工序控制計畫的主要內容有:
(1)確定控制的質量特性值。
根據設計確定的質量特性重要性分級檔案,進行單元件分類和工序分類。單元件是產品實施分類的基本單元。
單元件分類有:關鍵件(含有1個或多個關鍵特性的單元件,可含有重要、一般特性),重要件(含有1個或多個重要特性的單元件,可含有重要、一般特性);一般件(不含關鍵、重要特性的單元件)。工序分類有:關鍵工序(關鍵特性形成的工序),重要工序(.重要特性形成的工序)。
根據以上分類對工序的控制要求如下:
1)定為關鍵件、重要件的原材料,毛坯、半成品及成品均應按規定項目進行復驗,並進行專門保管;
2)編制工藝時,對關鍵、重要工序要具體規定工藝參數,工藝方法、以及所使用的工裝檢驗方法等,編寫作業指導書。
3)關鍵特性必須100%檢驗,重要、一般特性可抽檢,但寬嚴應有所不同。
4)關鍵,重要工序是定人、定設備。人員要經過培訓考核,設備要重點維護,測試手段和工裝要嚴格檢驗。
(2)繪製工序圖與質量控制工序表
 工序控制計畫
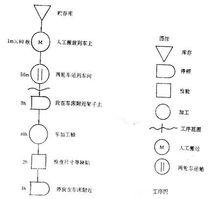
工序控制計畫1)繪製工序圖。如下圖所示。它是用國際通用標準符號,標明工序在生產過程中的狀態:加工,運輸,停滯(庫存或加工地點停留)、檢查等,在圖上應註明距離、工位器具,時間、運輸工具、作業程式等。通過繪製工序圖可進行作業研究、改善工藝設計和生產安排,減少非加工時間,提高生產效率。
 工序控制計畫
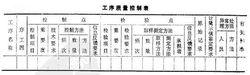
工序控制計畫2)繪製工序質量控制表。工序質量控制表是按工序圖規定在各道工序中,生產部門和檢驗部門對哪些質量特性如何控制。即列出每道工序保證質量的手段和方法,它是以質量控制與質量檢驗相結合的綜合控制方法,其格式見下表。
(3)選好控制點。
控制點是指所選定的重點控制對象,包括的工序和項目如下:
1)關鍵尺寸、部位、工藝參數所形成的工序。
2)質量不穩定、重複故障多,合格率低的工序。
3)用戶意見多的項目。
4)付下道工序有亞大影響的工序。
5)加工周期長、原材料貴重、—旦出了問題損失嚴重的工序(特別是後道工序)。
(4)編制控制點檔案。控制點的主要控制檔案有:
1)工序質量表。根據工序分析找出支配性因素,明確各方責任,編成的表。
2)作業指導書(含工藝、操作和管理標準)。
3)質量控制工序表。
4)因素控制用有關檔案如設備周期檢點卡、工裝周期檢點卡、量儀檢點卡,操作培訓考核卡等。
