段外圓一次磨削,減少了加工工序,縮短了輔助時間,可一次裝夾多件材料,可一人多機操作,節約人工成本。
 數控外圓磨床的自動送料裝置
數控外圓磨床的自動送料裝置[實用新型]一種數控銑刀端齒磨床
授權公告號:CN202910661U
授權公告日:2013.05.01
申請號:2012204918432
申請日:2012.09.25
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波;李文磊; 汪永安; 謝國平; 羅望
地址:318000浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B3/02(2006.01)I;
摘要:本實用新型屬於金屬切削技術領域,特指一種數控銑刀端齒磨床,包括有工具機底座、十字拖板機構、主軸系統和砂輪進給裝置,砂輪進給裝置包括固定安裝在工具機底座上的支架,支架上安裝有立柱絲桿、立柱伺服電機和升降架,升降架在立柱絲桿的正反轉帶動下在支架上滑動升降,升降架上安裝有砂輪軸和砂輪電機,砂輪軸的前端部安裝有兩片砂輪,本實用新型的砂輪軸前端部的兩片砂輪可與主軸系統配合將銑刀的端齒槽、一后角、二后角一次性磨削而成,主軸系統採用分度伺服電機驅動主軸鏇分,可加工不同齒數的銑刀;氮氣平衡裝置的氣缸的活塞桿頂在升降架的下側,在升降架升降過程中分擔重量,使升降架的升降更為平緩,延長了裝置的使用壽命。
數控銑刀端齒磨床[實用新型]一種數控螺鏇槽磨床的定位裝配機構
授權公告號:CN202910663U
授權公告日:2013.05.01
申請號:2012204918381
申請日:2012.09.25
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波;李文磊; 汪永安; 謝國平; 羅望
地址:318000浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B3/26(2006.01)I; B24B55/02(2006.01)I
摘要:本實用新型屬於磨製件的裝夾定位技術領域,特指一種數控螺鏇槽磨床的定位裝配機構,包括安裝座,安裝座上設定有導套座,導套座內縱向設定有導套管,導套管上成型有導槽,導套座的左側橫向設定有氣缸,氣缸的帶動導套座右側的撞塊移動,撞塊的上側活動連線有頂桿,頂桿的左端設定有頂針,頂針的左端成型有球體,導套座的右側設定有使頂針端部的球體頂緊在待加工工件的溝槽上的復位機構,本實用新型的導套座可在安裝座上進行前後調節,導套管上的導槽接納被加工工件,氣缸、鎖緊螺母、調節套和復位彈簧互相配合使得頂針端部的球體始終以合適的力頂緊在待加工工件的溝槽上,其結構合理,安全可靠,能準確的將被加工件按預定角度定位在磨床上。
數控螺鏇槽磨床的定位裝配機構[實用新型]一種全自動數控溝槽磨床
授權公告號:CN202910681U
授權公告日:2013.05.01
申請號:2012204921030
申請日:2012.09.25
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波;
地址:318000浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B19/02(2006.01)I
摘要:本實用新型屬於金屬切削技術領域,特指一種全自動數控溝槽磨床,包括床座,在床座上設定有進給工作檯以及進給驅動電機,工作檯上安裝有分度裝置、工裝夾具、分度伺服電機和落料裝置,床座上還設定有定位裝配機構、自動送料機構和磨頭系統,磨頭系統的升降架上設定有磨頭主軸和驅動磨頭主軸的變頻電機,磨頭主軸上的砂輪磨削安置在定位裝配機構上的待加工工件,本實用新型的定位裝配機構可將軋制鑽準確的按預設方位固定在磨床上,並通過磨頭系統對軋制鑽進行磨削精加工,其成型出的鑽頭節省材料,具有較高的加工效率高,且光潔度良好,精度較高,成本低,磨削過程中不容易污染環境。
全自動數控溝槽磨床[實用新型]一種全自動數控溝槽磨床的砂輪修整裝置
授權公告號:CN202910727U
授權公告日:2013.05.01
申請號:2012204921026
申請日:2012.09.25
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波;李文磊; 汪永安; 謝國平; 羅望
地址:318000浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B53/06(2006.01)I
摘要:本實用新型屬於金屬切削技術領域,特指一種全自動數控溝槽磨床的砂輪修整裝置,包括固定在磨床的磨頭系統的升降架上的十字拖板機構,十字拖板機構上設定有修整軸和驅動修整軸鏇轉的修整電機,修整軸上安裝有修整砂輪的金剛輪,十字拖板機構包括相互垂直的X向拖板和Y向拖板,Y向拖板的底座固定在所述升降架的右側,X向拖板的底板固定在Y向拖板的滑動台上,X向拖板的滑動台上固定有所述的修整軸和修整電機,本實用新型的十字拖板機構上設定有修整軸和驅動修整軸鏇轉的修整電機,修整軸上安裝有修整砂輪的金剛輪,十字拖板機構可對修整軸進行X向和Y向調節,其調節精確度高,調整方便。
全自動數控溝槽磨床的砂輪修整裝置[實用新型]全自動數控鑽頭刃磨床
授權公告號:CN202894901U
授權公告日:2013.04.24
申請號:201220519312X
申請日:2012.10.10
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B3/24(2006.01)I
摘要:本實用新型屬於磨床技術領域,涉及全自動數控鑽頭刃磨床,床座的上部設定有磨削組件,磨削組件包括用動力裝置驅動可做X向及Y向位移的十字托板及變頻馬達驅動的砂輪,砂輪一側的工作檯上設定有雙動力驅動的雙軸行星輪式的鏇轉夾具,鏇轉夾具的對側設定有自動送料裝置,砂輪上側的十字托板上設定有砂輪修整裝置,設定在床座上的冷卻系統的冷卻導管引至磨削處的噴嘴上,自動送料裝置與鏇轉夾具之間設定有鑽頭定位裝置,十字托板、變頻馬達、鏇轉夾具、自動送料裝置、鑽頭定位裝置及砂輪修整裝置的動作由控制器控制,優點是:能實現對鑽頭裝料後的全自動加工,實現一人多機操作,效率高,光潔度好,勞動強度底,比傳統液壓設備效率提高一倍以上。
 全自動數控鑽頭刃磨床
全自動數控鑽頭刃磨床[實用新型]全自動數控磨床退料裝置
授權公告號:CN202894902U
授權公告日:2013.04.24
申請號:2012205193153
申請日:2012.10.10
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B3/24(2006.01)I; B24B3/02(2006.01)I
摘要:本實用新型屬於磨床技術領域,涉及全自動數控磨床退料裝置,包括中空的工件夾具主軸及床座,工件夾具主軸的尾部設定有彈性的工件夾緊裝置,床座上設定有由工件夾具主軸尾部至集料盒傾斜的滑道,所述的集料盒為自動理順工件的集料盒,有益的技術效果是:工件在夾具主軸內被頂出從滑道滑入集料盒內可擺放整齊,便於收集、檢驗、包裝等工作,生產過程中工作人員及工件安全,適用於做全自動數控磨床的退料裝置。
全自動數控磨床退料裝置[實用新型]全自動數控磨床送料裝置
授權公告號:CN202846339U
授權公告日:2013.04.03
申請號:2012205215699
申請日:2012.10.10
專利權人:台州賽諾克機械科技有限公司
發明人:王宏波
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:B24B41/00(2006.01)I; B24B51/00(2006.01)I
摘要:本實用新型屬於磨床技術領域,涉及全自動數控磨床送料裝置,在工作檯上安裝有固定料盒拖板的直線導軌,在直線導軌的上方設定有頂料氣缸及頂料氣缸帶動的頂料桿,頂料桿前部設定有導料槽,料盒氣缸帶動料盒在托板上作通過且垂直於導料槽的往復運動以嚮導料槽內送料,所述的料盒為:在托板的滑道上滑動的底板的兩側分別設定有側板,側板的前後分別設定有刮料板及擋料板,刮料板內側的底板上形成有條形的落料孔,料盒的側板上設定有由擋料板至落料孔高度依次降低的送料斜導軌,直線導軌上設定有感應裝置,頂料氣缸、料盒氣缸的動作由控制器控制,優點是:耐用度高、抗腐蝕性強、調節靈活,可套用與各種鑽頭、銑刀的螺鏇槽加工設備上。
全自動數控磨床送料裝置國家外觀設計專利
外觀設計專利是指:對產品的形狀、圖案或其結合以及色彩與形狀、圖案的結合所做出的富有美感並適於工業套用的新設計。外觀設計是指工業品的外觀設計,也就是工業品的式樣。[外觀設計]包裝盒(機用絲錐)
授權公告號:CN302495367S
授權公告日:2013.07.10
申請號:2013300269264
申請日:2013.01.29
專利權人:台州賽諾克機械科技有限公司
設計人:王宏波
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:09-03
簡要說明:1.本外觀設計產品的名稱:包裝盒(機用絲錐);2.本外觀設計產品的用途:本外觀設計產品用於放置機用絲錐的包裝盒;3.本外觀設計產品的設計要點:本產品的整體形狀與圖案;4.最能表明本外觀設計設計要點的圖片或照片:立體圖;5.省略視圖:本外觀設計產品的右視圖與左視圖對稱,省略右視圖。
 包裝盒(機用絲錐)
包裝盒(機用絲錐)[外觀設計]包裝箱(直柄麻花鑽頭)
授權公告號:CN302453498S
授權公告日:2013.06.05
申請號:2013300268420
申請日:2013.01.29
專利權人:台州賽諾克機械科技有限公司
設計人:王宏波
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:09-03
簡要說明:1.本外觀設計產品的名稱:包裝箱(直柄麻花鑽頭);2.本外觀設計產品的用途:本外觀設計產品用於放置直柄麻花鑽頭的包裝箱;3.本外觀設計產品的設計要點:本產品的整體形狀與圖案;4.最能表明本外觀設計設計要點的圖片或照片:立體圖。
 包裝箱(直柄麻花鑽頭)
包裝箱(直柄麻花鑽頭)[外觀設計]包裝箱(機用絲錐)
授權公告號:CN302453499S
授權公告日:2013.06.05
申請號:2013300268435
申請日:2013.01.29
專利權人:台州賽諾克機械科技有限公司
設計人:王宏波
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:09-03
簡要說明:1.本外觀設計產品的名稱:包裝箱(機用絲錐);2.本外觀設計產品的用途:本外觀設計產品用於放置機用絲錐的包裝箱;3.本外觀設計產品的設計要點:本產品的整體形狀與圖案;4.最能表明本外觀設計設計要點的圖片或照片:立體圖。
 包裝箱(機用絲錐)
包裝箱(機用絲錐)[外觀設計]包裝盒(直柄麻花鑽頭)
授權公告號:CN302453500S
授權公告日:2013.06.05
申請號:2013300268666
申請日:2013.01.29
專利權人:台州賽諾克機械科技有限公司
設計人:王宏波
地址:318050浙江省台州市路橋區峰江街道李蓍棣村2區99號
分類號:09-03
簡要說明:1.本外觀設計產品的名稱:包裝盒(直柄麻花鑽頭);2.本外觀設計產品的用途:本外觀設計產品用於放置直柄麻花鑽頭的包裝盒;3.本外觀設計產品的設計要點:本產品的整體形狀與圖案;4.最能表明本外觀設計設計要點的圖片或照片:立體圖;5.省略視圖:本外觀設計產品的左視圖、右視圖、俯視圖、仰視圖無設計要點,省略左視圖、右視圖、俯視圖、仰視圖。
 包裝盒(直柄麻花鑽頭)
包裝盒(直柄麻花鑽頭)