
定義
定心夾緊機構又稱為自動定心夾緊機構,是指將工件的定位、定心和夾緊結合在一起的夾緊機構。定心夾緊機構的工作原理是利用定位元件和夾緊元件的等距移動或均勻的彈性變形方式,消除定位元件與工件定位基準面的不準確性和定位尺寸偏差的影響。
特點
定心夾緊機構的特點是定位與夾緊由同一(或同組)元件完成,即利用該元件等速趨近(或退離)某一對稱軸線或對稱平面,或利用該元件的均勻彈性變形,完成對工件的定位夾緊或鬆開。
由於採用定心夾緊裝置時,對稱軸線、對稱平面或對稱中心線是工件的定位基準,因而可使定位基準不產生位移,基準位移誤差為零。同時對稱軸線、對稱平面或對稱中心線又是工件的工序基準,則定位基準與工序基準重合,基準不重合誤差為零,總的定位誤差為零。正是由於這些特點,能使工件的定位基準不變,定位基準不產生位移,從而實現定心夾緊的作用。因此,定心夾緊機構主要適用於幾何形狀對稱並以對稱軸線、對稱平面或對稱中心線為工序基準的工件的定位夾緊。
分類
定心夾緊機構按照其定心作用原理來分有兩種類型:一種是依靠傳動機構使定心夾緊元件同時做等速移動,從而實現定心夾緊;另一種是依靠定心夾緊元件本身做均勻的彈性變形,從而實現定心夾緊。
等距移動定心夾緊機構
等距移動定心夾緊機構,是指通過內聯動裝置使原始作用力均衡地分散到每個定位(夾緊)元件上,使工件實現同時定位和夾緊。等距移動定心夾緊的要點是,不僅要使各個夾緊(定位)元件對工件的夾緊力保持相等,還要使各個夾緊(定位)元件的空問運動保持精確的等距移動,這樣才能保證自動定位夾緊的目的。內聯動裝置的形式有多種,按其對夾緊元件的驅動方式分為螺鏇等距移動定心夾緊機構、凸輪等距移動定心夾緊機構、偏移滾柱等距移動定心夾緊機構和斜楔等距移動定心夾緊機構。
螺鏇等距移動定心夾緊機構
 螺鏇等距移動定心夾緊機構
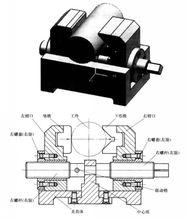
螺鏇等距移動定心夾緊機構螺鏇等距移動定心夾緊機構,是利用螺桿和螺母之間的螺鏇運動來實現夾緊元件的同時移動和夾緊動作。該機構具有結構簡單、工作行程大、傳動聯繫比較精確的特點;但操作起來比較費時,效率不高。由於它製造容易,維護成本也較低,因此,在很多的定心夾緊機構中經常採用。比較典型的螺鏇等距移動定心夾緊機構如圖所示。
該機構的特點是,驅動左右兩個鉗口的是左右兩個螺桿,這兩個螺桿通過聯動銷連線在一起,形成一根左端是右螺紋,右端是左螺紋的驅動螺桿。當正向鏇轉驅動螺桿時,通過安裝在左右鉗口上的左螺套和右螺套,使左右鉗口同時向中間移動,並藉助V形鐵和墊鐵同時對工件進行定位和夾緊。當反向鏇轉驅動螺桿時,左右兩個鉗口會同時向相反方向移動,使工件呈放鬆狀態,即可將工件取下。
凸輪等距移動定心夾緊機構
 凸輪等距移動定心夾緊機構
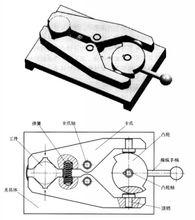
凸輪等距移動定心夾緊機構凸輪等距移動定心夾緊機構,是利用凸輪的兩個偏心曲面在鏇轉中產生的偏心距位移來實現夾緊元件的同時移動和夾緊動作的。該機構的結構比較簡單,操作方便快捷,工作效率高;但工作行程短,定位精度較低,凸輪的製造相對複雜。通常套用於加工批量大、加工精度要求不太高的小型工件的夾具中。比較典型的凸輪等距移動定心夾緊機構,如圖所示。
該機構的特點是,順時針轉動操縱手柄,使凸輪順時針鏇轉,驅動上面的卡爪繞卡爪軸逆時針轉動,下面的卡爪繞卡爪軸順時針轉動,從而在工件的四個夾緊點處將工件夾緊。當逆時針轉動操縱手柄時,使凸輪逆時針鏇轉,在彈簧的作用下,使上下兩個卡爪的鉗口張開,工件呈放鬆狀態,即可將工件取下。
偏移滾柱等距移動定心夾緊機構
 偏移滾柱等距移動定心夾緊機構
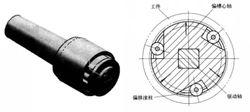
偏移滾柱等距移動定心夾緊機構偏移滾柱等距移動定心夾緊機構,是利用安裝在偏槽心軸上的3個滾柱對空心工件內壁產生的摩擦力來實現定位和夾緊的。該機構的結構十分簡單,占用空間小,操作省力,但只適用於車床夾具中,且只能是空心的迴轉體工件。由於是依靠3個滑動滾柱的偏移及對工件內壁所產生的摩擦力使工件夾緊,因此,要求刀具切削工件時所產生的切削力只能是一個鏇轉方向。比較典型的偏移滾柱等距移動定心夾緊機構,如圖所示。
該機構的特點是,將工件裝入整個夾具體中,順時針轉動工件,依靠摩擦使3個滾柱分別向偏槽心軸的3個缺口槽狹窄處偏移,使工件內孔壁、滾柱和偏槽心軸三者牢牢地卡在一起,從而將工件夾緊。由於在車削過程中所產生的切削力矩也是順時針方向的,因此在工件的加工過程中,對工件的夾緊作用會始終保持。加工完畢則逆時針轉動工件,在摩擦力的作用下會使3個滾柱分別向偏槽心軸的3個缺口槽開闊處移動,使它們脫離工件的內孔壁,工件呈放鬆狀態,即可將工件取下。
斜楔等距移動定心夾緊機構
 斜楔等距移動定心夾緊機構
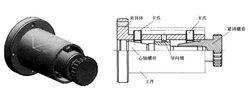
斜楔等距移動定心夾緊機構斜楔等距移動定心夾緊機構,是利用安裝在心軸螺桿上的6個卡爪對空心迴轉體工件的內壁進行定位和夾緊的。6個卡爪的內表面與心軸螺桿和緊固螺套的圓錐面緊密接觸,當兩個圓錐體同時向中間移動時推動6個卡爪向外擴張,就將工件的內表面漲緊。該機構的結構對比偏移滾柱等距移動定心夾緊機構稍複雜些,但由於在兩個具有一定距離的橫截面上裝有6個卡爪,因此,可以裝夾比較長的空心迴轉體工件。比較典型的斜楔等距移動定心夾緊機構,如圖所示。
該機構的特點是,將工件裝入整個夾具體中,擰緊緊固螺套,其本身的錐體將右邊的3個卡爪張開;同時心軸螺桿右移,將左邊的3個卡爪張開,使工件自動定心並夾緊。旋鬆緊固螺套時,心軸螺桿左移,6個卡爪呈放鬆狀態,即可將工件取下。
彈性變形定心夾緊機構
彈性變形定心夾緊機構,是利用彈性元件受力後的均勻變形實現對工件的定位和夾緊的。彈性變形夾緊的要點是,彈性元件要具有良好的彈性和回復性能,且製造的精度要求較高,以保證精確的定位和可靠的夾緊。根據彈性元件的不同,彈性夾頭變形定心夾緊機構分為彈性夾頭定心夾緊機構、碟形簧片定心夾緊機構、液體塑膠定心夾緊機構和波紋套定心夾緊機構。
彈性夾頭定心夾緊機構
彈性夾頭定心夾緊機構,是利用安裝在夾具體或心軸上的彈性夾頭受力所產生的彈性變形實現對工件的定位和夾緊的。此類機構按夾緊工件的外徑和內徑不同,分為外夾式彈性夾頭定心夾緊機構和內夾式彈性夾頭定心夾緊機構。
 外夾式彈性夾頭定心夾緊機構
外夾式彈性夾頭定心夾緊機構(1)外夾式彈性夾頭定心夾緊機構
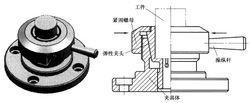
外夾式彈性夾頭定心夾緊機構如圖所示。該機構的特點是,順時針轉動操縱桿,緊固螺母在與夾具體外螺紋的配合下拉動彈性夾頭向下移動,使其外圓錐面受到夾具體內圓錐面的擠壓,從而使彈性夾頭向內收縮將工件夾緊。逆時針轉動操縱桿時,緊固螺母被旋鬆,彈性夾頭向外擴張使工件放鬆,即可將工件取下。
 內夾式彈性夾頭定心夾緊機構
內夾式彈性夾頭定心夾緊機構(2)內夾式彈性夾頭定心夾緊機構
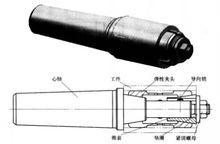
內夾式彈性夾頭定心夾緊機構如圖所示。該機構由於採用工件的內孔定位,通常用於車床夾具中。其的特點是,鏇緊緊固螺母,推動錐套向左移動,使彈簧夾頭右端的卡爪向外擴張;同時也推動了彈性夾頭的向左移動,使得左端的卡爪也向外擴張,從而在兩處對工件進行夾緊。當旋鬆緊固螺母時,其彈性夾頭由於本身所具有的剛性作用產生收縮,錐套向右移動,彈性夾頭也向右移動,其左右兩端的卡爪向內收縮,使工件呈放鬆狀態,即可將工件取下。
碟形簧片定心夾緊機構
碟形簧片定心夾緊機構是利用安裝在夾具體或心軸上的碟形簧片,在外力作用下發生外徑脹大,內徑縮小的變形,實現對工件的定位和夾緊的。此類機構按夾緊工件的外徑和內徑不同,分為外夾式碟形簧片定心夾緊機構和內夾式碟形簧片定心夾緊機構。
 外夾式碟形簧片定心夾緊機構
外夾式碟形簧片定心夾緊機構(1)外夾式碟形簧片定心夾緊機構
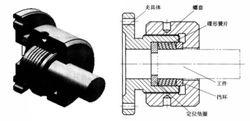
外夾式碟形簧片定心夾緊機構如圖所示。該機構的特點是,將工件插入碟形簧片中並靠緊定位墊圈,鏇緊螺套推動擋環向左移動,會擠壓碟形簧片向內徑收縮,從而使工件以外徑定位並夾緊。當旋鬆螺套時,在碟形簧片彈性回復力的作用下推動擋環右移,同時碟形簧片的內徑擴張,使工件呈放鬆狀態,即可將工件取下。
 內夾式碟形簧片定心夾緊機構
內夾式碟形簧片定心夾緊機構(2)內夾式碟形簧片定心夾緊機構
內夾式碟形簧片定心夾緊機構如圖所示。該機構的特點是,將工件插入碟形簧片中並靠緊定位環套,鏇緊緊固螺母推動擋環向左移動,會擠壓碟形簧片向外徑擴張,從而使工件以內徑定位並夾緊。當旋鬆緊固螺母時,在碟形簧片彈性回復力的作用下推動擋環右移,同時碟形簧片的外徑收縮,使工件呈放鬆狀態,即可將工件取下。
液體塑膠定心夾緊機構
液體塑膠定心夾緊機構是利用安裝其上的薄壁套和型腔中的液體塑膠實現對工件的定位和夾緊的。當通過螺鏇的進給運動,使柱塞壓縮型腔中的液體塑膠,而液體塑膠所產生的壓力又使薄壁套發生變形,從而將工件進行表面定位和夾緊。此類機構按夾緊工件的內外表面不同,分為外夾式液體塑膠定心夾緊機構和內夾式液體塑膠定心夾緊機構。
 外夾式液體塑膠定心夾緊機構
外夾式液體塑膠定心夾緊機構(1)外夾式液體塑膠定心夾緊機構
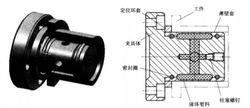
外夾式液體塑膠定心夾緊機構如圖所示。該機構的特點是,將工件插入薄壁套的定位孔中,鏇緊柱塞螺釘,當柱塞向型腔進給時,會使型腔中的液體塑膠產生壓力,並擠壓薄壁套發生變形,使其夾緊工件的外徑表面,從而將工件同時定位和夾緊。當旋鬆柱塞螺釘時,型腔中的液體塑膠壓力變小,薄壁套在彈性作用下回復到自由狀態,使工件呈放鬆狀態,即可將工件取下。
(2)內夾式液體塑膠定心夾緊機構
 內夾式液體塑膠定心夾緊機構
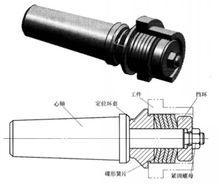
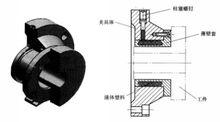
內夾式液體塑膠定心夾緊機構內夾式液體塑膠定心夾緊機構如圖所示。該機構的特點是,將工件插入薄壁套的定位柱面上,鏇緊柱塞螺釘,當柱塞向型腔進給時,使型腔中的液體塑膠產生壓力,並擠壓薄壁套發生變形,使其夾緊工件的內徑表面,同時將工件定位和夾緊。當旋鬆柱塞螺釘時,型腔中的液體塑膠壓力變小,薄壁套在彈性作用下回復到自由狀態,使工件呈放鬆狀態,即可將工件取下。
波紋套定心夾緊機構
 波紋套定心夾緊機構
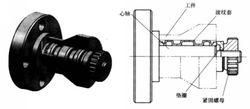
波紋套定心夾緊機構波紋套定心夾緊機構是利用安裝其上的波紋套在軸向受力時發生彈性變形實現對工件的定位和夾緊的。通常是採用螺鏇進給運動,使波紋套在軸向受到作用力,從而在徑向發生彈性變形,即外徑脹大,從內徑對工件進行定位和夾緊。由於波紋套結構的特點,一般只作為內定心夾緊使用。波紋套定心夾緊機構的特點是定位精度高,裝夾快捷,但作為定位基準的工件內孔尺寸精度要求比較高,且長度與內徑比要大,通常將此類機構作為車床的夾具使用。典型的以內徑定位和夾緊的波紋套定心夾緊機構,如圖所示。
該機構的特點是,將工件插入波紋套的定位柱面上,鏇緊緊固螺母,推動墊圈左移,使波紋套發生彈性變形,即軸向壓縮而外徑脹大,將工件從內表面定位和夾緊。當旋鬆緊固螺母時,波紋套沒有了軸向壓力,在彈性作用下回復到自由狀態,使工件呈放鬆狀態,即可取下工件。
