簡介
 監視管壁腐蝕的警戒孔法
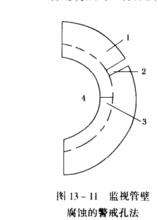
監視管壁腐蝕的警戒孔法腐蝕裕量監測(即警戒孔監視法,又稱哨孔監視法)是通過監測腐蝕裕量而監視設備或管道腐蝕的一種方法。警戒孔是在設備或管道的腐蝕敏感部位,在外壁上鑽出一些精確深度的小孔,直徑為Φ3.2mm(針對不同情況,可在1.6~6.5mm之間選定)。孔深可根據設計的工作壓力和工作溫度所計算的最小允許壁厚來確定。其深度使得剩餘壁厚就等於腐蝕裕量,或為腐蝕裕量的一部分(下圖)。
由於腐蝕或沖蝕的作用,使剩餘壁厚(腐蝕餘量)逐漸減少,直至警戒孔處產生小的泄漏。一旦產生泄漏(由絲縷輕煙、液態銹斑、透過外殼絕緣層的滲漏或包覆層上的銹斑識別),對此應及時把錐度為1:50的金屬銷釘(塞子,又稱堵頭)打入警戒孔,以封閉泄漏。這並不會降低設備或管道內的壓力或流速,設備仍可繼續正常運行。接著應當用超聲測厚法檢查設備的其餘部分,以確定其他部位的安全性,進而決定是否需要停車檢修,以防止設備產生更大的損壞。也可在警戒孔上部焊接一個帶螺紋的金屬塊,通過擰入一個尖頭螺釘來封閉泄漏的警戒孔。
此方法的要點是正確地選擇鑽孔位置,它應選擇在預期會產生強烈腐蝕的部位,例如在T型部件、異型、接管、彎頭外側面、閥體、法蘭和底盤等處鑽孔,在管線上則應在焊接熱影響區鑽孔。
還可用“分級”警戒孔測量實際腐蝕速度。在管壁或設備壁上鑽出一系列不同深度的警戒孔,只要滲漏從一個小孔發展到另一個小孔時,根據各警戒孔滲漏的時間便可很容易地計算出實際腐蝕速度。
當由於腐蝕或沖蝕引起的金屬損傷達到設備不能再用的程度時,警戒孔就會發出報警指示,這是該方法的一個重大優點。此外,警戒孔法不需要用複雜的試驗裝置和儀器,也不需要作周期性的測量。
腐蝕速度的影響因素
金屬的實際腐蝕過程比較複雜,影響因素較多,包括金屬自身的因索和處理工藝與所處環境等的外在因素,這樣就會產生不同的腐蝕速度,下面進行簡單的總結,以後分別詳細闡述。
(1)金屬本身
金屬本身包括金屬的電極電位、超電壓、鈍性、組成(尤其合金元素)、組織結構、表面狀態、 腐蝕產物性質等。
金屬電極電位的相對高低決定了它在電化學過程中的地位,是金屬腐蝕的熱力學因素,形成了腐蝕熱力學中的五個區,電位越正的金屬越穩定,耐蝕性越好,而電位越負的金屬越不穩定,有發生腐蝕的傾向越大。超電壓是金屬腐蝕的動力學因素,超電壓越大,極化越大,腐蝕速度越小。金屬的鈍化能力越強,越穩定,耐蝕性越好,腐蝕速度越小。金屬的組成對腐蝕速度的影響較大,合金元素的加入往往會因為電化學的不均勻性而形成微電池而加速腐蝕,單相固溶體合金的腐蝕速度隨合金化組元含量(原子百分比)的變化呈台階形的有規律變化,符合塔曼(Tamman)規律,即n/8律,但是加入的合金元素也會通過提高金屬的熱力學穩定性或促進鈍化或使合金表面形成緻密腐蝕產物保護膜等方式而提高耐蝕性;復相合金中,相與相之間存在電位的差異,易形成腐蝕微電池,一般認為單相固溶體比復相組織的合金耐蝕性好。材料的表面粗糙度直接影響腐蝕速度,一般粗加工比精加工的表面易腐蝕。腐蝕產物如果是不易溶解的緻密固體膜(如TiO、AlO等),材料則不易發生腐蝕。
(2)處理工藝
熱處理工藝可以改善合金的應力狀態、晶粒和第二相形貌與大小及分布、相中組元再分配和組織結構等,機械加工、冷變形、鑄造或焊接等處理產生變形與應力等,這些都會影響金屬的腐蝕狀態及腐蝕速度。
(3)介質環境
介質環境包括介質組成、濃度、pH值、溫度、壓力、流速等。
①組成金屬的腐蝕速度往往與介質中的陰離子種類有關,陰離子增加金屬的腐蝕速度的作用順序如下:NO <CHCOO <Cl <SO <ClO 。軟鋼(0.1%C)在鈉鹽溶液中的腐蝕速度隨陰離子的種類和濃度不同而有差異,鐵在鹵化物中的腐蝕速度依次為:I <Br <Cl <F 。
②pH值 在腐蝕反應中,pH值對腐蝕速度的影響比較複雜,其重要性反映在E-pH圖中,有穩定區、鈍化區和腐蝕區之分。對於陰極過程為氫離子還原過程的腐蝕體系,pH值降低(氫離子濃度增加)多增加金屬的腐蝕速度,但是pH值的變化也會影響到金屬表面膜的溶解度和保護膜的形成,進而又影響到金屬的腐蝕速度,有以下
三種情況。
Ⅰ.化學穩定性較高的金屬:電極電位較正,如Au,Pt等,腐蝕速度不受pH值影響。
Ⅱ.兩性金屬:如Al,Pb,Zn,Cu等,由於表面上的氧化物或腐蝕產物在酸性或鹼性溶液中都可溶解,不能形成保護膜,腐蝕速度較大,只有在中性溶液(pH =7.0)的範圍內腐蝕速度才較小。
Ⅲ.鈍性的金屬:如Fe,Ni,Cd,Mg等,表面生成鹼性保護膜,溶於酸而不溶於鹼。
③溫度一般說來,溫度升高,電化學反應速度增加,同時溶液的對流和擴散也增大,電解質溶液電阻減少,陽極過程和陰極過程加速,腐蝕速度也得到提高。但是對於有氧參加的腐蝕過程,腐蝕速度與溫度的關係要複雜些。隨著溫度升高,雖然氧的擴散速度增大了,但是溶解度降低了,受氧濃度和擴散速度的綜合控制,這樣的腐蝕速度會出現極大值。
④濃度 大多數金屬在非氧化性酸(如鹽酸)中的腐蝕速度隨酸濃度的增加而增大,但是在氧化性酸(如硝酸、濃硫酸、高氯酸)中的腐蝕速度隨酸濃度的增加有一個最大值,如果再增加濃度會在金屬表面形成保護膜,使腐蝕速度下降。非氧化性酸性鹽水解會生成相應的無機酸,加速金屬的腐蝕。中性和鹼性鹽類的腐蝕性比酸性鹽小得多,主要是氧的去極化腐蝕,具有鈍化作用,被稱為緩蝕劑。對於中性的鹽溶液(如NaCI),大多數金屬的腐蝕速度受鹽濃度和溶解的氧控制,隨酸濃度的增加也有一個最大值。金屬在稀鹼溶液中的腐蝕產物為金屬的氫氧化物,不易溶解,會降低腐蝕速度,但是鹼的濃度增加會溶解生成的氫氧化物,導致腐蝕速度增大。實際金屬的腐蝕多是耗氧(吸氧)腐蝕,氧的存在是把雙刃劍,既增加金屬在酸和鹼中的腐蝕,又能促進鈍化膜的形成和改善鈍化膜性質,阻礙金屬的腐蝕。一般情況下,氧由於濃度較大,主要依靠去極化加速腐蝕。因此,對於沒有鈍化或鈍化不明顯的體系,除氧有利於防腐,這就是很多工廠的鍋爐裝有除氧槽的原因。
⑤流速腐蝕速度與介質的運動速度(流速)關係複雜,主要取決於金屬與介質的特性。對於受活化極化控制的腐蝕過程,流速對腐蝕過程沒有影響,如鐵在稀鹽酸中、不鏽鋼在硫酸中的腐蝕。當陰極過程受擴散控制時,腐蝕速度隨流速增加而增大,如鐵或銅在加氧的水中的腐蝕。如果過程受擴散控制而金屬又易鈍化,流速增加時金屬將由活性變成鈍性,減少腐蝕。對於某些金屬,在一定介質中由於生成的保護膜有好的耐蝕性,但當流速非常大時,保護膜會遭到破壞,加速腐蝕,如鉛在稀鹽酸中和鋼在濃硫酸中的腐蝕。
⑥壓力 腐蝕速度隨介質壓力的增大而增加,這是因為壓力增加會使參加反應的氣體的溶解度加大,加速了陰極過程的腐蝕,如在高壓鍋爐中,水中很少的氧就會引起劇烈的腐蝕。
(4)其他環境
其他環境包括接觸電偶效應、微量氯離子、微量氧、微量高價離子、析出氫等。
實際生產過程中,環境變化多端,在考慮腐蝕時應特別注意和掌握各種變化,找出主要的影響因素,一定要具體問題具體分析。
腐蝕速度的表示方法
掛片法是工廠設備腐蝕監測中用的最多的一種方法,使用專門的夾具固定試片(要求試片和夾具間相互絕緣、試片的受力點和支撐點儘量少),將裝有試片的支架固定在設備內,經一定時間的腐蝕後取出,檢查表面和分析重量、厚度等的損失,提供試驗周期內的平均腐蝕速度,反映不出瞬間的腐蝕行為和偶發的局部嚴重腐蝕狀態。在均勻腐蝕的情況下,常用重量指標和深度指標來表示腐蝕速度。
(1)重量法
以腐蝕前後金屬質量的變化來表示,分為失重法和增重法兩種。
①失重法(losting weight method) 當腐蝕產物能很好地除去而不損傷主體金屬時用此法較恰當。
K=W- W/St
式中K ——腐蝕速度,g/(m2·h);
W ——腐蝕前金屬的質量,g;
W——腐蝕後金屬的質量,g;
t ——腐蝕作用的時間,s;
S ——金屬與腐蝕介質接觸的面積,m 。
②增重法(adding weight method)當腐蝕產物全部附著在金屬上,且不易除去時可用此法。
K =W - W/St
(2)深度法
以腐蝕後金屬厚度的減少來表示,用重量法表示腐蝕速度時,沒有考慮金屬的密度,當質量損失相同時,密度大的比密度小的金屬被腐蝕的深度更淺。所以工程上更多的是以單位時間內腐蝕深度,通常用mm/a來表示腐蝕速度。腐蝕深度可由重量法測出的K值換算得到,即
D =24×365K/1000γ =8.76K/γ mm/a
式中 D ——腐蝕深度,mm/a;
γ ——金屬的密度,g/cm 。
判斷依據
在介質的腐蝕作用下,剩餘壁厚逐步減少,一旦監測到腐蝕裕量被腐蝕減薄至產生小的泄漏,應當立即用錐形金屬堵頭封閉泄漏的警戒孔,保證設備繼續運行,然後用無損探傷方法檢查設備的其餘部分,在此基礎上決定是否需要對設備進行停車或者不停車的檢修,防止設備出現更大的損壞。
套用
警戒孔法一般用於監測攜載液體或氣體介質(包括高於其自燃溫度的氣體)的容器或管道。由於外部大氣溫度低,一般不會泄漏著火,即使有一點點火苗,也很容易被銷釘堵頭熄滅。但是對於盛放易燃易爆或有毒物料的裝置,應嚴格防止可能產生的泄漏危險,這就限制了警戒孔的廣泛使用。這種方法在石油工業上套用較為廣泛。
這種方法具有一定的可靠性,但它只是維持設備裝置安全性的一個附加措施,往往與其他腐蝕監控技術(如超聲測厚)聯合使用。
