現象描述
鑄造熱裂紋的產生,都是發生在鑄件凝固末期。此時,鑄件溫度較高,容易氧化,故而鑄造熱裂紋的斷口,必然為氧化色,這是鑄造熱裂紋的一個最為主要的特徵。同時,鑄造熱裂紋往往出現在靠近熱結部位,這是區分鑄造熱裂紋與熱處理裂紋的一個重要參考依據。產生機理
鑄件在凝固後期,固相已形成完整的骨架,並開始線收縮,如果此時線收縮受到阻礙,鑄件內將產生鑄造熱裂紋。鑄造熱裂紋根據部位不同分為外裂和內裂。通常產生在鑄件最後凝固的地方(熱節處)出現在縮孔的下部,不規則、有分叉,最常見的是外熱裂紋。
外熱裂裂紋特徵:裂口從鑄件表面開始,逐漸延伸到內部呈表面寬而內部窄,裂紋被氧化而變色。鑄件表面有單條或多條裂紋,裂紋長度短、走向扭曲,互不連續;裂口有一定深度,口寬里窄;鑄鋼件、鑄鐵件裂壁呈黑的氧化色。
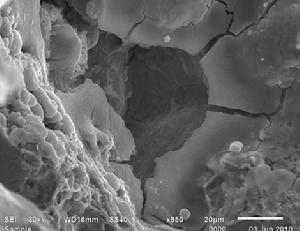
微觀下外熱裂裂紋是一種晶界裂紋,沿晶粒的晶界延展,為脆性裂紋。

內熱裂裂紋特徵:內熱裂裂紋用切削解剖主要產生於厚實鑄件最後凝固的中心部位,或由於補縮不良,產生於縮孔尾部延伸入鑄件中,也稱為“應力縮孔”。內熱烈裂紋走向無規律性,對鑄鋼件內熱烈裂紋周圍可能硫、磷偏析較為嚴重。

