
乾法紡絲
正文
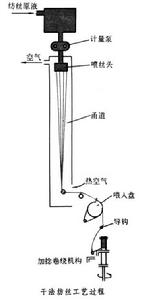
簡稱乾紡。將成纖聚合物溶於揮發性溶劑中,通過噴絲孔噴出細流,在熱空氣中形成纖維的化學纖維紡絲方法。分解溫度低於熔點或加熱時易變色,但能溶解在適當溶劑中的成纖聚合物適用於乾法紡絲,二型醋酯纖維(見醋酯纖維)的成形是典型的乾法紡絲過程。對於既能用乾法紡絲,又能用濕法紡絲成形的纖維,如聚丙烯腈纖維、聚氯乙烯纖維、聚乙烯醇纖維、粘膠纖維等,乾法紡絲更適合於紡長絲。常用的乾法紡絲噴絲板孔數在300~1200之間,孔徑為0.07~0.16mm,由不鏽鋼或特種合金鋼製成。從噴絲板孔眼中壓出的紡絲原液細流進入紡絲甬道(見圖),與通入甬道中的熱空氣流進行換熱。原液細流中的溶劑快速揮發並被熱空氣流帶走。在逐步脫去溶劑的同時,原液細流發生固化,並在卷繞拉力的作用下伸長變細而形成初生纖維(見化學纖維紡絲)。乾法紡絲時,紡絲原液與周圍氣體介質間只有傳熱和傳質過程,不發生任何化學變化。紡絲速度主要取決於原液中溶劑揮發速度。通常在聚合物的溶解度和紡絲粘度許可的條件下,原液濃度應儘可能高,並選擇沸點較低和蒸發潛熱較小的溶劑,可以減少紡絲原液轉化為纖維所揮發的溶劑量,降低熱能消耗,並提高紡絲速度。乾法紡絲時,紡絲原液的濃度和粘度均比相應的濕法紡絲高。
 乾法紡絲
乾法紡絲
溶劑的脫除
在乾紡的紡絲行程中,原液細流中溶劑的脫除通過下列三步實現:①原液一出噴絲孔立即快速揮發──閃蒸;②溶劑從原液細流內部向外擴散;③從細流表面向周圍氣體介質作對流傳質。在靠近噴絲頭的一段紡程上,傳質的機理包括閃蒸、對流和擴散的綜合作用,隨後純擴散就逐漸變成控制傳質過程速率的因素。
乾紡時,紡絲原液與周圍氣體介質之間只有傳熱和傳質過程,不發生任何化學變化。乾紡的紡絲速度主要取決於溶劑揮發的速度,通常在聚合物的溶解度和紡絲液粘度許可的條件下原液濃度應儘可能高,並選擇沸點較低和蒸發潛熱較小的溶劑,藉以減少紡絲原液轉化為纖維所需揮發的溶劑量,降低熱能消耗並提高紡絲速度。目前生產中乾紡的紡絲速度一般為200~500米/分,增加甬道長度或紡制細纖維時,紡速可提高至700~1500米/分。乾紡時,紡絲原液的濃度和粘度都比相應的濕法紡絲原液為高。通常乾紡溶劑的沸點不超過80℃,但沸點高達153℃的二甲基甲醯胺(DMF)也可用作聚丙烯腈纖維和某些高彈性纖維乾紡的溶劑。
乾紡的特點
與熔紡相比,乾紡適合於加工分解溫度低於熔點或加熱時易變色、但能溶解在適當溶劑中的成纖高聚物。對於既能用乾紡又能用濕紡成形的纖維(例如聚丙烯腈纖維、聚乙烯醇纖維),乾紡一般更適於紡制長絲。乾紡時也需有配製紡絲溶液和溶劑回收工序,輔助設備比熔紡多。乾紡的投資通常比濕紡貴,但乾紡的紡絲速度較高且所得纖維的結構較緻密,物理機械性能和染色性也較好。
