
概述
 搪瓷反應罐
搪瓷反應罐搪瓷反應罐常用於石油化工、橡膠、農藥、染料、醫藥等行業,用以完成磺化、硝化、氫化、烴化、聚合、縮合等工藝過程,以及有機染料和中間體的許多其它工藝過程的反應設備。低壓反應釜,一般是指1.6MPa以下的反應釜。由於工藝條件和介質的不同,反應釜的材料選擇及結構也不盡相同,但基本組成是相同的,它包括傳動裝置、傳熱和攪拌裝置、釜體(上蓋、筒體、釜底)、工藝接管等。設備的外觀尺寸,一般取反應釜有效高度Hgz/反應釜內徑Di=1.0~1.2,如果Hgz/Di>1.5,則需增設槳葉數。槳葉直徑di通常取1/3/Di,上、下槳葉的間距應略大於槳徑。在設備的結構上設定必要的傳熱和攪拌裝置是為了強化反應過程。反應釜體普遍採用鋼製(或襯裡)、鑄鐵或搪玻璃。
工藝
反應釜所用的材料、攪拌裝置、加熱方法、軸封結構、容積大小、溫度、壓力等各有異同、種類很多,它們的基本特點分述如下:一、結構
反應釜結構基本相同,除有反應釜體外,還有傳動裝置、攪拌和加熱(或冷卻)裝置等,可改善傳熱條件,使反應溫度控制得比較均勻,並不強化傳質過程。
二、操作壓力
反應釜操作壓力較高。釜內的壓力是化學反應產生或由溫度升高而形成,壓力波動較大,有時操作不穩定,突然的壓力升高可能超過正常壓力的幾倍,因此,大部分反應釜屬於受壓容器。
三、操作溫度
反應釜操作溫度較高,通常化學反應需要在一定的溫度條件下才能進行,所以反應釜既承受壓力又承受溫度。獲得高溫的方法通常有以下幾種:
1、水加溫
要求溫度不高時可採用,其加熱系統有敞開式和密閉式兩種。敞開式較簡單,它由循環泵、水槽、管道及控制閥門的調節器所組成,當採用高壓水時,設備機械強度要求高,反應釜外表面焊上蛇管,蛇管與釜壁有間隙,使熱阻增加,傳熱效果降低。
2、蒸汽加熱
加熱溫度在100℃以下時,可用一個大氣壓以下的蒸汽來加熱;100~180℃範圍內,用飽和蒸汽;當溫度更高時,可採用高壓過熱蒸汽。
3、用其它介質加熱
若工藝要求必須在高溫下操作或欲避免採用高壓的加熱系統時,可用其它介質來代替水和蒸汽,如礦物油(275~300℃)、聯苯醚混合劑(沸點258℃)、熔鹽(140~540℃)、液態鉛(熔點327℃)等。
4、電加熱
將電阻絲纏繞在反應釜筒體的絕緣層上,或安裝在離反應釜若干距離的特設絕緣體上,因此,在電阻絲與反應釜體之間形成了不大的空間間隙。
前三種方法獲得高溫均需在釜體上增設夾套,由於溫度變化的幅度大,使釜的夾套及殼體承受溫度變化而產生溫差壓力。採用電加熱時,設備較輕便簡單,溫度較易調節,而且不用泵、爐子、煙囪等設施,開動也非常簡單,危險性不高,成本費用較低,但操作費用較其它加熱方法高,熱效率在85%以下,因此適用於加熱溫度在400℃以下和電能價格較低的地方。
四、攪拌結構
在反應釜中通常要進行化學反應,為保證反應能均勻而較快的進行,提高效率,通常在反應釜中裝有相應的攪拌裝置,於是便帶來傳動軸的動密封及防止泄漏的問題。
五、反應釜的工作
反應釜多屬間隙操作,有時為保證產品質量,每批出料後都需進行清洗;釜頂裝有快開人孔及手孔,便於取樣、測體積、觀察反應情況和進入設備內部檢修。
發展
化工生產對反應釜的要求和發展趨勢
1、大容積化,這是增加產量、減少批量生產之間的質量誤差、降低產品成本的有效途徑和發展趨勢。染料生產用反應釜國內多為6000L以下,其它行業有的達30m³;國外在染料行業有20000~40000L,而其它行業可達120 m³。
2、反應釜的攪拌器,已由單一攪拌器發展到用雙攪拌器或外加泵強制循環。國外,除了裝有攪拌器外,尚使釜體沿水平線旋轉,從而提高反應速度。
3、以生產自動化和連續化代替笨重的間隙手工操作,如採用程式控制,既可保證穩定生產,提高產品質量,增加收益,減輕體力勞動,又可消除對環境的污染。
4、合理地利用熱能,選擇最佳的工藝操作條件,加強保溫措施,提高傳熱效率,使熱損失降至最低限度,餘熱或反應後產生的熱能充分地綜合利用。熱管技術的套用,將是今後發展的方向。
搪瓷罐的破損原因
搪瓷罐是將含矽量高的瓷釉噴塗到低碳鋼胎表面,經900 oC左右的高溫焙燒,使瓷釉密著於金屬鋼胎表面而形成,由於這兩種材料的機械性能和物理性能各不相同, 因此搪瓷罐的破損原因也多樣,一般有以下幾種原因:
(一) 機械損壞
搪瓷抗衝擊力非常差,任何金屬、硬物對其進行撞擊均會導致搪瓷破損。因此搪瓷罐使用過程中嚴防任何金屬、硬物掉進罐內,如遇堵料,必須用塑膠棒疏通,檢修時蓋好鍋蓋,嚴防焊渣熔化瓷面出現小坑或爆瓷。複製和轉載請註明出處:美嘉華新浪部落格
(二) 熱應力損壞
搪瓷罐經900℃高溫焙燒,冷卻後搪瓷與鋼板粘結在一起。由於搪瓷的線膨脹係數和延伸率小於鋼板,因此冷卻後搪玻璃的變形量小於鋼板的變形量,搪瓷受到鋼板的約束產生壓應力。搪瓷罐製成後,其搪玻璃即存在預壓縮應力,而鋼板則存在預拉伸應力。由於預應力與線膨脹係數和延伸率相關,線膨脹係數和延伸率與溫度又密切相關,因此搪瓷罐的工作溫度對搪瓷罐的使用影響很大。如果因溫度變化大而使搪瓷產生的應力超過其使用應力,搪瓷將被破壞。因此搪瓷罐搪瓷層遇冷、熱急變,極易爆瓷。因此搪瓷罐有耐溫限制:溫度 200℃,耐溫急變:冷衝擊<1IO~C,熱衝擊<120℃。投料時物料溫度與罐體溫差太大以及升溫時蒸汽過猛、降溫太急也能導致爆瓷。因此搪瓷罐在使用中升、降溫要緩慢、均勻,分級冷卻。
(三)加工應力損壞
在罐體加工過程中,由於捲筒、衝壓、焊接產生大量的內應力,這些應力在搪瓷前應徹底消除,如消除不徹底會導致搪瓷爆瓷。這種損壞往往發生在投入使用後的頭三個月。所以對胚體進行熱處理或時效處理能防止爆瓷。複製和轉載請註明出處:美嘉華新浪部落格
(四)靜電穿刺
搪瓷罐內攪拌帶有懸浮物的液體,懸浮物與搪瓷強烈的磨擦,同時懸浮物自身也產生磨擦,這樣就產生大量的靜電荷,高的靜電荷對搪瓷產生強烈的穿刺作用,從而導致搪瓷點蝕,因此攪拌轉速不宜太快。
(五)析氫腐蝕
搪瓷罐的夾套在使用一段時間後會結垢和生鏽,如果使用酸性除垢劑清除污垢或夾套中的冷卻液偏酸性,都會導致金屬發生析氫腐蝕(Fe+2HCI=FeC12+H2O一部分H原子擴散到金屬內空穴,結合成}b,這些H:由於搪瓷的緻密性而不能再向外擴散,因此當Hz聚積到一定的程度,形成定的動力時,搪瓷就會發生破裂。
因此清洗結垢採用酸洗時,必須加緩衝劑,如果搪瓷罐的價值較高或者不容易更換甚至出現腐蝕性穿孔的話,必須採用腐蝕率低的高品質清洗劑,避免清洗操作不當帶來的嚴重後果,比如“福世泰克”清洗劑等就可以實現極低腐蝕下的水垢清洗。複製和轉載請註明出處:美嘉華新浪部落格
(六)基體材料不合格
為了降低成本,有些廠家胚體採用Q235鋼代用,直接導致鋼材中的碳、硫在搪燒過程氣化,使搪瓷層與基體間、搪瓷層內部形成大量氣泡,導致搪瓷結合強度降低。搪瓷層遇冷熱急變,極易爆瓷。所以搪瓷罐選用含碳、硫低的鋼材做胚體能防止爆瓷。
(七)搪燒質量欠佳
有些搪瓷罐生產廠家生產環境簡陋、除銹防塵達不到標準,致使底釉與基體結合不好。有的減少搪燒遍數,增加每層厚度,使內因力過大,影響搪瓷罐使用壽命。因此嚴格按製造規程製造才能保證搪瓷罐的質量。
維修
搪瓷罐大面積搪瓷損壞,需將設備送製造廠重新搪瓷,費用約是新購置的1/4。損壞面積不大的可在現場進行局部修補。採用現場快速修復,不用拆設備,只需打開人孔即可修復,修復後24小時即可投入使用。現場修補劑有環氧樹脂、聚四氟乙烯樹脂、高性能搪瓷修補劑等。下面介紹的是高分子複合材料搪瓷修補劑修復搪瓷罐的方法。
(一)高性能搪瓷現場修補劑
高分子複合材料搪瓷現場修補劑是由高分子聚合物、合金鋼粉末或耐磨陶瓷粉末為基材並配以固化劑的雙組份複合材料。與普通樹脂型的修補劑相比,高分子複合材料依靠自身更為細密的高分子結構,使得材料自身具有更強的粘接力和優異的耐腐蝕、抗腐蝕性能,高分子甚至能夠滲透到金屬裡面,形成更為緊密的高分子複合材料保護層。
(二)修復工藝過程
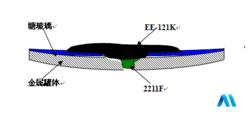 搪瓷罐修復
搪瓷罐修復表面清洗→除銹→無水酒精清洗→塗底層修補劑→塗面層修補劑→固化→使用。
