
材料簡介
概述
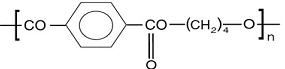
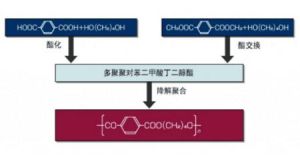
聚對苯二甲酸丁二醇酯,又名聚對苯二甲酸四次甲基酯。英文名;Polybutyleneterephthalate。簡稱PBT、PBTP或PTMT,它是對苯甲酸與1,4-丁二醇的縮聚物。可由酯交換法或直接脂化法經縮聚而製得,今後的發展趨勢為直接酯化法生產。PBT和PET一起被稱為熱塑性聚酯。
PBT為乳白色半透明到不透明、結晶型熱塑性聚酯。具有高耐熱性、韌性、耐疲勞性,自潤滑、低摩擦係數,耐候性、吸水率低,僅為0.1%,在潮濕環境中仍保持各種物性(包括電性能),電絕緣性,但介電損耗大。耐熱水、鹼類、酸類、油類、但易受鹵化烴侵蝕,耐水解性差,低溫下可迅速結晶,成型性良好。PBT結晶速度快,最適宜加工方法為注塑,其他方法還有擠出、吹塑、塗復和各種二次加工成型,成型前需預乾燥,水分含量要降至0.02%。PBT(增強、改性PBT)主要用於汽車、電子電器、工業機械和聚合物合金、共混工業。如作為汽車中的分配器、車體部件、點火器線圈骨架、絕緣蓋、排氣系統零部件、機車點火器、電子電器工業中如電視機的偏轉線圈,顯像管和電位器支架,伴音輸出變壓器骨架,適配器骨架,開關接外掛程式、電風扇、電冰櫃、洗衣機電機端蓋、軸套。
分子結構
 PBT分子結構
PBT分子結構 PBT主鏈是由每個重複單元為剛性苯環和柔性脂肪醇連線起來的飽和線性分子組成,分子的高度幾何規整性和剛性部分使聚合物具有高的機械強度,突出的耐化學試劑性,耐熱性和優良的電性能;分子中沒有側鏈,結構對稱,滿足緊密堆砌的要求,從而使這種聚合物有高度的結晶性和高熔點,分子的結構決定了PBT具有良好的綜合性能。
製備方法
 製備方法
製備方法 起源
PBT最早是德國科學家P.Schlack於1942年研製而成,之後美國Celanese公司(現為Ticona)進行工業開發,並以Celanex商品名上市,於1970年以30%玻璃纖維增強塑膠投放市場,商品名為X-917,後改為CELANEX。1971年Eastman公司推出了有玻璃纖增強璉和不增強的產品,商品名Tenite( PTMT);同年GE公司也開發出同類產品,有不增強、增強和自熄性的三個品種。隨後世界知名廠商德國 BASF、 Bayer、美國 GE、 Ticona,日本 Toray、 三菱化學, 台灣新光合纖、長春 人造樹脂、 南亞塑膠等公司先後投入生產行列,全球生產廠商總計三十餘家。結構與性能
PBT是通用工程塑膠中工業化最晚而發展最快的一個品種,它之所以成為 工程塑膠的後起之秀,首先在於它具有優良的綜合性能,以及良好的成型加工性和性能/價格相比,故此PBT塑膠雖然到70年代才工業化生產,但很快熱銷市場,現為五大工程塑膠發展最快的一種。物理特性
 PBT
PBT 機械性能: 1、非增強型品級(純PBT)有優異的衝擊韌性,抗脆性能力強。
2、經玻璃纖維增強後的PBT其力學性能的各種強度都可成倍增長,熱變形溫度得到很大的提高。而且比同樣條件下的MPPO、POM、PC的各種強度都好;
3、抗彎強度更是隨纖維的含量而大幅度提高。且韌性較好又耐疲勞。
4、相較於非增強的塑膠,玻璃纖維增強的PBT呈現出增加二到叄倍的抗拉強度,抗彎強度,壓縮強度和剛性。
1、絕緣性能:優良(潮濕、高溫也能保持電性能穩定,是製造電子、電器零件的理想材料);
2、介電係數:3.0-3.2;
3、耐電弧性:120s
理化特性:自潤滑、低摩 擦係數,但體積電阻、介電損耗大。缺點是缺口衝擊強度低 ,成型收縮率大。故大部分採用玻璃纖維增強或無機填充改性,其拉伸強度、彎曲強度可提高一倍以上,熱變形溫度也大幅提高。可以在140℃下長期工作,玻纖增強後製品縱、橫向收縮率不一致,易使製品發生翹曲。
化學特性
耐熱老化性:增強後的UL溫度指數達120~140℃(戶外長期老化性也很好);耐溶劑性:無 應力開裂;
對水穩定性:PBT遇水易分解(高溫、高濕環境下使用需謹慎);
成型加工性:普通設備註塑或擠塑。由於結晶速度快,流動性好,模具溫度也比其他工程塑膠要求低。在加工薄壁製件時,僅需幾秒鐘,對大部件也只要40-60s即可。 燃燒特性:不易燃燒,燃燒時無液體流下,離開火焰後在5秒鐘內熄滅(相似於PC)。
優點與套用
優點
2、摩擦係數小,有自潤性;
3、吸水率低;
4、電氣性質優良;
5、尺寸安定性良好;
6、耐藥品性、耐油性極佳。
套用
 車燈製品
車燈製品 a、電子電器:連線器、開關零件、家用電器、配件零件、小型電動罩蓋(耐熱性、阻燃性、電氣絕緣性、成型加工性)
b、汽車:
1、外裝零件:主要有轉角格珊、發動機放熱孔罩等;
2、內部零部件:主要有內鏡撐條、刮水器支架和控制系統閥;
3、汽車電器零件:汽車點火線圈絞管和各種電器連線器等。
(PBT用於汽車上的數目還不及尼龍、聚碳和聚甲醛,但隨著低翹曲性PBT的出現,今後必將在汽車零部件上得到更多的套用)
c、機械設備:視頻磁帶錄音機的帶式傳動軸、電子計算機罩、水銀燈罩、電熨斗罩、烘烤機零件以及大量的齒輪、凸輪、按鈕、電子表外殼、照相機的零件(有耐熱、阻燃要求)
工藝特點
 注塑成型示意圖
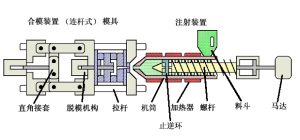
注塑成型示意圖 PBT注塑之前一定要在110~120℃的溫度下乾燥3小時左右,成型加工溫度為250~270℃,模溫控制在50~75℃為宜。因該料從熔融狀態一經冷卻,則會立即凝固結晶,故其冷卻時間較短;若噴嘴溫度控制不當(偏低),流道(水口)易冷卻固化,會出現堵嘴現象。若料筒溫度超過275℃或熔料在料筒中停留時間超過30分鐘,易引起材料分解變脆。PBT注塑時需用較大水口進膠,不宜使用熱流道系統,模具排氣要良好,宜用“高速、中壓、中溫”的條件成型加工,防火料或加玻纖的PBT水口料不宜再回收利用,停機時需用PE或PP料及時清洗料管,以免碳化。
加工條件
1、模具溫度
對非增強規格,通常的溫度範圍是38~60度,較高的溫度通常會使製件的表面平滑,有光澤。
對增強規格,建議採用高於66度的模具溫度,在66~107溫度範圍操作模具還可以改善增強樹脂的流動性,結合線強度和外觀。
| 乾燥溫度(℃) | 110~120 | 乾燥時間約(hr) | 2~3 | ||
| 模具溫度(℃) | 50~75 | 殘料量(mm) | 2~6 | ||
| 熔膠溫度(℃) | 250~270 | 背壓(MPa) | 5~10 | ||
| 注射壓力(MPa) | 100~140 | 鎖模力約(ton/in2) | 3~4 | ||
| 注塑速度 | 高速 | 回料轉速(rpm) | 70~90 | ||
| 螺桿類別 | 標準螺桿(直通式噴嘴) | ||||
| 停機處理 | 關料閘啤清即可 | 碎料翻用(%) | 15~25 | ||
| 備註:防火PBT需要用PE料過炮,水口料不宜回收利用。 | |||||
調節螺桿轉速是其在整個冷卻循環過程中轉動,而不單個總循環,對增強拍好較低的螺桿轉速有助於降低塑化過程中玻璃纖維的損害。
建議的螺桿轉速是根據直徑而確定的,其公式為:RPM=[最佳線速度(202.4mm)*60]/[螺桿直徑*3.14]。
3、背壓
對PBT材料剪的背壓為0.17~0.34Mpa,以便增強熔體的均勻性,並維持很定的注射量,但較高的背壓會導致較高的熔體溫度
對增強牌號,應選擇低背壓,這樣有助於減少塑化過程中玻璃纖維的損失。
4、注射量
建議注射兩位機器容量的30%~80%,對於顏色控制嚴格的混合拍好,建議注射量儘可能接近機器容量的60%,以減少滯留時間。
5、射出速度
最快的充填速度,一般會使劉晨家常,適合填充薄壁型材,並形成較好的表面光潔度。
對於厚壁製品,慢速充填有助於減少空隙。當使用窄澆口時,壁厚段的充填速度應降低,以幫助保壓。
對於小澆口(針尖型澆口)的製件,建議採用程式注射,開始時可使用較慢的注射速度,以減少剪下,漩紋和物料的燒焦。通常建議PBT採用中高速的注射速度,以便提高表面光澤度和提高結合線強度。
6、注射壓力
注射壓力的選用原則為:最好選用能滿足性能,外觀和模塑循環的最低壓力。
PBT材料屬於以流動材料,通常需要中等壓力,對於填充構造複雜或薄壁的製品是,需要中等至較高的注射壓力,對於費增強規格通常壓力為55~70Mpa,對增強規格通常壓力為65~120Mpa,正常情況下,合適的保壓壓力為注射壓力的60~80%。對小澆口的薄壁製品只需中等的保壓壓力,對大澆口厚壁產品需要高保壓壓力和更長的保壓時間。
模具製作
合成工藝
PBT 間歇類型, Polytex Design,PTA路線合成法或DMT路線合成法 ( 英文:Batch-poly)
PBT 連續類型, Polytex Design,PTA路線合成法
間歇法介紹
 PBT成品
PBT成品 1-4 丁二醇混合和輸送系統--予熔製備系統--酯化反應系統--縮聚反應系統--切片切粒和包裝系統--催化劑製備系統--過濾器清洗系統--THF回收系統--熱媒系統--計算機集成控制系統
特點
漿料製備系統使用在改性PBT的生產中,催化劑和添加劑可以在低溫時加入,酯化在低溫或正常反應溫度下連續進料,易於控制,安全可靠。
設計規模
工業化設計單線能力在3-40噸/日,年產1000噸-15000噸。
連續法介紹
流程描述
1-4 丁二醇混合和輸送系統--漿料製備系統--酯化反應系統--工藝塔系統--預縮聚反應系統--預縮聚過濾系統--終縮聚反應系統--終縮聚過濾系統--切片切粒和包裝系統--催化劑製備及連續添加控制系統--過濾器清洗系統--THF回收系統--熱媒系統--計算機集成控制系統
特點
低溫、低 摩爾比、溫和反應可靠的停留時間
在不同反應階段保持合理的物料消耗
低耗、節能、經濟
熔體流變性佳
設計規模
工業化生產的正在運行的連續裝置生產能力從30噸/日-500噸/日,即年產1萬噸-15萬噸。
加工工藝
由於PBT的分子結構單元上比PET多兩個亞甲基,分子較為柔軟,加上分子鏈的結晶速度快,因此特別適合用注塑方法加工製品。其他方法還有擠出、吹塑、塗覆和各種二次加工成型,成型前需預乾燥,水分含量要降至0.02%。
PBT具有明顯的熔點,熔點為225~235℃,是結晶型材料,結晶度可達40%。
PBT熔體的粘度受溫度的影響不如剪下應力那么大,因此,在注塑中,注射壓力對PBT熔體流動性影響明顯。
PBT成型製品各向異性。PBT在高溫下遇水易降解。
工藝條件
乾燥處理:這種材料在高溫下很容易水解,因此加工前的乾燥處理是很重要的。建議在空氣中的乾燥條件為120℃,6~8小時,或者150℃,2~4小時。濕度必須小於0.03%。如果用吸濕乾燥器乾燥,建議條件為150℃,2.5小時。
熔化溫度:225~275℃,建議溫度:250℃。
模具溫度:對於未增強型的材料為40~60℃。要很好地設計模具的冷卻腔道以減小塑件的彎曲。熱量的散失一定要快而均勻。建議模具冷卻腔道的直徑為12mm。
注射壓力:中等(最大到1500bar)。
注射速度:應使用儘可能快的注射速度(因為PBT的凝固很快)。
流道和澆口:建議使用圓形流道以增加壓力的傳遞(經驗公式:流道直徑=塑件厚度+1.5mm)。可以使用各種型式的澆口。也可以使用熱流道,但要注意防止材料的滲漏和降解。澆口直徑應該在0.8~1.0*t之間,這裡t是塑件厚度。如果是潛入式澆口,建議最小直徑為0.75mm。
注塑機的選擇
選用螺桿式注塑機時。應考慮如下幾點。
①製品的用料量應控制在注塑機額定最大注射量的30%~80%。不宜用大注塑機生產小製品。
②應選用漸變型三段螺桿,長徑比為15~20,壓縮比為2.5~3.0。
③應選用自鎖式噴嘴,並帶有加熱控溫裝置。
④在成型阻燃級PBT時,注塑機的有關部件應經防腐處理。
製品與模具設計
②未改性PBT的成型收縮率較大,在1.7%~2.3%,模具要有一定的脫模斜度。
③模具需要設排氣孔或排氣槽。
④澆口的口徑要大。
⑤模具需設定控溫裝置。模具最高溫度不能超過100℃。
⑥阻燃級PBT成型,模具表面要鍍鉻,以防腐。
原料準備
所對應的時間不超過6h、4h、2h。料層厚度低於30mm。
注塑工藝參數
①注射溫度:PBT的分解溫度為280℃,所以實際生產中一般控制在240-260℃之間。
②注射壓力:注射壓力一般為50~100MPa。
③注射速率:PBT冷卻速度快,因此要採用較快的注射速率。
④螺桿轉速和背壓:成型PBT的螺桿轉速不宜超過80r/min,一般在25~60r/min之間。背壓一般為注射壓力的10%~15%。
⑤模具溫度:一般控制在70~80℃,各部位的溫度差不超過10℃。
⑥成型周期:一般情況下為15~60s。
注意事項
①再生料的使用:再生料與新料的比例一般在25%~75%。
②脫模劑的使用:一般情況下不使用脫模劑,必要時可採用有機矽脫模劑。
③停機處理:PBT的停機時間在30min以內,可將溫度降到200℃時停機。長期停機後再生產時,要將料筒內的料排空,再加入新料才能進行正常生產。
④製品的後處理:一般情況下不需要進行處理,必要時在120℃時處理1~2h。
PBT改性
合金改性
目前按國外已經大量使用的PBT改性技術是合金技術。如PBT/ABS合金,可用於汽車內飾件,家用電器外殼等,PBT/PET合金,用於汽車方向盤連線件,電器接外掛程式等;PBT/聚丁二烯合金,用作汽車保險槓等;PBT/SMA合金,用於汽車底部、蓋、內部裝飾等部件;PBT/PPO彈性體,用於汽車包裝部件、電子/電器和儀表零部件等;PBT/EPDM合金,用於汽車減震套管、散熱管支撐系統、電動活塞、減震軸承等。無鹵阻燃改性
無鹵阻燃是PBT發展的另一重要方向。隨著全球阻燃劑烏璐花的浪潮影像,以前主要使用溴系阻燃劑製備阻燃性PBT,以後逐漸減少使用,而採用一些無機填充和磷系阻燃劑進行加工。PBT將被廣泛套用到高溫、高熱場所,主要套用於電子/電器行業。其他改性
除了以上感性產品外,近年來國外又開發出一些性能更為優良的PBT樹脂和合金製品,提高其套用性能,拓展了PBT套用領域。如光纜光纖級PBT樹脂,一般採用PBT樹脂進行後聚增粘處理之稱黏度較高的樹脂,作為光纖套管。隨著信息工業的快速發展,對其需求增長迅猛,而目前國內國內光纖級PBT幾乎全部依賴進口。PBT的粘接
根據不同需要,可以選擇以下粘合劑:
1. TG-3200:單組分常溫固化軟彈性防震粘合劑,耐高低溫,但粘接速度慢,膠水通常要1天或幾天時間才能固化完畢。
2. TS-8602瞬間粘接劑,可以數秒鐘或數十秒鐘快速粘合PBT,但膠層硬脆,不耐水。
3. TE-9270類,雙組分膠,膠層柔軟,適合PBT大面積粘接或複合。但耐高溫性能較差。
4.TE-9249類膠:雙組分膠,耐高溫。
5.sili-1706:單組份室溫硫化膠,固化後是彈性體具有優秀的防水,防震粘合劑,耐高低溫, 1-2mm厚度的話,5-6小時基本固化,有一定的強度。完全固化的話需要至少24小時。單組份,不需要混合,擠出後塗抹靜置即可,無需加溫。
發展進程
國內發展史

隨著中國國民經濟的迅速發展,特別是下游電子產業和汽車產業的快速發展,推動了PBT市場需求的迅猛增長。在國家針對進口產品進行反傾銷的情況下,隨著與金融危機造成的蕭條局面完全不同的車市火爆異常,政府鼓勵汽車消費的各項利好政策以及汽車下鄉等活動更是起到了推波助瀾的效果。隨著汽車行業對塑膠的迅猛需求,中國塑膠產業和汽車產業已形成“一榮俱榮、一損俱損”之勢。塑膠業內人士將目標轉向了PBT塑膠改性,使用更輕、更強、更好的汽車配件來緩解油價過高的局面。
改性PBT塑膠是指在聚合物(樹脂)中加入小分子無機物或有機物,通過物理或化學作用,從而賦予其某種性能(機械加工性能)或使其某種性能獲得改善。如增韌、增強、增塑、阻燃等,而通過改性技術使得塑膠變得具有鮮特徵,而這其中要屬在汽車和家電領域,改性PBT塑膠的套用以及發展潛力最為巨大了。
改性PBT塑膠是最重要的汽車輕質材料,它不僅可減輕零部件約40%的質量,而且還可以使採購成本降低40%左右,因此在汽車中的用量迅速上升。汽車內飾件已基本實現塑膠化,“以塑代鋼”的汽車發展正在帶動著改性PBT塑膠在汽車套用中向著更廣闊的領域不斷開拓創新。
在汽車製造領域,PBT廣泛地用於生產保險槓、化油器組件、擋泥板、擾流板、火花塞端子板、供油系統零件、儀錶盤、汽車點火器、加速器及離合器踏板等部件。PBT與增強PA、PC、POM在汽車製造業中的競爭十分激烈,PA易吸水,PC的耐熱性耐藥性不及PBT;在汽車用途接管方面,由於PBT的抗吸水性優於PA,將會逐漸取代PA。在相對濕度較高、十分潮濕的情況下,由於潮濕易引起塑性降低,電器節點處容易引起腐蝕,常可使用改性PBT。在80℃、90%相對濕度下,PBT仍能正常使用,並且效果很好。
其中PBT/PC合金,在高級轎車中套用最為廣泛;它的耐熱性好,耐應力開裂,具有優良的耐磨,耐化學腐蝕性,低溫衝擊強度高,易加工和塗飾性好,主要套用於高檔轎車保險槓,車底板,面板和機車護板等。
國際發展史
回顧PBT前些年裡,世界上主要PBT生產公司主要集中在美國、西歐、日本和韓國。前幾年又據美國Kline&Co公司統計分析,美國GE塑膠公司是世界上最大的PBT生產商,生產能力為14萬噸/年,在2004年前後時間段里該公司已經占世界總生產能力的24.1%。而當時Ticona公司和美國杜邦公司是世界第二和第三PBT生產商,這兩家公司的生產能力分別為8萬噸/年和7.5萬噸/年,占世界總生產能力的比例分別為13.8%和12.0%。
巴斯夫公司、日本帝人/寶理塑膠公司和拜爾公司居於其後,生產能力分別為5.5萬噸/年、3.5萬噸/年和2.5萬噸/年。世界其他PBT生產商的產能合計為14.5萬噸/年。2004年初世界PBT總生產能力為58萬噸/年,2007-2008年間世界PBT生產能力將超過80萬噸/年。
可以說,2004年前全球各大PBT生產商如Ticona、美國杜邦、DSM、帝人、拜爾等公司新增產能25.5萬噸/年。塞拉尼斯公司子公司Ticona公司與DSM公司組建了50/50合資企業在荷蘭埃門建設6萬噸/年的PBT裝置,將於2005年建成,基礎工程的伊文達一費希爾公司完成。DSM公司在當地擁有3萬噸/年的PBT裝置。
Ticona公司在美國謝爾比擁有3萬噸/年的PBT裝置。為鞏固在工程塑膠領域的領導地位,拜耳、杜邦連手投資5000萬歐元成立合資企業DuBay公司,在德國建造世界級PBT工廠,初期年產量8萬噸。
新裝置建在杜邦的德國Hamm-Uentrop(烏曲普)化學工業園內,採用最新的環保和安全標準建設,該裝置已於2004年初投產。Ticona與帝人和Daicel公司(日本最大的PBT生產商)的合資公司winTech公司在日本松山擁有1萬噸/年的PBT裝置,並又在建設5萬噸/年的PBT裝置。
巴斯夫和東麗公司組建50/50合資企業在馬來西亞關丹現有石化聯合裝置所在地,投資4000萬美元建設PBT裝置,2006年投產時初期能力為6萬噸/年,並可根據需要擴增至10萬噸/年,由現有巴斯夫石化聯合裝置供應生產PBT原料丁二醇。
隨著國際市場上各個公司產能的演變,有部分PBT生產商仍然在擴大產能,世界PBT產能排行榜也發生了很大的變化。
如江蘇南通地區的藍星化工新材料股份有限公司、江蘇儀征化纖股份公司、巴斯夫公司、沙烏地阿拉伯Osos 石化公司最近幾年正擴大PBT產能,而2007年以後江蘇南通以及江蘇儀征的PBT產能都將超過8萬噸/年,這兩個公司的產能在中國名列前茅。
因此,2008年以後世界PBT產需情況會出現比較大的變化,根據相關PBT生產廠家介紹說:"前兩年PBT是供不應求,要貨的人排隊採購,PBT產品緊俏得很",而2007年PBT生產廠家相關人士認為市場行情不如從前了,PBT社會供應量的增大是導致銷售不如原來紅火的根本因素所在。
可是如今,還有部分聚酯行業人士想上PBT項目,這就需要提醒投資者慎重對待此項產品的新建工作,必須對國內外市場進行周密的調研後才能做出最終結論,千萬要吸取盲目投資帶來巨大損失的沉痛教訓。
2013年3月營口康輝石化有限公司一條8萬噸PBT連續生產線試運行;
2013年5月河南開祥化工一條12萬噸PBT連續生產線(零排廢,粘度1.0產能基準)運行;
2013年6月營口康輝石化有限公司另一條一條8萬噸PBT連續生產線試運行。
現狀及趨勢
現狀
回顧PBT前些年裡,世界上主要PBT生產公司主要集中在美國、西歐、日本和韓國。前幾年又據美國Kline&Co公司統計分析,美國GE塑膠公司是世界上最大的PBT生產商,生產能力為14萬噸/年,在2004年前後時間段里該公司已經占世界總生產能力的24.1%。而當時Ticona公司和美國杜邦公司是世界第二和第三PBT生產商,這兩家公司的生產能力分別為8萬噸/年和7.5萬噸/年,占世界總生產能力的比例分別為13.8%和12.0%。 PBT成品
PBT成品 可以說,2004年前全球各大PBT生產商如Ticona、美國杜邦、DSM、帝人、拜爾等公司新增產能25.5萬噸/年。塞拉尼斯公司子公司Ticona公司與DSM公司組建了50/50合資企業在荷蘭埃門建設6萬噸/年的PBT裝置,將於2005年建成,基礎工程的伊文達一費希爾公司完成。DSM公司在當地擁有3萬噸/年的PBT裝置。Ticona公司在美國謝爾比擁有3萬噸/年的PBT裝置。為鞏固在工程塑膠領域的領導地位,拜耳、杜邦連手投資5000萬歐元成立合資企業DuBay公司,在德國建造世界級PBT工廠,初期年產量8萬噸。新裝置建在杜邦的德國Hamm-Uentrop(烏曲普)化學工業園內,採用最新的環保和安全標準建設,該裝置已於2004年初投產。Ticona與帝人和Daicel公司(日本最大的PBT生產商)的合資公司winTech公司在日本松山擁有1萬噸/年的PBT裝置,並又在建設5萬噸/年的PBT裝置。巴斯夫和東麗公司組建50/50合資企業在馬來西亞關丹現有石化聯合裝置所在地,投資4000萬美元建設PBT裝置,2006年投產時初期能力為6萬噸/年,並可根據需要擴增至10萬噸/年,由現有巴斯夫石化聯合裝置供應生產PBT原料丁二醇。
隨著國際市場上各個公司產能的演變,有部分PBT生產商仍然在擴大產能,世界PBT產能排行榜也發生了很大的變化。如江蘇南通地區的藍星化工新材料股份有限公司、江蘇儀征化纖股份公司、巴斯夫公司、沙烏地阿拉伯Osos 石化公司最近幾年正擴大PBT產能,而2007年以後江蘇南通以及江蘇儀征的PBT產能都將超過8萬噸/年,這兩個公司的產能在中國名列前茅。因此,2008年以後世界PBT產需情況會出現比較大的變化,根據相關PBT生產廠家介紹說:"前兩年PBT是供不應求,要貨的人排隊採購,PBT產品緊俏得很",而2007年PBT生產廠家相關人士認為市場行情不如從前了,PBT社會供應量的增大是導致銷售不如原來紅火的根本因素所在。可是如今,還有部分聚酯行業人士想上PBT項目,這就需要提醒投資者慎重對待此項產品的新建工作,必須對國內外市場進行周密的調研後才能做出最終結論,千萬要吸取盲目投資帶來巨大損失的沉痛教訓。
2013年3月營口康輝石化有限公司一條8萬噸PBT連續生產線試運行;
2013年5月河南開祥化工一條12萬噸PBT連續生產線(零排廢,粘度1.0產能基準)運行;
2013年6月營口康輝石化有限公司另一條一條8萬噸PBT連續生產線試運行。
趨勢
隨著中國國民經濟的迅速發展,特別是下游電子產業和汽車產業的快速發展,推動了PBT市場需求的迅猛增長。在國家針對進口產品進行反傾銷的情況下,隨著與金融危機造成的蕭條局面完全不同的車市火爆異常,政府鼓勵汽車消費的各項利好政策以及汽車下鄉等活動更是起到了推波助瀾的效果。隨著近年汽車行業對塑膠的迅猛需求,我國塑膠產業和汽車產業已形成“一榮俱榮、一損俱損”之勢。塑膠業內人士將目標轉向了PBT塑膠改性,使用更輕、更強、更好的汽車配件來緩解油價過高的局面。
改性PBT塑膠是指在聚合物(樹脂)中加入小分子無機物或有機物,通過物理或化學作用,從而賦予其某種性能(機械加工性能)或使其某種性能獲得改善。如增韌、增強、增塑、阻燃等,而通過改性技術使得塑膠變得具有鮮特徵,而這其中要屬在汽車和家電領域,改性PBT塑膠的套用以及發展潛力最為巨大了。
 PBT材質滑鼠鍵帽
PBT材質滑鼠鍵帽 當前,國內外的運營商正在對PBT/PBB技術進行評估。雖然PBT缺少一個有效的自動配置系統,會影響它的可擴展性,但是廠商並沒有質疑PBT可以提供一個有效的、面向連線的、基於分組的網路的能力。
一些不支持PBT技術的人們認為,PBT不具備點到多點的能力。但在實際組網時,PBT一般部署在運營商核心網路中,而在匯聚層則採用PBB技術,而PBB本身具備傳遞點到多點業務的能力,因此PBB/PBT的組合完全可以滿足點到多點業務的需求。
支持PBT技術的人們認為,乙太網交換機總是比IP/MPLS路由器便宜很多,而且會一直保持下去。一些支持廠商已經開發了專有的配置以及管理系統,並聲稱能夠把配置工作降到最低,而且他們認為標準化進程並沒有增加大量的複雜性。
PBT技術的標準化工作已經快速啟動並開始逐步發力,首版文稿草案已經發布,同時業界第一次關於PBT技術的真正意義上的互聯互通演示(PBTPE(邊緣設備)之間)也已經在2007年6月成功進行。這也從另一方面驗證了PBT技術具有基於現有乙太網硬體實現、技術簡潔、標準化研究的複雜度較低等特性。
現階段一些主流運營商的態度與做法,以及其他一些運營商對PBT技術的測試與商用,說明了PBT以其技術特性和得以驗證的商業成本模型,已經開始逐步成為全球運營商網路轉型道路上的一輛“直通車”。當然,最終是否選擇並且何時部署基於PBT技術的電信乙太網解決方案,運營商還需要結合自身發展戰略以及現網環境作出選擇。
消費情況
在中國PBT最主要的消費領域是電子電器,占55% 左右,用在汽車領域大概占 10% 左右,其他領域約占 35%。隨著中國汽車工業和電子/電氣產業的高速發展,對PBT的需求量也在快速增長著,PBT系列產品前景在2010年前後仍然是十分看好。回顧2003年全球PBT消費量大約為57萬噸/年(基礎樹脂),需求以北美為主,亞洲由於電子/電器工業需求的驅動,消費量也快速增長。全球PBT分地區的需求量分別為:北美20萬噸、西歐16.5萬噸、日本9.8萬噸、世界其他地區18.8萬噸。汽車和電子電氣工業消費量占全球PBT總消費量的75%左右,而2004-2006年期間全球需求量已經保持年均8-10%的速度遞增。
