煉油流程
煉油廠的基本工藝流程一般如下:原油進廠之後首先進入罐區,由廠
 煉油廠一角
煉油廠一角常壓蒸餾和減壓蒸餾習慣上合稱常減壓蒸餾,常減壓蒸餾基本屬物理過程。原料油在蒸餾塔里按蒸發能力分成沸點範圍不同的油品(稱為餾分),這些油有的經調合、加添加劑後以產品形式出廠,相當大的部分是後續加工裝置的原料,因此,常減壓蒸餾又被稱為原油的一次加工。包括三個工序:原油的脫鹽、脫水 ;常壓蒸餾;減壓蒸餾。
又稱預處理。從油田送往煉油廠的原油往往含鹽(主要是氯化物)、帶水(溶於油或呈乳化狀態),可導致設備的腐蝕,在設備內壁結垢和影響成品油的組成,需在加工前脫除。常用的辦法是加破乳劑和水,使油中的水集聚,並從油中分出,而鹽份溶於水中,再加以高壓電場配合,使形成的較大水滴順利除去。
催化裂化是在熱裂化工藝上發展起來的。是提高原油加工深度,生產優質汽油、柴油最重要的工藝操作。原料范主要是原油蒸餾或其他煉油裝置的350 ~ 540℃餾分的重質油,催化裂化工藝由三部分組成:原料油催化裂化、催化劑再生、產物分離。催化裂化所得的產物經分餾後可得到氣體、汽油、柴油和重質餾分油。 有部分油返回反應器繼續加工稱為回煉油。催化裂化操作條件的改變或原料波動,可使產品組成波動。
催化重整(簡稱重整)是在催化劑和氫氣存在下,將常壓蒸餾所得的輕汽油轉化成含芳烴較高的重整汽油的過程。如果以80~180℃餾分為原料,產品為高辛烷值汽油;如果以60~165℃餾分為原料油,產品主要是苯、甲苯、二甲苯等芳烴, 重整過程副產氫氣,可作為煉油廠加氫操作的氫源。重整的反應條件是:反應溫度為490~525℃,反應壓力為1~2兆帕。重整的工藝過程可分為原料預處理和重整兩部分。
是在高壓、氫氣存在下進行,需要催化劑,把重質原料轉化成汽油、煤油、柴油和潤滑油。加氫裂化由於有氫存在,原料轉化的焦炭少,可除去有害的含硫、氮、氧的化合物,操作靈活,可按產品需求調整。產品收率較高,而且質量好。
它是在較長反應時間下,使原料深度裂化,以生產固體石油焦炭為主要目的,同時獲得氣體和液體產物。延遲焦化用的原料主要是高沸點的渣油。延遲焦化的主要操作條件是:原料加熱後溫度約500℃, 焦炭塔在稍許正壓下操作。改變原料和操作條件可以調整汽油、柴油、裂化原料油、焦炭的比例。
原油一次加工和二次加工的各生產裝置都有氣體產出,總稱為煉廠氣,就組成而言,主要有氫、甲烷、由2個碳原子組成的乙烷和乙烯、由3個碳原子組成的丙烷和丙烯、由4個碳原子組成的丁烷和丁烯等。它們的主要用途是作為生產汽油的原料和石油化工原料以及生產氫氣和氨。發展煉油廠氣加工的前提是要對煉廠氣先分離後利用。煉廠氣經分離作化工原料的比重增加,如分出較純的乙烯可作乙苯; 分出較純的丙烯可作聚丙烯等。
先進控制簡述
煉油自動化一直以來都是困擾煉油化工工業節能降耗,安全生產的一個重要問題。一戰時期發展起來的PID控制很好的解決了人們在工業過程中的控制需要,雖然他有諸多優點,如魯棒性好,不需要過程的數學模型等等,但是它本質上是一種基於偏差的控制方案,這就決定了它是滯後於過程偏差。隨著生產精細化要求的提高以及生產規模越來越大,設備容量越來越大的新情況的出現,傳統的PID控制難以達到較好的控制效果,從上世紀70年代開始就首先由過程控制界尤其是流程行業的控制工程師開始了先進控制的探索和套用。
現在比較流行的算法包括有:模型算法控制(MAC);動態矩陣控制(DMC);廣義預測控制(GPC);廣義預測極點(GPP)控制;內模控制(IMC);推理控制(IC)等等。
下面以模型算法控制為例子來說明預測控制的基本原理。
模型算法(MAC)控制主要包括內部模型、反饋校正、滾動最佳化和參數輸入軌跡等幾個部分。它採用基於脈衝相應的非參數模型作為內部模型,用過去和未來的輸入輸出狀態,根據內部模型,預測系統未來的輸出狀態。經過用模型輸出誤差進行反饋校正以後,再與參考軌跡進行比較,套用二次型性能指標進行滾動、最佳化,然後再計算當前時刻加於系統的控制,完成整個動作循環。
預測控制的基本特徵,包括有建立預測模型方便;採用滾動最佳化策略;採用模型誤差反饋校正。這幾個特徵反映了預測控制的本質,也正是這個控制算法和其他算法的不同之處。
預測控制伴隨著工業的發展而來,所以,預測控制與工業生產有著緊密的結合,火電廠鋼球磨煤機是一個多變數、大滯後、強耦合的控制對象,其數學模型很難準確建立。而目前國內火電廠所裝設的控制器大部分是PID控制器。由於系統各變數耦合嚴重,PID控制器很難適應,致使鋼球磨煤機不能投入自動運行。用8051單片機加上A/D8路接口及其接口電路,再加上控制鍵和顯示器,組成了預測控制器。在採用了MAC算法之後,就能夠彌補PID控制器的不足。
由於預測控制具有適應複雜生產過程控制的特點,所以預測控制具有強大的生命力。可以預言,隨著預測控制在理論和套用兩方面的不斷發展和完善,它必將在工業生產過程中發揮出越來越大的作用,展現出廣闊的套用的前景。
煉油行業先進控制套用現狀
在現今的煉油行業中,控制並不單單是控制的問題了,更多的是在控制中穿插最佳化,在最佳化中蘊含著控制問
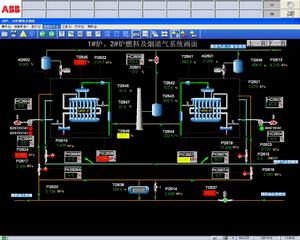 ABB DCS的加熱爐組態界面一覽
ABB DCS的加熱爐組態界面一覽圖中的DCS組態界面顯示的是某廠的加熱爐的畫面,它真實展現了工廠的實際運行狀況,工廠的儀表參數都可以在該組態界面上得到顯示,還可以繪成趨勢圖,柱形圖等等,以便於操作工實時監控工廠的運行狀況。
